1 Experimental Method
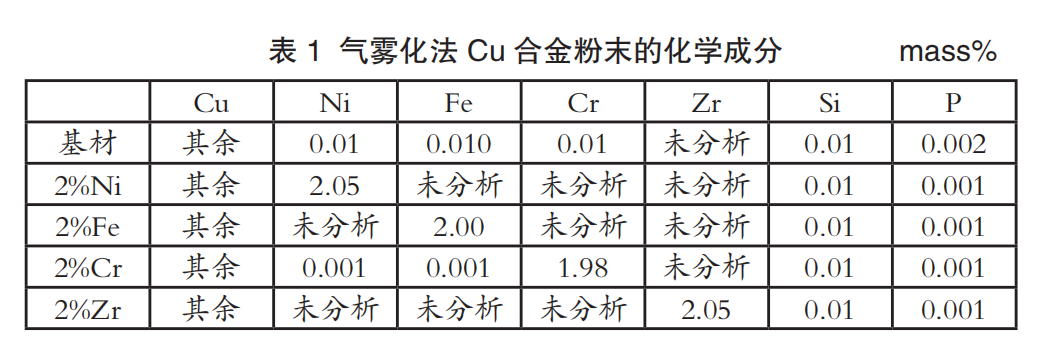
The added elements selected for this study are Ni, Fe, Cr, and Zr, with contents of 2 mass% (hereinafter referred to as %). Cu alloy powders containing the aforementioned added elements were produced using the argon gas atomization method, and then sieved to achieve a particle size of 10-63 μm for the Cu alloy powder. The composition of the Cu alloy powder used for the experiment is shown in Table 1. To avoid reducing the conductivity of the Cu alloy, the Si and P content in the Cu alloy powder used for this experiment is kept very low.
1.1 Laser Absorption Rate of Cu Alloy Powder
The laser absorption rate of the Cu alloy powder used for the experiment was measured using a V-770DS spectrophotometer. The laser wavelength during the measurement was 500-2000 nm, and the absorption rate was calculated by subtracting the measured reflectivity (%) from 100%.
1.2 Forming Condition Tests
3D forming of the experimental Cu alloy powder was performed using the EOSINT M290. The forming conditions such as laser power, laser scanning speed, laser scanning spacing, and layer thickness were varied to obtain the forming conditions that yield the maximum relative density of the formed body.
The density of the formed body was determined using the Archimedes method. The density of the Cu alloy powder was measured using the gas displacement method, which was used as the true density of the Cu alloy powder, and the relative density of the formed body was calculated.
1.3 Selection Test for Added Elements
The resistance of the formed body in the forming condition test in Section 2.2 was measured according to the four-terminal method specified in JIS C 2525. The sample size for resistance measurement was 3×2×60 (mm), with measurement conditions of: temperature 25℃, current 4A, voltage drop spacing 40mm. The resistance values measured were used to calculate the resistivity and the reciprocal conductivity. The conductivity of oxygen-free Cu was taken as 100% IACS, and the conductivity of each sample was calculated. The conductivity measured in this experiment is the conductivity in the formed state (without heat treatment) and the conductivity after heat treatment at 500℃ for 5 hours. The microstructure of the polished resin-embedded samples was observed using an optical microscope.
1.4 Determining Optimal Heat Treatment Conditions
In Section 2.3, the added elements that resulted in excellent relative density and conductivity for the experimental Cu alloy powder were selected. Heat treatment tests were conducted on the formed bodies of the Cu alloy powder with these added elements to determine the optimal heat treatment conditions. The heat treatment test conditions were: argon atmosphere, (500-800℃) for 5 hours, and furnace cooling.
1.5 Optimal Amount of Zr Addition Test
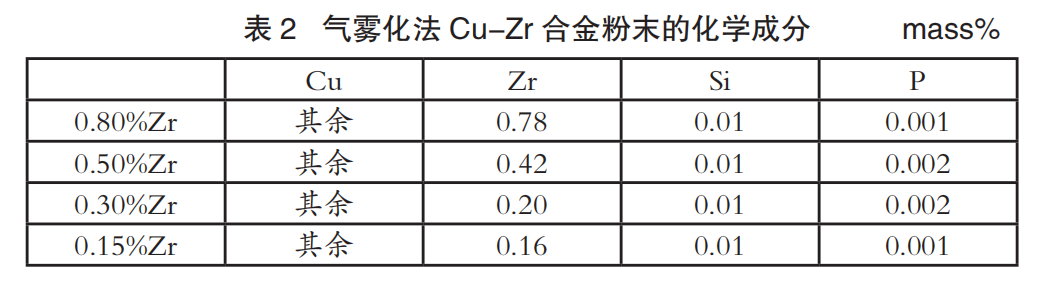
Under the optimal heat treatment conditions determined in Section 2.4, tests were conducted to determine the optimal amount of Zr addition. The Zr addition amount for the test powder samples was 0.15%-0.80%. The composition of the powder samples is shown in Table 2. The forming conditions of the test powder formed bodies were the optimal conditions obtained in Section 2.2. The microstructure of the heat-treated formed bodies made using a focused ion beam (FIB) was observed using a transmission electron microscope (TEM).
2 Experimental Results and Analysis
2.1 Laser Absorption Rate of Cu Alloy Powder
The laser absorption rates of each experimental Cu alloy powder at a wavelength of 1064 nm for Yb fiber laser are as follows: the Yb fiber laser absorption rate of pure Cu is the lowest, and with the addition of Ni, Fe, Cr, and Zr, the absorption rate sequentially increases. The Cu alloy powder with added Zr has the highest absorption rate, reaching 54.5%, which is 2.2 times that of pure Cu powder. This indicates that using Cu alloy powder with added elements can produce formed bodies with higher density than pure Cu powder. Among them, the effect of adding Zr is particularly significant.
2.2 Forming Conditions
Observing the optical microstructure of the formed bodies under fixed layer thickness and scanning spacing conditions but with different laser density and scanning speed conditions revealed that there are many defects in the formed bodies under low energy density conditions, while the formed bodies under high energy density conditions have virtually no defects. As the laser energy density increases, the relative density of the formed body increases. When the laser energy density reaches a certain value, the relative density of the formed body can exceed 99%.
2.3 Determining Added Elements
Observing the optical microscope images of the cross-sections of the formed bodies of the experimental Cu alloy powder and their relative density found that the relative density of the pure Cu alloy powder formed body is the lowest at 89.3%. The optical microscope images show many forming defects, with the largest defect size approximately 50 μm, and the number of defects at the end of the formed body is greater than at the center. The shape of the defects is non-spherical. It can be inferred that during forming, many powder particles did not melt.
The relative densities of the formed bodies of Cu alloy powders with added alloying elements are all greater than that of the pure Cu alloy powder formed body, especially the relative density of the formed body of Cu alloy powder with added Zr, which reaches 99.8%.
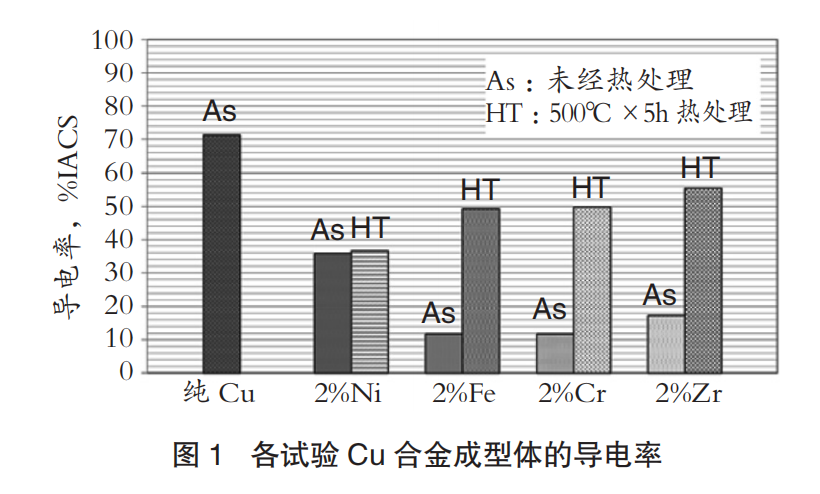
Figure 1 shows the conductivity of the formed bodies of the experimental Cu alloy powder. This study aims to clarify the effect of heat treatment on improving conductivity. The formed bodies of Cu alloy powder were subjected to aging treatment at 500℃ for 5 hours. This treatment condition is the recommended aging treatment condition for general Cu alloys. In the untreated state, the conductivity of the pure Cu powder formed body is the highest at 71.4% IACS. The conductivities of the formed bodies of Cu alloy powders with added alloying elements are all lower than that of the pure Cu powder formed body. However, after aging treatment, the conductivities of the formed bodies of Cu alloy powders with added alloying elements recover. The formed body of Cu alloy powder with 2% Zr addition has the highest conductivity at 55.3% IACS. The formed body of Cu alloy powder with 2% Ni addition has the lowest recovery in conductivity. The reason is that the 2% Ni alloy is a fully soluble alloy, and heat treatment did not cause changes in the alloy matrix structure. In contrast, Cu-Fe, Cu-Cr, and Cu-Zr alloys, after heat treatment, the supersaturated solute Fe, Cr, and Zr precipitate in elemental or compound form. Among them, the solubility of Zr in Cu is the lowest, approximately 0.17%. Therefore, heat treatment causes most of the supersaturated solute Zr to precipitate, improving the conductivity of the alloy matrix. Based on the above results, it can be determined that Zr is the added element that endows the formed bodies of Cu alloy powder with excellent comprehensive performance in relative density and conductivity.
2.4 Determining Optimal Heat Treatment Conditions
Observing the changes in conductivity of the formed body of Cu alloy powder with 2% Zr addition with aging heat treatment temperature revealed that conductivity increases with the rise in heat treatment temperature, and the conductivity reaches saturation at around 800℃.
2.5 Determining Optimal Amount of Zr Addition
Observing the optical microscope images of the center of the cross-section of the formed body of Cu-Zr alloy powder and the relative density of the formed body found that the relative density of the Cu-0.15%Zr alloy powder formed body is the lowest at 89.1%. The defects in the formed body are non-spherical defects. This confirms the presence of unmelted powder in the formed body. The relative density of the Cu-Zr alloy powder formed body increases with the increase in Zr addition amount. The relative density of the Cu-0.80%Zr alloy powder formed body reaches 98.8%, achieving high density in the formed body.
Figure 2 shows the conductivity of the Cu-Zr alloy powder formed body after heat treatment at 800℃ for 5 hours. When the Zr addition amount is between 0.15%-0.80%, the conductivity of the Cu-Zr alloy powder formed body increases with the increase in Zr addition amount, but the conductivity decreases when the Zr addition amount is 2%.
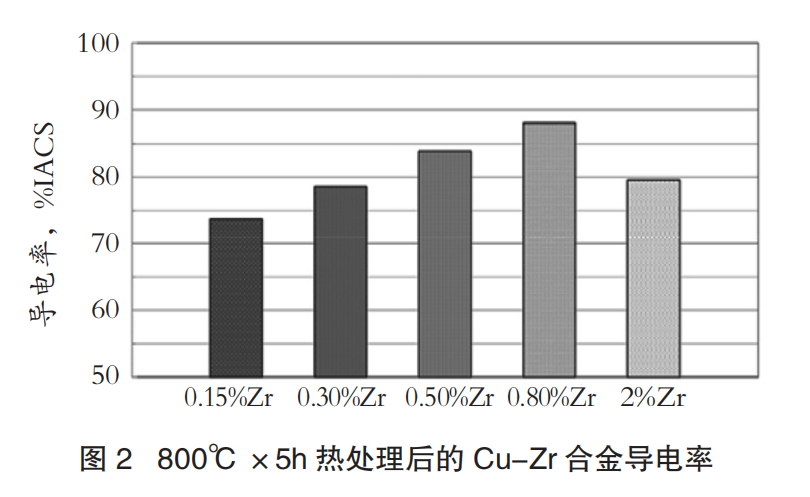
Based on the above results, it can be confirmed that within the range of Zr addition amount of 0.15%-0.80%, the conductivity of the Cu-Zr alloy powder formed body increases with the increase in relative density. However, the conductivity of the Cu-2%Zr alloy formed body did not improve. The reason is that the precipitated Zr obstructs the conductivity path of Cu. Therefore, the optimal Zr addition amount is determined to be 0.80%.
Observing the TEM bright field images of the Cu-0.80%Zr alloy powder formed body reveals the presence of granular precipitates in the unheat-treated formed body. EDS analysis results indicate that Zr is concentrated in the granular precipitates. Furthermore, the matrix composition of the unheat-treated formed body is Cu-0.60%Zr, with Zr in a supersaturated solid solution state. In the heat-treated formed body, precipitates of approximately 1 μm in size are present, and the matrix composition is Cu-0.15%Zr, indicating that heat treatment causes the supersaturated Zr in the matrix to precipitate.
Observing the electron beam diffraction images of the heat-treated formed body shows that the precipitate is Cu9Zr12, and the matrix is Cu.
|
Hotspot Focus |
[Industry News] The Rise of Six Coastal Steel Bases! |
|
Japan Steel’s Global Industrial Chain Layout |
|
|
[Scan to Register] September 24-26! The “2021 (Second) China Stainless Steel Pipe Summit Forum” will be held in Songyang |
Content source: http://www.worldmetals.com.cn/
Copyright notice: Copyright belongs to the original author. If there is any infringement, please contact for deletion; the content of the article is the author’s personal opinion and does not represent the views and positions of this newspaper. Please indicate the source when reprinting; if there are any inaccuracies in the content of the article, please correct us; if the source is marked incorrectly, please contact us.
We welcome cooperation with the World Metal Herald, phone 18127167276 18911030405 (WeChat same number)

Scan to Follow Us
WeChat ID|sjjsdb
Video ID|World Metal Herald

010-65221976
WeChat Brand Promotion Phone
“World Metal Herald”
Postal issue code: 1-241
Domestic unified publication number: CN11-4676/F
Annual price: 288 yuan/year
Subscription available at postal offices nationwide
Subscription phone: 010-65221976
Submission email:
Share, Watch, and Like, at least I want to have one