
1. Status Control of Workstation 1
When the conveyor belt (Y0) is running, and the defective product detection (M10) is triggered, “Workstation 1 (M1)” is “activated” (set); if the defective product detection is in another state (normally closed logic of M10), then “Workstation 1 (M1)” will be “deactivated” (reset).
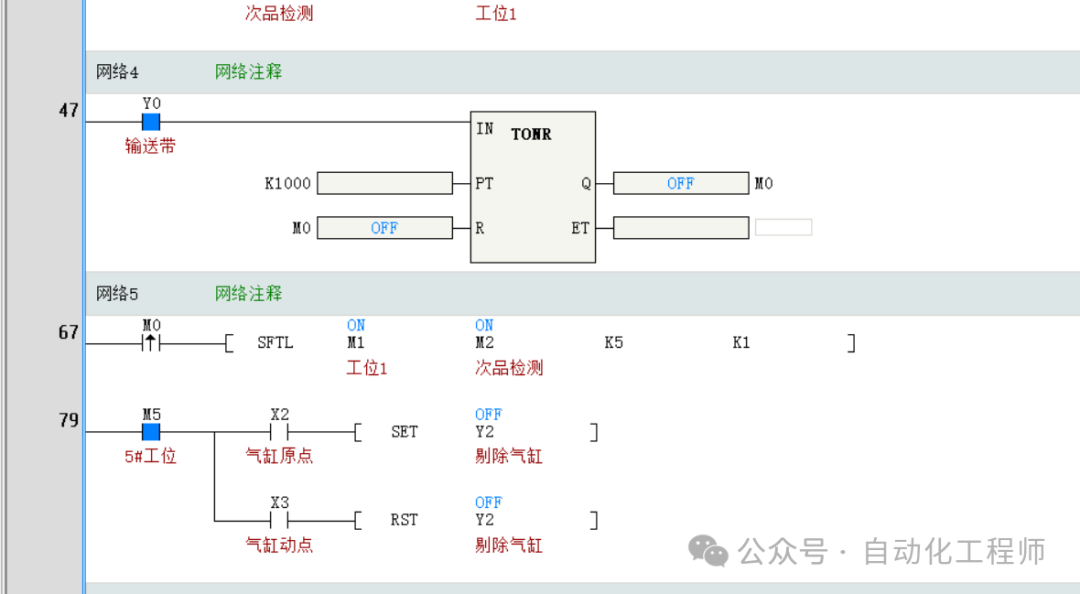
2. Timing Logic of the Conveyor Belt
When the conveyor belt (Y0) is running, a timer (TOMR) is started, with the timing length set by “K1000” (the specific time depends on the PLC model, which can be understood as “delaying for a period”). The output of the timer (Q) controls the state of “M0”; if M0 is “OFF”, it indicates that the timing has not yet ended or has not been triggered.
3. Shift Transmission of Production Status
When the timer is triggered (M0 has a “rising edge”, that is, the moment it changes from OFF to ON), the left shift instruction (SFTL) is executed: the states of “Is Workstation 1 working (M1)” and “Has defective product been detected (M2)” are shifted to the left like a “queue transmission”, allowing subsequent workstations (through components corresponding to K5, K1) to know the production/detection status of the previous ones.
4. Defective Product Ejection Control at Workstation 5
At **Workstation 5 (M5)**, if the “cylinder is at the origin position (triggered by X2)”, then the “ejection cylinder (Y2)” is “activated” (set) to start ejecting defective products; if the “cylinder moves to the action point position (triggered by X3)”, then the “ejection cylinder (Y2)” is “deactivated” (reset), stopping the ejection action.
In simple terms, this program allows the production line to automatically complete the process of “defective product detection → status transmission → defective product ejection”.