1.Overview
In this work, we propose a ceramic 3D printing technology combined with in situ grown whiskers for efficient oil-water separation under various conditions, specifically including: (i) free oil/water mixtures; (ii) oil purification; and (iii) separation of water-in-oil emulsions. This 3D printing process can fabricate geometrically complex alumina ceramic bodies, such as honeycomb grids, sponges, and “T”-shaped supports with internal channels and flexibly designed pillars. By synthesizing boron-aluminum whiskers with superhydrophilicity and underwater superoleophobicity on the printed alumina substrate, a surface coating that acts as a key functional layer was successfully constructed. Such composite structures exhibit excellent oil/water separation efficiency (over 99%) and high flow characteristics. Compared to similar products made of metals or polymers, the all-ceramic structure demonstrates outstanding durability in cyclic tests and good resistance to harsh environments such as organic solvents, high temperatures, and highly corrosive solutions. Furthermore, these all-ceramic filters can quickly remove surface-attached oil or water through high-temperature heat treatment, achieving efficient regeneration and reuse while avoiding secondary waste generation.
2.Research Background
Oil-water separation has a wide range of applications and urgency in modern industry, involving key areas such as oil extraction, fat extraction and recovery in the food industry, as well as pharmaceutical and cosmetic production. At the same time, this technology is also crucial for environmental protection and resource conservation, specifically reflected in: (i) seawater purification and floating oil recovery in crude oil spill accidents, and (ii) treatment of industrial oily wastewater. The oil-water separation process often faces harsh operating environments, such as highly corrosive media, oxidants, high temperatures, and high pressures; in the food and pharmaceutical sectors, the potential toxicity of materials must also be fully considered. Traditional separation methods, such as pyrolysis, centrifugation, oxidation, and skimming, often have issues such as high investment costs, low oil recovery rates, easy secondary pollution, and limited effectiveness in treating emulsions. In contrast, new filtration systems combined with advanced superwetting separation materials can achieve high flux and efficient separation at lower operating pressures, demonstrating significant technical advantages.
Currently, some polymer materials with superwetting surfaces (such as polyacrylamide hydrogels, fluorinated compounds, and nitrocellulose) have been used for filtering oil/water mixtures. However, polymer materials typically struggle to withstand organic solvents widely used in industry (such as chloroform and toluene), are prone to degradation under high-temperature conditions, and may release toxic by-products, which limits their application in the food and pharmaceutical industries. Additionally, the inherent low strength and hardness of polymer materials lead to poor long-term durability. On the other hand, polymer honeycomb filters often have difficulty being effectively regenerated and reused, and improperly stored filter elements with residual oil can cause secondary pollution. Given these limitations, researchers have begun to turn their attention to inorganic materials. For example, metal meshes coated with metal oxide nanostructures (such as Cu(OH)₂, SiO₂, and TiO₂) have been widely explored for oil-water separation. However, the interface bonding between the metal substrate and the coating in such materials is often not strong enough, and performance mismatches can lead to peeling under thermal or mechanical shock. Meanwhile, metal meshes are also more susceptible to corrosion in harsh environments such as corrosive seawater and highly acidic or alkaline wastewater, which can significantly reduce the lifespan and separation quality of the filtration system. Other studies have prepared ceramic woven wire structures through spinning and sintering (removing polymer templates) and have demonstrated their applicability for oil/water separation, but these porous woven materials still face issues of insufficient mechanical strength, limiting their practical application. Therefore, developing all-ceramic filtration devices with high mechanical strength, excellent corrosion resistance, and good functional stability has become an urgent research direction in this field.
To our knowledge, existing ceramic membranes are mostly uniform porous structures (with ultrafine pore sizes) or composite tubular configurations with porous cores and dense shells, which typically require high-pressure conditions for the separation process. Such ceramic membranes have been widely applied for the efficient treatment of oil/water emulsions. However, compared to the aforementioned metal or polymer filter materials, ceramic membranes have certain limitations in flexibility; nevertheless, they can still be effectively applied to various types of oil/water mixture separations.
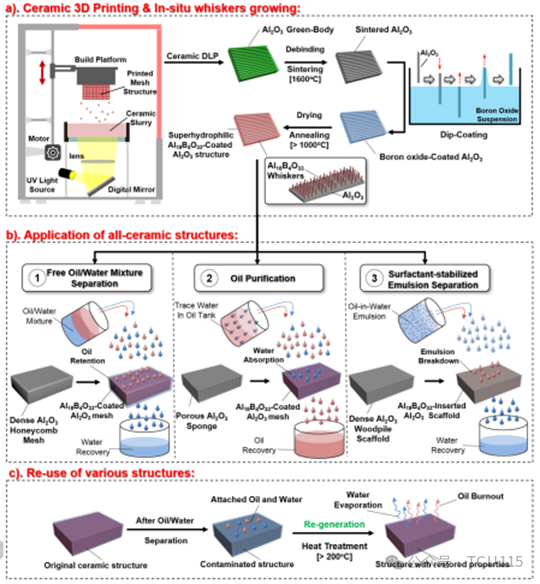
Figure 1. Manufacturing process of whisker-coated ceramic porous structures and oil/water separation strategy:(a) Workflow of ceramic digital light processing and whisker coating; (b) Three types of printed ceramic structures, used for separating free oil/water mixtures, oil purification, and emulsions; (c) Reusing ceramic porous structures for various oil-water separation cases through heat treatment.
In this work, we first propose the use of 3D printing technology to prepare ceramic structures with whisker coatings for efficient oil-water separation under various working conditions. The 3D printing technology (Figure 1a) offers exceptional flexibility and precision, allowing for the free customization of the internal geometric shapes and pillar/hole sizes of the structures. Based on this technology, we designed and fabricated various functional structures (such as honeycomb grids, porous sponges, and T-shaped supports) to meet the oil-water separation needs in different scenarios, including free oil-water mixtures, oil purification, and surfactant-stabilized emulsions, as shown in Figure 1b. By in situ growing boron-aluminum whiskers (Al₁₈B₄O₃₃) on the surface of the alumina printed structure, a functional surface with both superhydrophilicity and underwater superoleophobicity was constructed. This whisker coating, together with the Al₂O₃ matrix, forms an all-ceramic separation structure that exhibits superior resistance to harsh environments and possesses a robust structure and efficient separation performance compared to metal or polymer coating materials. Notably, these all-ceramic filters can fully restore their oil-water separation performance through simple heat treatment after long-term cyclic use, demonstrating good regenerability, as shown in Figure 1c.
3.Experimental Section
3.1.Materials
Alumina powder (<10 μm), boron oxide (B₂O₃), methylene blue, oil red O, sodium dodecyl sulfate, n-hexane, cyclohexane, octane, n-hexanol, toluene, silicone oil, bromooctane, dichloromethane, sodium chloride, sodium hydroxide, and hydrochloric acid solutions were purchased from Sigma-Aldrich. The alumina powder (D₅₀=1μm, corundum) was provided by Shanghai Saint-Gobain Research Institute. The developing blank light-curing resin (Genesis) was purchased from Tethon 3D (Omaha, Nebraska). The alumina plates (density >97%) were purchased from LaTech Scientific Supply Private Limited. Plant oils were purchased from local markets. All chemicals were used directly after purchase without any post-treatment.
3.2.3D Printing and Sintering of Alumina Porous Structures
Using digital light processing (DLP) technology, various alumina porous structures were prepared through photopolymerization. First, 80 g of alumina powder was ball-milled with 40 mL of Genesis resin in a German Frisch-P6 Classic LINE ball mill at 150 rpm for 72 h to obtain a suitable alumina photopolymer slurry for DLP molding. The volume fraction of alumina in the slurry was 33.3%. The alumina powder used consisted of particles with sizes of 10 μm and 1 μm, with a mass ratio of 4:1 for the porous structure and 1:1 for the dense structure. Before printing, the slurry was thoroughly shaken and stirred for 30 min to further improve the uniformity of the ceramic and resin mixture. The prepared slurry maintained stable performance for no less than 5h, thus no additional homogenization treatment was required within the printing time frame.
Using the ASIGA Max (Australia, 385 nm) printer, the ceramic green bodies were formed through a layer-by-layer curing process. The STL files used for printing (3D models) were designed using SolidWorks software. The layer thickness was set to 50 μm during printing, with a curing time of 1.1 s per layer and a laser power of 6.73 W·cm⁻². All printed ceramic green bodies were subjected to heat treatment in a muffle furnace (CARBOLITE HTF17/5 box furnace, UK), including two stages of debinding and sintering. The debinding process involved heating at a rate of 0.5 °C·min⁻¹, with hold times at 200 °C, 400 °C, and 600 °C for 3 h each; subsequently, the temperature was raised to 1600 °C at a rate of 5 °C·min⁻¹, held for 6 h for sintering, and finally cooled to room temperature with the furnace.
3.3.Whisker Coating on Alumina Porous Structures
Boron oxide was mixed with deionized water through ultrasonic treatment to prepare a uniform suspension, with a mass fraction of boron oxide of 10 wt%. Industrial alumina plates and sintered alumina meshes were soaked in this suspension for 5 min, then removed and dried in air. Subsequently, the samples were placed in a muffle furnace and heated in the temperature range of 800 °C to 1400 °C, holding at the target temperature for 2 h.
3.4.Loading Boron Whiskers into Alumina Support
Boron oxide was mixed with alumina powder (D₅₀ = 1 μm) in a mass ratio of 3:7, prepared into a slurry with a total mass fraction of 20%–35% in deionized water, and fully homogenized using a magnetic stirrer. Subsequently, the sintered alumina support was immersed in this slurry for 20 min, removed, and dried in air. Finally, the support with Al₂O₃ and B₂O₃ mixture attached in the internal channels was placed in a muffle furnace and subjected to high-temperature heat treatment for 2 h.
3.5.Oil-Water Separation
To separate free oil/water mixtures, a coated alumina porous structure sized 24.0 mm × 24.0 mm × 2.3 mm was assembled with a filtration support. Before the experiment, the alumina mesh was pre-wetted with deionized water. Then, 70 g of deionized water stained with methylene blue and 30 g of pure oil stained with oil red O were mixed and poured into the filtration system. The separation process relied entirely on gravity, with no external pressure applied. Various oils were used to evaluate the separation performance, including n-hexane, octane, cyclohexane, n-hexanol, toluene, plant oil, and silicone oil. The separation efficiency of the free oil/water mixture was calculated using the following formula:

where Mc is the mass of oil collected after filtration, and Mo is the mass of oil in the original oil-water mixture. In cyclic tests, 200 mL of octane was mixed with 600 mL of water and filtered in each cycle. No cleaning or drying steps were required during the cyclic testing process.
In oil purification, the surface-modified printed porous alumina structure was assembled with a filtration frame. This sponge measured 22.0 mm × 22.0 mm × 17.8 mm, with a corresponding water absorption of 3.6 mL. Based on this, a simulated oil mixture contaminated with trace water was prepared from 3 mL of water and 70 mL of octane, and then poured into the sponge for dewatering. The water absorption efficiency for oil purification was calculated using the following formula:

where Ma is the mass of water adsorbed by the ceramic sponge, and Mo is the mass of water in the original oil-water mixture. For cyclic tests, a mixture of 3 mL of water and 70 mL of octane was processed in each cycle. The adsorbed water and oil need to be dried in an oven or on a heating plate at 200 °C for 20 min before being reused in the next cycle.
Octane and water were mixed in a volume ratio of 1:9 and ultrasonically mixed for 1h to obtain a stable water-in-oil emulsion. Then, sodium dodecyl sulfate with a concentration of 0.5 g L-1 was added and further homogenized using a magnetic stirrer for 24 h. The whisker-embedded alumina support measured 24.0 mm × 24.0 mm × 3.4 mm, assembled with glass tubes on both ends. The support was pre-wetted with deionized water before demulsification, and the entire process relied solely on gravity.

In the formula, Co and Cf represent the oil concentration in the original emulsion and the oil concentration in the permeate water after filtration, respectively. The oil concentration was recorded using a UV-visible spectrophotometer (Agilent; Cary 7000ums). The flow rate was calculated using the following formula:

where V is the volume of permeate water within the time interval t, and A is the effective area of the alumina porous structure. For the above filtration process, the effective filtration area is circular, with a diameter of 20 mm.
3.6.Characterization
A variety of characterization methods were employed to systematically analyze the microstructure, whisker morphology, and material properties of the printed alumina mesh. The microstructure and whisker morphology of the alumina mesh were observed using a scanning electron microscope (SEM; Zeiss FESEM Supra 40) at an acceleration voltage of 5 kV; high-resolution images of the whiskers were obtained using a JEOL-3010F electron microscope at 300 kV. Phase and crystal structure identification were performed using an X-ray diffractometer (XRD; Bruker D8 Advanced diffraction system), and chemical composition analysis of the alumina and whisker surfaces was conducted using X-ray photoelectron spectroscopy (XPS; Axis Ultra DLD). The hardness variation of the alumina matrix before and after whisker coating was tested using a Vickers hardness tester (Zwick Roell) under a load of 10 kg, and the density of the printed alumina structure was measured using the Archimedes method. The contact angles of water droplets and oil droplets (volume 5 µL) on the surfaces of uncoated alumina and whisker-coated samples were measured using a video contact angle meter (VCA Optima), with each liquid being repeated 5 times to obtain an average value. To evaluate the wear resistance of the coating, a whisker-coated alumina plate with an effective area of 30 mm × 35 mm was placed on 320 mesh sandpaper and subjected to reciprocating sliding wear tests under a load of 200 g, with a single back-and-forth counted as one cycle. The mass loss of the coating and the change in underwater oil droplet contact angle were recorded after different wear cycles. The morphology of oil droplets in the emulsion was observed using an optical microscope (Olympus BH-2), and the particle size distribution of oil droplets in the emulsion before and after filtration was analyzed using a Malvern Zetasizer dynamic light scattering instrument.
4.Results and Discussion
4.1.Whisker Characteristics
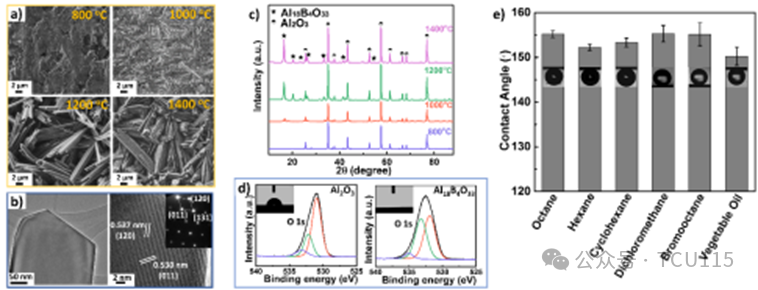
Figure 2. Characterization of whiskers:(a) SEM images of whiskers grown at 800 °C, 1000 °C, 1200 °C, and 1400 °C; (b) TEM images, HR TEM images, and SAED analysis of a single whisker; (c) XRD spectrum of whiskers grown on alumina plates; (d) O 1s XPS spectra and images of water on the surfaces of pure alumina and whisker-coated alumina (inset); (e) Contact angles and optical images of various oils on underwater whisker-coated alumina (inset).
In situ growth of boron whiskers on the alumina substrate is based on the following reaction:

The reaction temperature has a critical impact on the morphology and coverage of the whisker coating. As shown in Figure 2a, at 800 °C, no significant reaction occurred due to insufficient thermodynamic driving force. When the temperature was raised to 1000 °C, whiskers began to form, but due to the still low reaction temperature, the resulting whiskers were short and relatively straight. At 1200 °C, the coating reached an optimal state, with the alumina matrix fully reacting with the precursor, generating a large number of three-dimensional cross-linked porous whiskers with diameters ranging from 0.25–1 μm and lengths of approximately 8–12 μm. However, when the temperature was further increased to 1400 °C, the whiskers exhibited significant coarsening, leading to a reduction in coating roughness. Further characterization of the whiskers was performed through electron microscopy analysis (including high-resolution images and selected area electron diffraction (SAED)), with results shown in Figure 2b. The SAED pattern indicates that the generated whiskers are single-crystal structures, with interplanar spacing and angles consistent with the orthorhombic Al₁₈B₄O₃₃. The X-ray diffraction (XRD) spectrum (Figure 2c) also indicates that the phase of the whisker coating sample is the standard orthorhombic Al₁₈B₄O₃₃ (consistent with the PDF card). Additionally, as the reaction temperature increases, the diffraction peak intensity of Al₁₈B₄O₃₃ whiskers gradually strengthens, consistent with the morphological evolution trend observed in SEM.
Figure 2d shows the O 1s XPS spectra of pure Al₂O₃ and Al₁₈B₄O₃ whiskers, with the main peaks of both samples deconvoluted into three sub-peaks. The orange peak at the lowest binding energy corresponds to lattice oxygen; the green peak at intermediate binding energy corresponds to bridging oxygen bonds formed in air and surface hydroxyl groups; while the purple peak at the highest binding energy is attributed to surface-adsorbed carbonate groups and adsorbed water. Through integration of the peak areas, it was found that the hydroxyl proportion on the whisker surface (46%) is significantly higher than that of alumina (23%). Previous studies have pointed out that due to strong polar interactions, surface hydroxyls play a key role in the wetting behavior of materials. The wetting process typically involves interactions between solid surfaces and liquid (such as water or various oils) molecules, and the surface tension can be decomposed into two main components: polar and dispersive forces. Combining relevant theories and Young’s equation, the following expression can be obtained:

where γs and γl represent the surface tensions of the solid and liquid, respectively, with superscripts p and d indicating their polar and dispersive components, and θ being the contact angle of the droplet on the solid surface. Since water is a polar liquid, it can be inferred from formula (6) that a higher polar component in the solid surface tension will lead to a decrease in the contact angle with water, i.e., enhanced hydrophilicity. The wettability of the material depends not only on the surface chemical characteristics but also closely relates to the surface morphology. According to the Wenzel model, if the material is intrinsically hydrophilic, its hydrophilicity will further increase with the increase in surface roughness; when the roughness is sufficiently high, it can even exhibit superhydrophilicity. This theory well explains the superhydrophilic phenomenon exhibited by boron whiskers in this study (contact angle of 0°, see the right inset of Figure 2d): the surface is rich in hydroxyls, which exhibit high affinity for water due to strong polar interactions; simultaneously, the porous and cross-linked whisker structure forms a high level of roughness, collectively promoting superhydrophilic behavior. In stark contrast, the pure alumina surface, due to its lower hydroxyl proportion and flat morphology, has a water contact angle as high as 81.4±2° (left image of Figure 2d).
Unlike the strong polarity of water, most oil molecules have lower polarity, with their surface tension primarily composed of dispersive components. Therefore, the whisker surface rich in hydroxyls exhibits higher affinity for water while having weaker affinity for oil. When the oil/water mixture contacts the whisker-coated surface, the aqueous phase can rapidly diffuse and penetrate into the underlying cross-linked whisker structure; conversely, the oil phase, due to the limitations of the whisker surface groups and micro-tip structures, significantly reduces its actual contact area with the surface. This behavior can be described by the Cassie model, where multiple factors work together to cause the oil phase to exhibit a high apparent contact angle in a water environment. As shown in Figure 2e, the underwater contact angles of various oils on the whisker-coated surface are all greater than 150°, demonstrating stable and significant underwater superoleophobic characteristics.
Corrosion resistance tests conducted on the whisker-coated alumina devices indicate that this whisker coating exhibits good stability in various corrosive environments, such as acidic, alkaline, and sodium chloride aqueous solutions, with no significant changes in surface morphology or crystal phase observed after treatment. More importantly, after treatment under different corrosive conditions, the material still maintains its superwetting characteristics, i.e., superhydrophilicity and underwater superoleophobicity remain unaffected. Furthermore, comparative hardness tests between pure alumina plates and whisker-coated alumina plates show that the average hardness of the former is 1363 kg·mm⁻², while the latter increases to 1702 kg·mm⁻², indicating that the whisker coating significantly enhances the mechanical properties of the material. The wear resistance of the coating: after 500 wear cycles, only slight mass loss occurred, and the underwater oil contact angle remained above 150°, indicating that its superoleophobic performance has excellent durability. Regarding the bonding strength between alumina and boron whiskers, numerous studies have confirmed that the interface bonding between the two is strong and reliable; given that this issue is already well established in the field of material bonding, this study did not further elaborate on it.
4.2.Separation of Free Oil/Water Mixtures
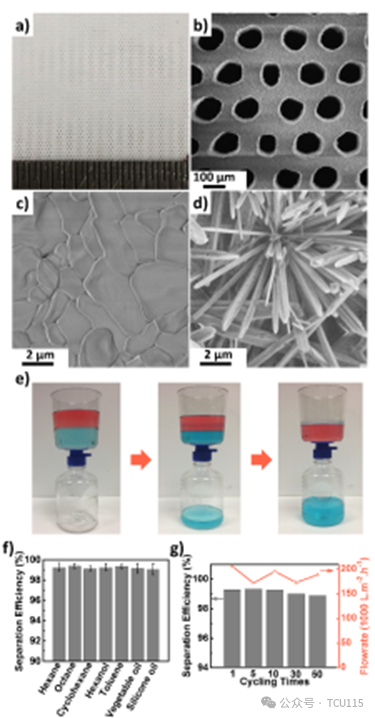
Figure 3. 3D printed whisker-coated honeycomb structure:(a)-(b) Sintered honeycomb structure; (c) Microstructure of the honeycomb structure before whisker coating; (d) Surface morphology after whisker coating; (e) Workflow image for oil-water separation; (f) Separation efficiency of various oil-water mixtures; (g) Separation efficiency and flow rate of cyclic tests after high-temperature heat treatment.
Using 3D printing technology, a honeycomb device with through-hole structures was prepared (Figures 3a, b) as a substrate for separating free oil/water mixtures. To ensure the device has high mechanical strength, the composition of the printing slurry was specially designed to form a dense alumina microstructure after sintering (Figure 3c), with a relative density exceeding 95%. On the surface of this substrate and the internal channel walls, whisker coatings were successfully grown in situ under optimized conditions, with the morphology shown in Figure 3d.
As mentioned earlier, the whisker coating exhibits superhydrophilicity, which allows it to rapidly wet and spread upon contact with water, further penetrating into the mesh interior under the influence of gravity. Conversely, when the oil phase contacts the already water-wetted mesh surface, the whiskers exhibit superoleophobic characteristics underwater, generating additional repulsive pressure that prevents the oil phase from passing through the mesh. This additional pressure can be described by the Young-Laplace equation in the following form:

where γ is the interfacial tension between oil and water, θ is the underwater contact angle of oil with the whiskers, and r is the pore size radius minus the whisker coating thickness. In this work, a series of alumina meshes with different pore diameters were printed.
When the pore diameters were 100 μm, 200 μm, and 400 μm, the critical pressures measured for each target were 686.6 Pa, 360.9 Pa, and 187.5 Pa, respectively. This is consistent with formula (7), indicating that the smaller the pore size, the higher the additional pressure (Δp), thus increasing the stability of the oil-water separation process.
Considering the limitations of the 3D printer’s resolution, through optimizing the alumina slurry formulation and DLP printing parameters, a mesh structure with a pore size of 100 μm was successfully prepared and applied for the separation of free oil/water mixtures. Additionally, in the design, the support size between two adjacent pores was set in a 1:1 ratio to the average pore size, ensuring high water flux while balancing the rigidity and mechanical strength of the alumina mesh.
The printed mesh was assembled with a filtration frame, as shown in Figure 3e. Experimental results indicate that this filter achieves an average separation efficiency exceeding 99% for different types of oil/water mixtures (including various fuel oils, solvent oils, and edible oils), and is unaffected by the viscosity or density of the oil (Figure 3f), demonstrating broad applicability potential. More importantly, the whisker-coated mesh structure exhibits excellent high-temperature stability and cyclic durability. To verify its stability, samples were first heat-treated at 800 °C for 5 h, followed by continuous filtration cyclic tests, processing a mixture of 600 mL of water and 200 mL of oil each time. As shown in Figure 3g, after completing up to 50 cycles, the separation efficiency consistently remained above 99%, with water flux stabilizing at approximately 1.7 × 105 L·m⁻²·h⁻¹, and no membrane pollution or blockage was observed.
To verify the oil/water separation efficiency of this ceramic filter, alumina filters with whisker coatings were prepared. In the experiment, water marked with blue dye was mixed with approximately 30% of edible oil by total volume. Under conditions of 70 °C, a portion of the mixed liquid was scooped and placed above the filter, allowing the aqueous phase to pass smoothly through the filter while the oil phase was effectively retained in the filter. Ultimately, efficient separation of edible oil and water was achieved.
4.3.Oil Purification
Under specific conditions, oil may be contaminated with trace water, forming an oil-rich mixture different from the previously mentioned water-rich mixture. This type of oil-water separation relies on a water-absorbing filtration strategy. To this end, this study designed and prepared an all-ceramic sponge structure through 3D printing technology, which features highly ordered cross pillars and channels (Figure 4), capable of achieving rapid liquid penetration while increasing the contact area between the internal surface and the liquid, thus effectively realizing water absorption and oil extraction functions. Additionally, by adjusting the formulation of the 3D printing slurry, the sintered alumina pillars were made porous (Figure 4c) rather than dense structures, further enhancing the material’s water absorption capacity. The 3D printing technology simultaneously achieved precise construction of complex internal structures and flexible control of porosity, which is difficult to achieve with traditional methods. Based on this printed porous structure, further in situ growth of boron whiskers as a functional coating (Figure 4d) endowed it with excellent surface properties.
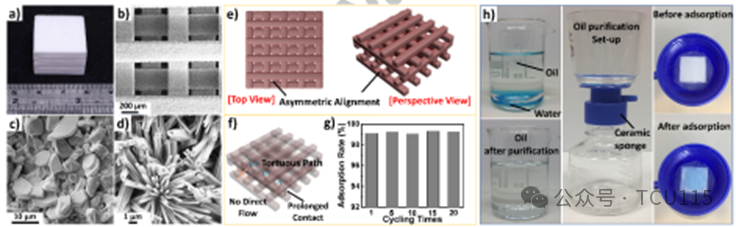
Figure 4. 3D printed whisker-coated alumina sponge:(a) Optical image of the printed device after sintering; (b) SEM image of the sponge’s multiple cross pillars; (c) Microstructure of the pillars in the sponge before whisker coating; (d) Surface morphology after whisker coating; (e) Top and perspective views of the sponge; (f) The tortuous path of water absorption in the sponge; (g) Water absorption rate of the sponge in cyclic tests; (h) Schematic diagram of the oil purification process using printed alumina porous structures.
The water absorption mechanism of this oil purification process is illustrated in Figures 4e and 4f. When the oil-water mixture contacts the whisker-coated alumina sponge, the oil phase first contacts and wets the whisker layer, rapidly penetrating into the sponge interior due to the larger channel sizes. However, when water droplets in the mixture contact the sponge surface, water will replace the adsorbed oil due to its stronger affinity and be drawn into the porous structure under capillary forces. This behavior is consistent with the high affinity of boron whiskers for water and their repulsion for oil, aligning with their superhydrophilic/underwater superoleophobic characteristics (discussed in Section 4.1). Analyzing from the perspective of system free energy, due to the strong polar interactions between the whisker surface groups and water, the whisker-water interfacial energy is lower than that of the whisker-oil interfacial energy. Coupled with the rough whisker morphology and porous alumina substrate, this significantly expands the interfacial energy difference, resulting in a lower overall energy and higher stability for the whisker-water system. Once saturated with water, the ceramic sponge can conveniently remove moisture through low-temperature heat treatment (e.g., heating at 200 °C for 20 minutes), achieving regeneration and recycling. As shown in Figure 4g, the sponge consistently exhibits stable and consistent water absorption performance across multiple cycles. Figure 4h illustrates the process of using whisker-coated sponges for oil purification: initially, a large amount of oil mixed with trace blue water is treated, and after sponge treatment, the water is completely absorbed, and the oil phase becomes transparent, achieving efficient separation.
4.4.Separation of Water-in-Oil (O/W) Emulsions
The previous two examples demonstrate the high efficiency of ceramic mesh filters in separating oil/water mixtures, whether recovering the aqueous phase or the oil phase. However, in oil spill accidents or industrial oily wastewater, oil and water not only exist in the form of free mixtures but more commonly form emulsion states, where micron-sized oil droplets are uniformly dispersed in water. Such systems cannot be effectively separated using traditional filters with pore sizes ranging from tens to hundreds of micrometers. In this context, boron-aluminum whiskers exhibit significant advantages: the whisker structures formed through in situ growth can achieve pore sizes down to the micron or even smaller level, while also possessing superhydrophilic and underwater superoleophobic characteristics, which can promote demulsification of emulsions and effectively intercept oil droplets. However, despite the porous needle-like structure of boron-aluminum whiskers, the mechanical strength of large-sized components made solely from whiskers is often insufficient. To address this issue, this study employed 3D printing technology to fabricate an alumina “stump support” structure with complex channels and pillar sizes (Figures 5a–c) to provide reliable mechanical support for the whiskers. The design concept of the combined structure is illustrated in Figures 5d–f: the precursor slurry of boron whiskers is injected into the support channels, and whiskers grow in situ on the inner walls through high-temperature reactions, gradually filling the entire channel (Figure 5e), thus achieving the integration of porous functional whiskers and high-strength alumina carriers. The cross-sectional view in Figure 5f indicates that the whiskers grown within the channels can effectively demulsify and block the oil phase from passing through, achieving efficient emulsion separation while maintaining structural integrity.
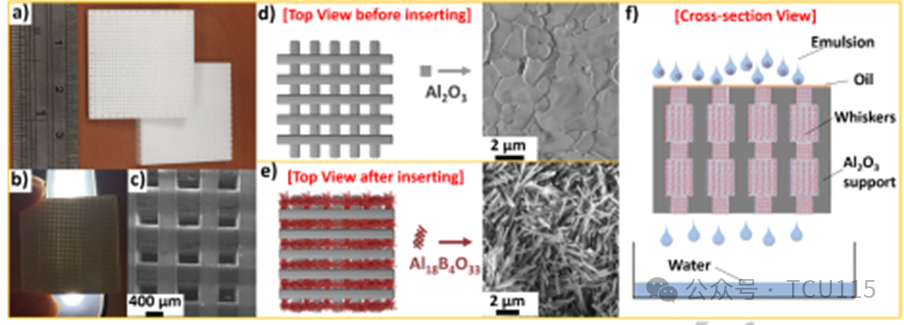
Figure 5. Whisker-inserted alumina “T” structure:(a)-(b) Macroscopic structure of the alumina support before whisker coating; (c) Top view and microstructure of the support before whisker insertion; (d) Top view of the support after whisker insertion and whisker morphology; (e) Cross-sectional view of the support with whiskers inserted and the demulsification process.
The combined structure was assembled into a filtration system for emulsion separation, as shown in Figure 6a. Figure 6b compares the appearance of the original emulsion and the permeate liquid after filtration: the oil droplet size distribution in the original emulsion ranges from 0.6 to 20 μm, while no significant oil droplets were observed in the permeate liquid under optical microscopy after treatment. Further analysis of the oil droplet size distribution in the emulsion before and after filtration using a dynamic light scattering instrument showed that only a very small number of fine oil droplets smaller than 100 nm could pass through the filter, confirming the high interception capability of this structure for emulsified oil droplets.
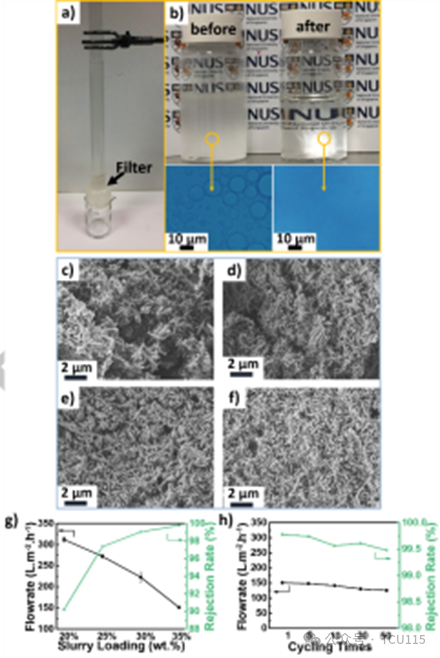
Figure 6. Emulsion separation process and performance:(a) Assembly device with inserted whisker components; (b) Optical images before and after emulsion filtration; (c)-(d) Microstructures of the inserted whiskers corresponding to 20%, 25%, 30%, and 35% precursor loadings; (e) Relationship between flow rate, waste rate, and precursor loading; (f) Cyclic performance of the scaffold filter.
Additionally, this study also explored the impact of the solid content in the precursor slurry on the microstructure of the whiskers and separation performance. During the whisker growth process, some boron oxide reacts with the alumina support, forming a strong bonding layer at the interface; another portion reacts with the alumina powder in the precursor slurry, generating fine whiskers. As shown in Figures 6c–f, as the concentration of the precursor (a mixture of B₂O₃ and Al₂O₃) increases, the whiskers within the channels gradually become denser. In terms of separation performance, there is a trade-off relationship between retention rate (separation efficiency) and flux (Figure 6g): denser whiskers and smaller pore sizes can improve retention rates but also lead to decreased flux. In this study, when the solid content of the precursor slurry was 35 wt%, the support exhibited optimal overall separation performance, achieving a retention rate of 99.7% under gravity-driven conditions without external force, with a flux of 151.3 L m⁻² h⁻¹.
The whisker-coated alumina devices with a precursor slurry solid content of 35 wt% underwent cyclic performance testing without any cleaning treatment, with results shown in Figure 6h. Even after 50 cycles, their retention rate remained above 99.2%, and the flux stabilized at approximately 125 L m⁻² h⁻¹, with only slight declines in both metrics due to the accumulation of smaller oil droplets. It is worth emphasizing that this whisker-enhanced support is an all-ceramic structure, exhibiting good temperature resistance and capable of removing retained oil and water during the cyclic process through high-temperature heat treatment, achieving regeneration. After cyclic testing, the support underwent heat treatment at 600 °C for 2 hours, and its separation performance significantly recovered: the retention rate exceeded 99.5%, and the flux reached above 150 L m⁻² h⁻¹. The results indicate that this type of environmentally friendly all-ceramic filter possesses excellent recyclability and potential for reuse.
5.Conclusion
By using an in situ growth method to prepare boron-aluminum whiskers with superhydrophilicity and underwater superoleophobicity on alumina substrates, and successfully combining this with 3D printing technology to fabricate various geometrically complex alumina mesh frameworks, a solid mechanical support for the superwetting whiskers was provided. This composite structure exhibits excellent performance in various oil/water separation scenarios: (1) For free oil/water mixtures, the whisker-coated honeycomb structure can achieve high flow separation, with separation efficiency exceeding 99% for different types of oil; (2) For oil purification with trace water contamination, the whisker-coated sponge structure can efficiently absorb water while allowing pure oil to pass quickly, demonstrating stable cyclic performance; (3) In emulsion separation, successful demulsification and oil droplet interception were achieved, with a retention rate of up to 99.7%. In all applications, the all-ceramic structure demonstrates exceptional resistance to harsh environments such as high temperatures, high-concentration acids, bases, and saline solutions, with its surface hardness significantly higher than that of pure alumina substrates. These characteristics make this type of all-ceramic filter highly durable and with broader application potential, especially suitable for the treatment of oily wastewater in the food and pharmaceutical industries and under harsh conditions.
6. References
Zhe Chen, Danwei Zhang, Erwin Peng, Jun Ding. 3D-printed ceramic structures with in situ grown whiskers for effective oil/water separation [J]. Chemical Engineering Journal, 2019, 373: 1223-1232. DOI: 10.1016/j.cej.2019.05.150.
Article access: 3D-printed ceramic structures with in situ grown whiskers for effective oil water separation.pdf
Note: For any inquiries, please contact WeChat newjovi!