1. Introduction
About 3D PrintingMany people think it is simply about extruding material from a hot nozzle and stacking it into shapes, but this is not the case. I also stumbled upon this type of manufacturing and gained a preliminary understanding of it. I would like to take this opportunity to learn together with everyone.
2. Development
The development of 3D printing technology can be traced back to the 1980s, going through four stages: technology incubation, commercialization, application penetration, and rapid development:
2.1 Technology Incubation Period (1980-1990)
- In 1986, Chuck Hull invented Stereolithography (SLA) technology and founded 3D Systems, marking the birth of 3D printing technology.
- In 1988, Carl Deckard developed Selective Laser Sintering (SLS) technology.
- In 1989, Scott Crump invented Fused Deposition Modeling (FDM) technology and founded Stratasys.
2.2 Commercialization Stage (1990-2000)
- The mainstream technologies (FDM, SLS) and the first generation of 3D printing devices were successively launched.
- The industry market began to gradually establish itself starting with equipment sales.
- LENS laser net shaping technology and SLM technology were born during this period.
2.3 Application Penetration Stage (2000-2012)
- Desktop 3D printers became rapidly popular, and the open-source 3D printer project RepRap drove industry development.
- The 3D printing trading platform Shapeways was established, with continuous innovation in business models.
- 3D printing technology began to expand from prototyping to functional component production.
2.4 Rapid Development Stage (2013-Present)
- Downstream applications continue to broaden, with breakthroughs in industries such as medical, aerospace, and automotive.
- Leading companies are merging and acquiring, new entrants are competing, and the market is becoming increasingly diversified.
- End component processing applications are gradually penetrating, with 3D printing moving from prototyping to small and medium-scale mass production.
3. Current Mainstream 3D Printing Technology Classification
Based on forming materials and technical principles, 3D printing technology can be divided into two major systems: non-metal material forming and metal material forming:
3.1 Non-Metal 3D Printing Technology
3.1.1 Fused Deposition Modeling (FDM)
- Principle:Typically, the extruded material is a type of plastic filament, which is melted and extruded through a heated nozzle. The printer places the material on the build platform along a process path obtained through software. The filament then cools and solidifies to form a solid object. This is the most common form of 3D printing. At first glance, this sounds simple, but considering the extruded materials, including plastics, metals, concrete, bio-gels, and various foods, this is actually a very broad category.
- Advantages: Simple operation, low cost, with material utilization exceeding 90%.
- Materials: PLA, ABS, PETG, Nylon, etc.
- Applications: Educational tools, product prototype validation, consumer products.
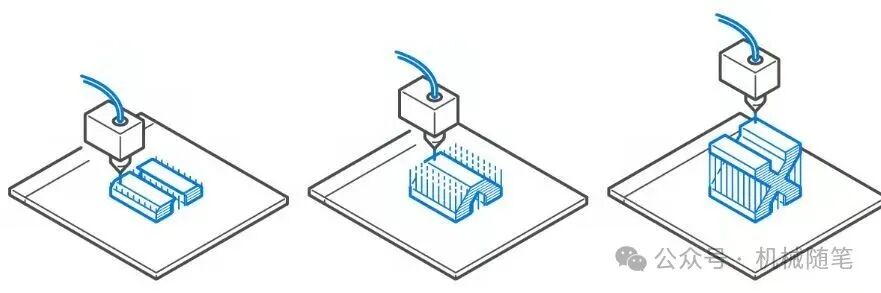 When the printer moves the extruder head along the specified coordinates on the XY plane, it continues to lay down the first layer. The extruder head then rises to the next height (Z plane), repeating the printing of cross-sections layer by layer until the object is fully formed. Depending on the shape of the printed object, it may sometimes be necessary to add support structures to support the model during printing, for example, if the model has steep overhangs. These supports are removed after printing. Some support structure materials can dissolve in water or another solution.
When the printer moves the extruder head along the specified coordinates on the XY plane, it continues to lay down the first layer. The extruder head then rises to the next height (Z plane), repeating the printing of cross-sections layer by layer until the object is fully formed. Depending on the shape of the printed object, it may sometimes be necessary to add support structures to support the model during printing, for example, if the model has steep overhangs. These supports are removed after printing. Some support structure materials can dissolve in water or another solution.
3.1.2 Stereolithography (SLA)
- Principle:This mainly uses a light source to selectively cure (or harden) photosensitive polymer resin in a vat. In other words, light precisely targets specific points or areas of the liquid plastic to harden it. Similar to FDM technology, SLA is also layer-based. After the first layer is cured, the build platform moves up or down (depending on the printer) a small amount (usually between 0.01 and 0.05 mm), and the next layer is cured, connecting to the previous layer. This process is repeated layer by layer until a 3D part is formed. After the 3D printing process is complete, the object is cleaned to remove any remaining liquid resin and undergoes post-curing (under sunlight or in a UV chamber) to enhance the mechanical properties of the part.
- Advantages: Accuracy can reach below 0.05mm, with a smooth surface.
- Applications: Precision parts in jewelry, dental, aerospace, and other fields.
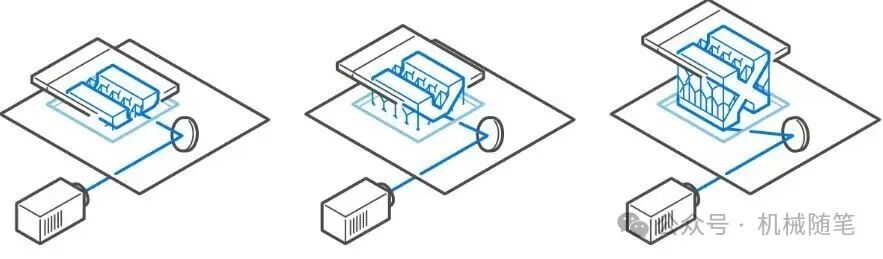
SLA stereolithography technology was invented by Chuck Hull in 1986, who patented the technology and founded 3D Systems to commercialize it. Today, this technology is available to enthusiasts and professionals from many 3D printer manufacturers. SLA uses a laser beam to target a vat of resin, selectively curing the cross-section of the object within the printing area, building it layer by layer. While most SLA printers use solid-state lasers to cure parts, one drawback of this vat polymerization is that, compared to our next method (DLP), point lasers may take longer to trace the cross-section of the object, which flashes light to instantly harden an entire layer. However, lasers can produce stronger light, which is required for certain engineering-grade resins.
3.1.3 Digital Light Processing (DLP)
- Principle:This uses a digital light projector (instead of a laser) to flash a single image of each layer (or multiple exposures for larger parts) onto the resin at once. DLP (more common than SLA) is used to produce larger parts or larger volumes in a single batch, as each layer exposure requires the same amount of time regardless of how many parts are in the build, making it more efficient than the point laser method in SLA. Each layer’s image consists of square pixels, resulting in a layer formed by small rectangular blocks called voxels. Light is projected onto the resin using LED screens or UV light sources (lamps) and is directed to the build surface through a Digital Micromirror Device (DMD).
- Advantages: Fast printing speed, suitable for mass production.
- Applications: Rapid prototyping, mold making, medical field.

Some DLP 3D printers have their light sources mounted at the top of the printer, shining down onto the resin vat rather than shining up. These “top-down” machines flash an image of a layer from the top, curing one layer at a time, and then return the cured layer back into the vat. Each time the build plate is lowered, a recoater mounted at the top of the vat moves back and forth over the resin to level the new layer. Manufacturers claim that because the printing process does not work against gravity, this method can produce more stable part outputs for larger printed pieces. When printing from the bottom up, there are limitations on how much weight can be suspended vertically from the build plate. The resin vat also supports the printed parts during printing, reducing the need for support structures.
3.1.4 Selective Laser Sintering (SLS)
- Principle:This uses a laser to create objects from plastic powder. First, a chamber of polymer powder is heated to just below the melting point of the polymer. A very thin layer of powder material (usually 0.1 mm thick) is then deposited onto the build platform using a recoater blade or wiper. The laser begins to scan the surface according to the pattern laid out in the digital model. The laser selectively sinters the powder and solidifies the cross-section of the object. As the entire cross-section is scanned, the build platform moves down by one layer thickness. The recoater blade deposits a new layer of powder over the recently scanned layer, and the laser sinters the next cross-section of the object to the previously cured cross-section.
- Advantages: No support structures are needed, allowing for complex internal structures to be printed.
- Materials: Nylon, ceramics, etc.
- Applications: Prototype manufacturing of engine intake manifolds in the automotive industry, etc.
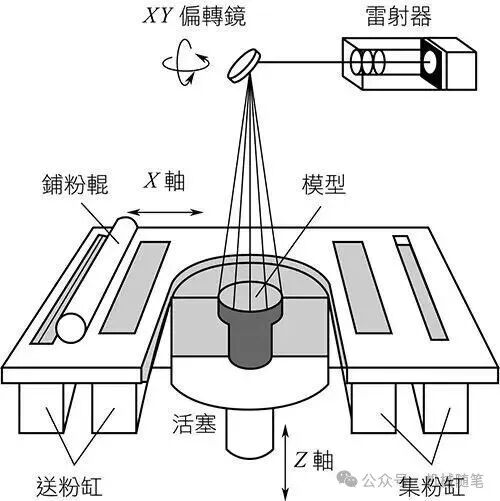
The unsintered powder remains in place to support the object, reducing or eliminating the need for support structures. After parts are removed from the powder bed and cleaned, no additional post-processing steps are necessary. Parts can be polished, coated, or colored.
3.2 Metal 3D Printing Technology
3.2.1 Selective Laser Melting (SLM)
- Principle:This is a technology that rapidly melts and solidifies metal powder under the thermal action of a laser beam. To fully melt the metal powder, the laser energy density must exceed 106W/cm2.
- Advantages: Accuracy reaches 0.02mm, allowing for millimeter-thin wall structures.
- Applications: Manufacturing complex components in the aerospace field.
3.2.2 Electron Beam Melting (EBM)
- Principle:This is a metal 3D printing method similar to LPBF, but uses an electron beam instead of a fiber laser. This technology is used to manufacture parts such as titanium orthopedic implants, turbine blades for jet engines, and copper coils.
- Advantages: Suitable for high melting point reactive metals, reducing stress deformation.
- Applications: Key load-bearing components such as aerospace engine impellers.
One of the advantages of EBM over LPBF is its ability to handle conductive materials and reflective metals, such as copper. Another feature of EBM is the ability to nest or stack individual parts within the build chamber, as they do not necessarily have to be connected to the build plate, greatly increasing volume output. Compared to lasers, electron beams typically produce larger layer thicknesses and rougher surface features. Due to the high temperatures in the build chamber, EBM printed parts may not require post-printing heat treatment to relieve stress.
3.2.3 Direct Energy Deposition (DED)
- Principle:Metal materials are deposited while being supplied and melted by a powerful energy source. This is one of the most widely used categories of 3D printing, containing many subcategories depending on the form of the material (wire or powder) and the type of energy (laser, electron beam, arc, supersonic, heat, etc.). Essentially, it shares many similarities with welding.
- Advantages: Supports rapid manufacturing and repair of large components.
- Applications: Repair of aerospace engine blades, etc.
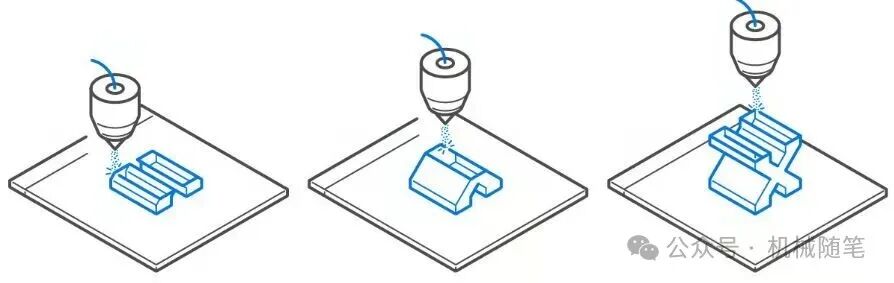
This technology is used for layer-by-layer printing, often followed by CNC machining to achieve tighter tolerances. The combination of DED and CNC is very common, with a subtype of 3D printing called hybrid 3D printing, which includes both DED and CNC units in the same machine. This technology is considered a faster and cheaper alternative for small batch metal castings and forgings, as well as critical repairs for applications in the offshore oil and gas industry, aerospace, power generation, and utilities.
4. Technological Breakthroughs and Innovations from 2023 to 2025
4.1 Material Technology Innovations
- High-Performance Polymers: Victrex AM 200 material (PEEK-based polymer) launched by Stratasys has high-temperature resistance and corrosion resistance, suitable for aerospace and medical fields.
- Metal Materials: The multi-principal element intermetallic compound (Ni, Co)3(Si, Al, Ti)-B developed by City University of Hong Kong achieves ultra-high toughness.
- Biomaterials: Hydroxyapatite-coated porous titanium alloy materials are applied in medical implants to promote bone integration.
- Superconducting Materials: The “one-step” 3D printing technology developed in August 2025 produces niobium nitride superconductors with a critical magnetic field strength of 40-50 Tesla.
4.2 Process and Equipment Innovations
- Beam Shaping Technology: EOS launched the AMCM M 290-2 FLX printer, achieving the commercialization of beam shaping metal 3D printing.
- Electron Beam Melting Technology: GE Aviation’s point melting technology achieves more precise temperature control, reducing the need for support for overhangs.
- Forging Printing Technology: A forging printing technology jointly developed by Xikong Intelligent Manufacturing and Xi’an Jiaotong University significantly improves the mechanical properties of printed parts.
- Large-Size Ceramic Printing: Qian Du Gao Ke launched “1.2-meter” light-curing ceramic 3D printing equipment with a lateral exposure resolution of 50μm.
4.3 Integration of AI and 3D Printing
- Google Nano Banana Model: The Gemini 2.5 Flash Image model launched in August 2025 achieves precise and controllable image generation and editing, lowering the threshold for 3D modeling.
- AI-Driven Printing Optimization: Tuo Zhu Technology’s MakerWorld platform integrates Tencent’s Hunyuan 3D, generating 3D models from text or images, improving efficiency by 80 times.
4.4 Breakthroughs in Space 3D Printing
- Metal 3D Printing on the International Space Station: In August 2024, the European Space Agency successfully printed metal parts on the International Space Station, taking about 40 hours.
- Moon Base Construction: The “lunar soil brick machine” developed by China’s Deep Space Exploration Laboratory uses lunar soil simulants to make “lunar soil bricks”.
5. ConclusionSome of the content is sourced from the internet, and some is my own summary. If there are any inaccuracies, everyone is welcome to point them out.