Traditionally, conformal coating technology specifically refers to the moisture-proof, mildew-proof, and salt spray-proof performance of electronic devices. Conformal coating technology mainly involves experimental research and engineering applications related to environmental conditions, environmental design, process protection, and testing technology for electronic devices. Previously, an article titled “Introduction to Conformal Coating Process” was written; this article focuses on the coating process and precautions for conformal coatings. 1. Preparation Before CoatingBefore applying PCBA conformal coating, the appearance should first be inspected.
1. Preparation Before CoatingBefore applying PCBA conformal coating, the appearance should first be inspected.
Materials and Tools for Coating:
Conformal coating, coating box, rubber gloves, mask or respirator, brush, masking tape, tweezers, ventilation equipment, drying rack, oven.
2. Protecting Non-Coating Components
The following components should not be coated with conformal coating:
-
High-power components with heat sinks, power resistors, power diodes, cement resistors;
-
DIP switches, variable resistors, buzzers, battery holders, fuse holders, IC sockets, tactile switches;
-
All types of sockets, pin headers, terminal blocks, and DB interfaces;
-
Through-hole or surface-mounted LEDs, seven-segment displays;
-
Areas and components specified in the drawings as not to be coated with insulating paint;
-
Screw holes on the PCBA board.
Protection methods include using specialized fixtures for protection; if no fixtures are available, tape or spot application of solder mask can be used for protection, with a preference for using fixture protective covers.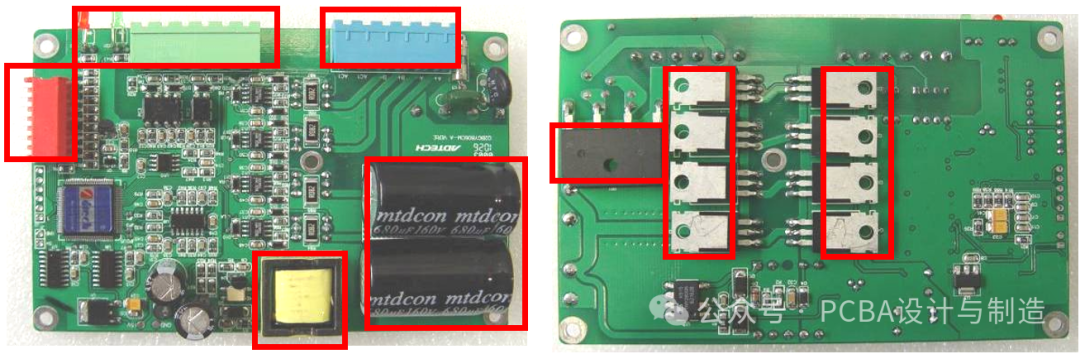
3. Technical Requirements and Precautions
1. The application of conformal coating must be performed after the PCBA assembly has been tested, inspected, and thoroughly cleaned.
2. The brushes used must be kept clean and should not be reused for other tasks; care should be taken to avoid drips onto areas that do not require coating; used brushes should be cleaned with thinner.
3. The coating layer should be transparent and evenly cover the PCB and components, with consistent color and viscosity.
4. The process steps are: Coating side A → surface drying → coating side B → room temperature curing.
5. Spray thickness: The spray thickness should be between 0.03mm and 0.15mm.
6. All coating operations should be conducted at temperatures above 16°C and relative humidity below 75%. The PCB, being a composite material, can absorb moisture; if moisture is not removed, the conformal coating cannot provide adequate protection. Pre-drying and vacuum drying can remove most moisture.
7. Check for leaks and contamination in the fixtures.
8. When peeling off masking tape (spot solder mask), wear an anti-static wrist strap, avoid sticking to paper barcodes, and do not knock components out of place.
9. When placing single boards, leave a 1cm gap between boards.
10. After curing the PCBA, check for masking tape residue (solder mask) using UV light; if present, touch up with paint. Ensure there are no bubbles, white spots, wrinkles, cracks, peeling, or contamination.
4. Preparation for Spraying Operations
1. Operators should wear protective masks, and goggles are recommended;
2. Each morning and afternoon before work, the water tank of the oil-water separator should be drained;
3. Mixing process:
(1) New paint should only be mixed after the paint in the pressure tank is used up. Before mixing, close the pressure air, open the pressure relief valve to release the pressure in the tank, pull the trigger on the spray gun to return the remaining paint to the bucket, and finally open the tank cover and place it in the designated position;
(2) Determine the ratio of paint to thinner based on the spraying equipment and dry film thickness test results, ensuring that the same batch of boards uses the same batch number of conformal coating, and mixing is strictly prohibited;
(3) Open the thinner bucket, pour a measured amount of thinner into a measuring cup, seal the bucket, then pour the measured thinner into the stainless steel inner tank of the spray tank. The used thinner bucket should be returned to its original place;
(4) Open the conformal coating bucket and pour the conformal coating into the inner tank of the spray tank that already contains thinner, with the liquid level height set according to the lower edge of the heat shrink sleeve on the indicator rod;
(5) Tighten the pressure tank cover, close the pressure relief valve, and slowly stir clockwise and counterclockwise 10 times to mix the paint evenly. Open the pressure air, adjust the tank pressure to 0.4±0.1 kgf/cm², and finally pull the trigger on the spray gun until the paint flows evenly and the air in the pipe is expelled.
5. Spraying Operations
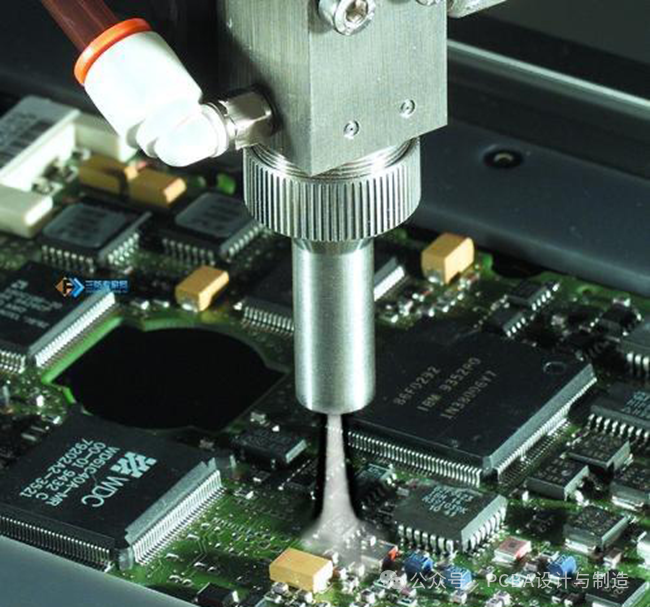
1. Ensure the pressure in the pressure tank is maintained at 0.4±0.1 kgf/cm²;
2. Open the pressure adjustment valve of the spray gun to the maximum, then set the pressure to 3.0–4.0 kgf/cm² using a pressure gauge;
3. Adjust the spray width adjustment valve on the side of the spray gun so that when the spray gun is 10–15 cm from the board surface, the spray area appears elliptical, with a maximum spray width of about 100–120 mm. After overall spraying, a second spray should be applied to key areas such as the pins of the power tube on the heat sink;
4. Adjust the needle valve at the back of the spray gun to control the paint flow. Before starting work each day, a test spray should be conducted on a metal plate, and a wet film thickness gauge should be used to ensure the wet film thickness is not less than 120 μm, recorded in the “Wet Film Thickness Test Sheet.” Manual coating should be checked every 2 hours, and automatic coating every 4 hours. The tested metal plate and thickness gauge should be cleaned with thinner, and management personnel should confirm the records. When changing operators, the spray thickness should be recalibrated. It is recommended to use calipers to measure on the single board and read the values under UV light;
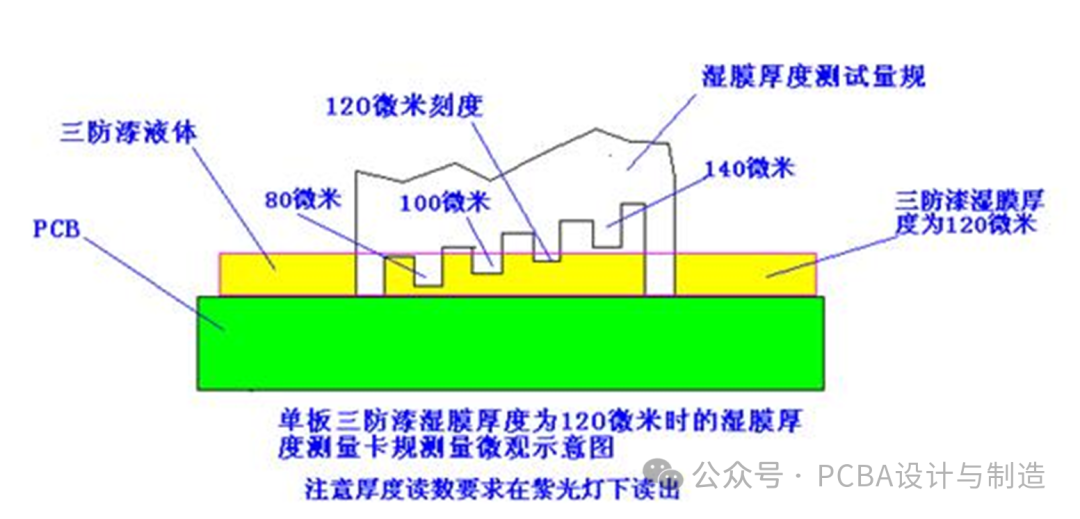
Note: The wet film thickness test has a large error and is only for process monitoring reference; the dry film thickness is the standard. Immersion and brush coating products do not undergo wet film testing.
5. Push the already sprayed PCBA turnover cart to the drying area;
6. Start spraying from the upper left corner of the PCBA, moving horizontally and evenly to the right according to the adjusted parameters, then move down about 150 mm after reaching the edge of the board and return with the same parameters, repeating until the entire PCBA is sprayed. After that, rotate the tray 90°, and spray again in the same manner, as shown in Figures 1 and 2;
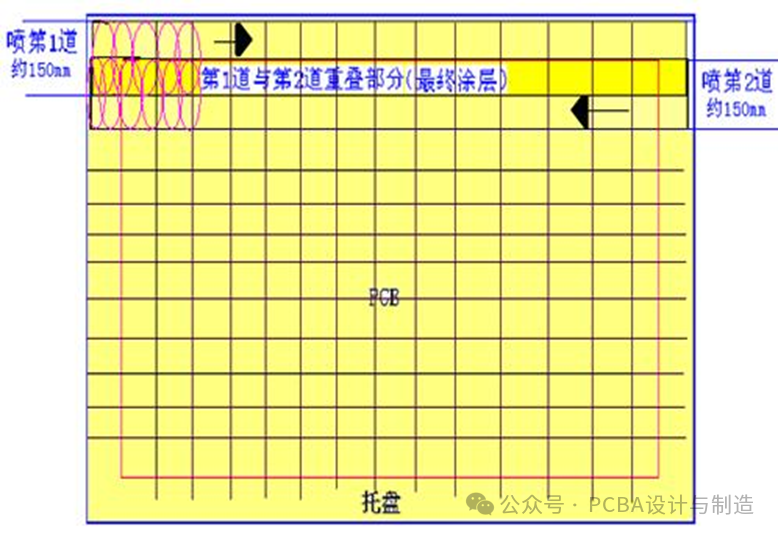
Figure 1
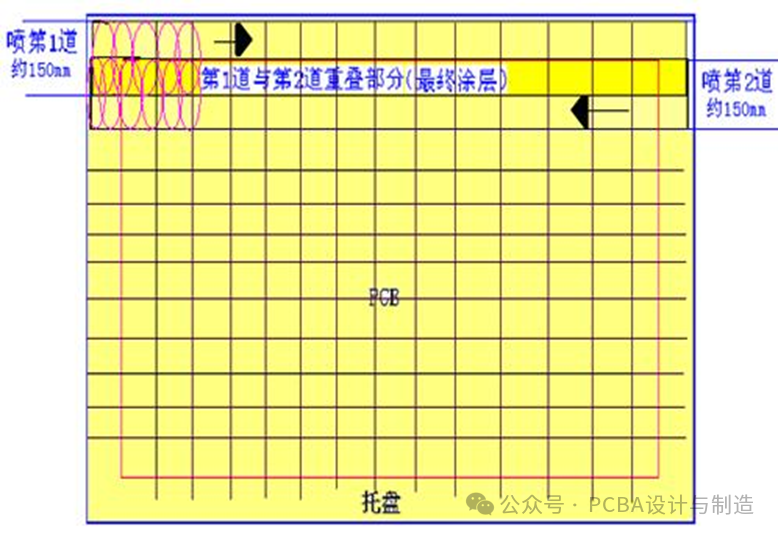
Figure 2
7. Automatic spraying must use the overlapping coverage method, with the spray width and overlap size set according to the equipment. After overall spraying, a second spray should also be applied to key areas;

8. Check the uniformity of the coating under UV light; if not qualified, touch up with paint;
9. After manual spraying, choose air drying, air drying, or baking; automatic spraying usually goes directly to the baking line. The surface drying time for the paint film is about 3–5 minutes;
10. The principle of double-sided spraying: first spray the side with high components, air dry for more than 20 minutes or bake until surface dry, then spray the side with low components. If both sides have surface-mounted components, the side facing down should be raised to avoid contact with the tray;
11. After spraying, the spray gun should be placed on a dedicated rack, and the nozzle should be immersed in thinner; if insufficient, add promptly to ensure complete immersion;
12. Secondary Coating:
(1) Due to the difficulty of achieving uniform thickness in manual operations, products with high protection requirements must undergo secondary coating, using the same method as the first coat;
(2) Machine spraying can meet thickness requirements by adjusting speed or flow, usually without the need for secondary coating;
13. The method for secondary wet film thickness testing is the same as before;
14. Secondary surface drying can use air drying, air drying, or baking; after surface drying, avoid scratching the paint film during turnover.
6. Brush Coating Operations
1. Use disposable paper cups to hold the conformal coating (no thinner should be added for brush coating), with a usage limit of 2 hours; if exceeded, it must be replaced, and paper cups cannot be reused;
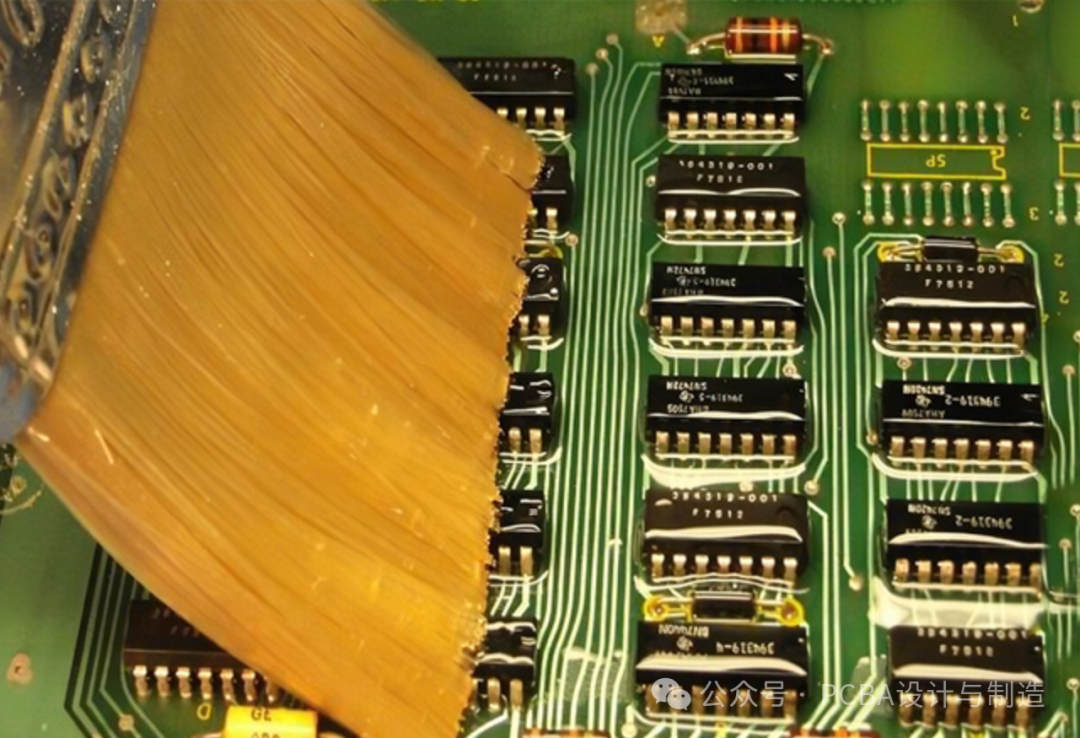
2. Use a soft-bristled brush, replacing it once per shift; if the bristles fray, replace immediately. Dip an appropriate amount of paint at a 45° angle, ensuring brush strokes overlap to avoid bubbles from repeated brushing. The motion should be slow to ensure the paint fully saturates the PCB and components;
3. Replace the paper cup every 2 hours, and continue work after replenishing paint;
4. For double-sided brush coating, first coat one side while horizontally placed, then coat the other side after surface drying;
5. Light boards and small boards are usually brush coated, while large boards should use a spray machine, following the specific process documents for each machine model.
7. Curing
1. The spraying line generally uses a tunnel oven; after passing the spraying inspection, the PCBA is transported into the oven with the carrier. The baking temperature and time are set according to the specific documents for each machine (usually set at 80°C, not exceeding 95°C, for 10–30 minutes, until the paint film is not tacky);
2. Before baking, adjust the track connection, set the temperature and transport speed;
3. After the PCBA is out of the oven, wear protective gloves and hold the edges of the carrier to place it on the turnover cart, pushing it to a ventilated area to cool or leaving it at room temperature to prevent burns.
8. Inspection Requirements for Coating Appearance
1. No paint flow, dripping, or semi-wet phenomena on the PCB surface;
2. The paint layer should be smooth, shiny, with uniform thickness, completely covering pads, surface-mounted components, and conductors;
3. No orange peel, bubbles, pinholes, or ripples;
4. No paint residue on non-protected components;
5. Finished boards should be clean, with no component damage;
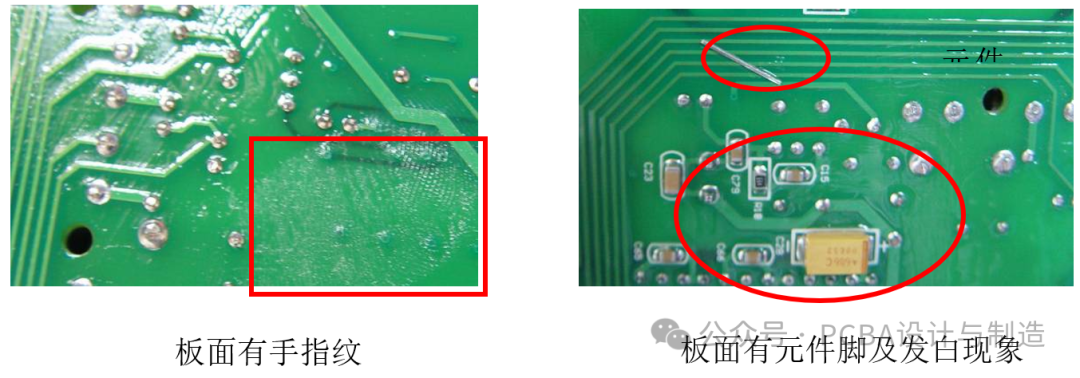
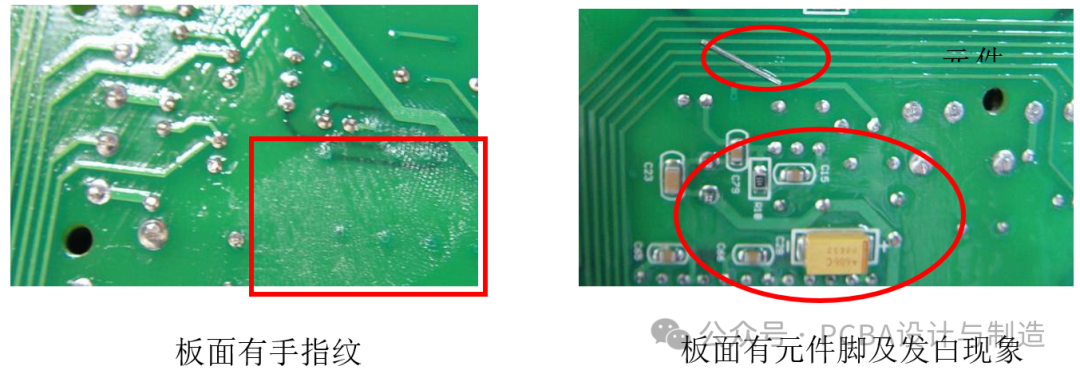
6. No dirt, fingerprints, ripples, shrink holes, dust, chalking, or peeling defects.
9. Dry Film Thickness Testing and Repair
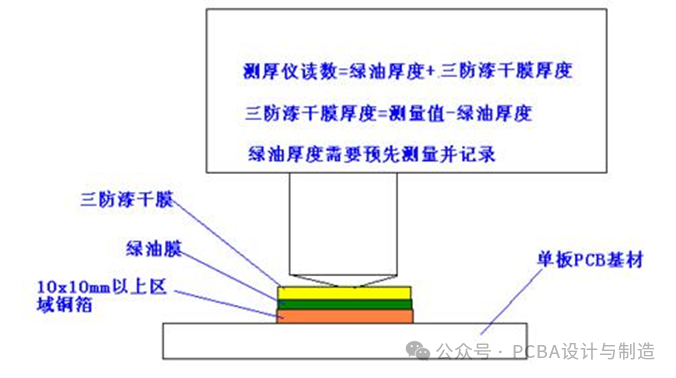
1. Preferably select a 10×10 mm copper foil area from the cooled single board to measure the thickness of the green oil with a dry film thickness gauge and record it (as the thickness of the green oil is consistent within the same batch of PCBs), then measure the total thickness of the insulating material; the difference between the two is the dry film thickness of the conformal coating. If it exceeds the process requirements, feedback should be provided to the ME engineer to adjust the spray gun parameters.
For the spraying process, if measurement on the board is not possible, spray the conformal coating on an aluminum sample, and after curing, check its thickness:
-
High protection requirement products: usually greater than 50 μm;
-
General products: greater than 30 μm.
-
Manual coating should be checked every 4 hours, and automatic coating every 8 hours.
2. Immersion: Immerse the aluminum piece in the conformal coating for 5 seconds, then take it out and check the thickness, with the same requirements as above;
3. Brush Coating: Brush the aluminum piece according to normal procedures, then check the thickness, with the same requirements as above;
4. Wet film thickness data is for reference only; the quality of spraying is based on dry film thickness. When measurement on the board is possible, the board data should be used as the standard.
10. Component Replacement and Paint Film Repair
If components need to be replaced after the paint film has cured, follow these steps:
Generally, components can be directly soldered off with a soldering iron, and the surrounding pads should be cleaned with a cotton cloth dipped in Thinner239; if disassembly is difficult, first use a cotton swab dipped in Thinner239 to remove the conformal coating on the pad to dissolve or thin it before soldering, then clean and touch up with paint to promote curing.
11. Precautions for Using Conformal Coating
1. Strictly follow the operating procedures for spray machines, ovens, and other equipment, perform maintenance and inspections, and wear anti-static gloves;
2. When taking conformal coating and thinner, pay attention to the ratio, seal promptly after use, and store in a ventilated, cool place (below 30°C), away from fire sources, power sources, and electromagnetic interference; shelves should be well grounded;
3. Confirm that the product is within the validity period before use; expired paint should not be used;
4. If paint contacts the skin, wash immediately with soap and water or cleaner; if ingested, seek medical attention immediately; if in the eyes, rinse with water and do not rub, and seek medical attention immediately;
5. After every 24 hours of operation, the spray gun’s paint inlet pipe should be disassembled and rinsed with thinner more than 10 times to prevent curing blockages. The spray gun head should be disassembled and cleaned thoroughly every week, including the nozzle and adjustment screw. Spray guns not used for more than 12 hours should also be cleaned, and brush coating tools should be cleaned with thinner daily; waste liquid should be collected and sealed for disposal by a professional organization;
6. Empty barrels should be tightly covered and stored in designated locations; residues and waste liquids should be disposed of by a professional waste disposal company.
12. Conclusion
In summary, conformal coating is a very meticulous task, and the operations during the spraying and brushing processes of conformal coating are quite complex, especially with strict requirements for film thickness control and connector protection. Many factors affect coating quality, requiring further research and discussion to improve the quality of conformal coating.