Abstract:Introduction: In recent years, there has been an increasing interest in discussing the use of binder jetting and FDM technologies for producing medium to small batches of metal parts. The German consulting company Ampower conducted a survey to study how Metal Injection Molding (MIM) technology drives these innovations. To better help designers understand the potential applications of 3D printing technology in commercial production, they also compared the key performance and cost requirements of these technologies.
With the booming development of advanced manufacturing industries such as electronics, aerospace, and automotive manufacturing, the demand for precision metal manufacturing components is also increasing.When it comes to precision metal processing techniques, the most frequently mentioned is Metal Injection Molding (MIM).
MIM technology originated in the 1970s, as better-performing binders were developed, leading to its widespread adoption. After decades of development, the total global sales of MIM components have exceeded 2 billion euros, with a compound annual growth rate of between 10-20%. MIM is mainly applied in industries requiring high precision parts, such as consumer electronics, medical devices, automotive parts, watches, and power tools.
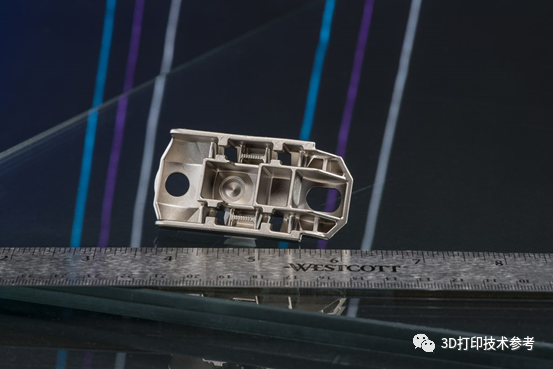 The stainless steel products manufactured using MIM technology by ARC Group won the MPIF Special Award in the Electronics/Electrical category.
The stainless steel products manufactured using MIM technology by ARC Group won the MPIF Special Award in the Electronics/Electrical category.
The size of parts made using MIM technology typically ranges from 5 to 50 mm, and it can produce micro-sized parts weighing only 0.02g, but it is challenging to produce large parts over 1kg.Therefore, additive manufacturing processes that can support the production of large precision metal parts have emerged.
New Metal Additive Manufacturing Processes Derived from MIM Technology
Additive manufacturing technology has a development history of over thirty years. In the past five years, the rapid development of this technology has been driven by its widespread application in industrial production for creating functional components. As MIM technology continues to mature, some companies have begun to develop new types of metal additive manufacturing processes that share debinding and sintering processes with MIM. The two emerging metal additive technologies are Fused Deposition Modeling (FDM) using metal filaments (or powders) and Binder Jetting (BJ). We will compare these two new metal additive technologies with the widely used Laser Powder Bed Fusion (L-PBF) technology to analyze the three processes.

Three Metal Additive Manufacturing Processes
1. Metal Fused Deposition Modeling (FDM)
Metal Fused Deposition Modeling (FDM) operates similarly to conventional plastic FDM, forming parts through melting extrusion and layer-by-layer deposition, with the distinction that the materials used are primarily a mixture of metal powder and organic binder.
Currently, three major companies provide end-to-end solutions, including Markforged and Desktop Metal in the USA, and Raise3D in China.
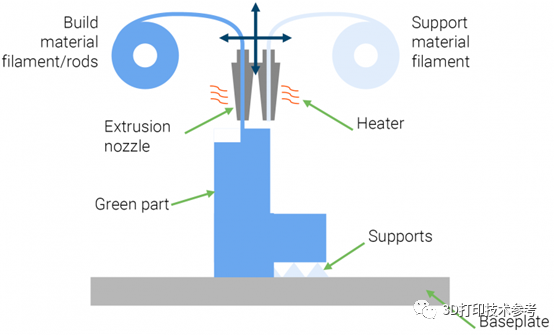
Principle of Metal Fused Deposition Modeling (FDM)
2. Binder Jetting (BJ)
Binder Jetting is a type of additive manufacturing technology that uses a binder to shape powders. Similar to many laser sintering technologies, it is powder bed-based and uses inkjet print heads to spray the binder onto the powder, layer by layer, to achieve forming. Initially, this technology focused on sand casting. After initial development, the American company ExOne (later acquired by Desktop Metal) further developed this technology for metal binding.
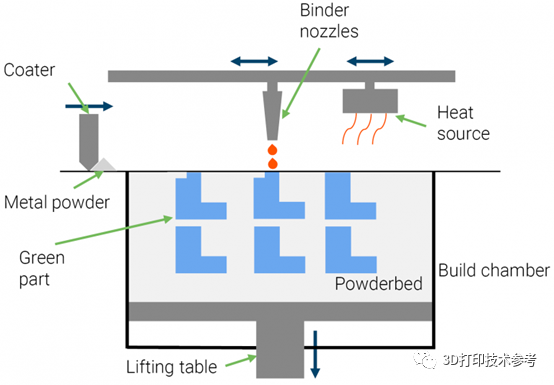
Principle of BJ Binder Jetting Technology
3. Laser Powder Bed Fusion (LB-PBF)
Laser Powder Bed Fusion (L-PBF), also known as Selective Laser Melting, is a powder bed-based additive manufacturing process that uses a high-energy laser beam to scan point by point to achieve powder metallurgy bonding, thereby printing high-performance parts.
These three metal additive manufacturing processes have their specific advantages and limitations in terms of part design, mechanical performance, and cost. Next, 3D Printing Technology Reference will analyze these three processes from the perspectives of part quality and economic value to help potential users find the appropriate technology for various usage scenarios.
Key Engineering Considerations: Materials, Quality, Design
1. Material Types
The diversity and performance of material selection are key factors influencing the development of new technologies. Currently, due to the earlier development of Laser Powder Bed Fusion (L-PBF) technology, a large number of available materials have been accumulated, including aluminum alloys, titanium alloys, nickel-based alloys, iron alloys, and precious metal alloys, as well as other materials under development, such as magnesium alloys. Theoretically, any weldable material can be processed using LB-PBF technology. A large amount of research and papers focus on the performance of these alloys, which means engineers can be confident about the future development of this technology, and the acceptance of L-PBF technology is significantly higher than that of other less-researched processes.
Currently, 17-4PH and 316L stainless steel are the mainstream materials used for Binder Jetting and Metal Fused Deposition Modeling (FDM). However, 3D Printing Technology Reference has reported breakthroughs in sintering-based 3D printing processes for Ti6Al4V, aluminum alloys, and copper alloys. In fact, all known MIM alloys can be used for metal additive manufacturing based on sintering technology. Therefore, there is a higher expectation for the future development of copper and hard alloy materials — they are more challenging to print using L-PBF technology.
2. Material Performance
This study selected 316L and 17-4PH to compare the performance of parts manufactured using L-PBF, MIM, Metal FDM, and Binder Jetting processes. The test results are based on over fifty samples provided by eight different system suppliers. The complete testing process includes tensile testing, hardness testing, surface roughness measurement, microscopic observation, and µCT analysis.
The results report will focus on hardness measurements and density testing, which are also important considerations for the quality of metal parts. Density is an essential characteristic of metal materials, followed by tensile strength and fatigue properties. Density also ensures the airtightness and watertightness of the design. In these cases, if the component density is low, it will inevitably require increased wall thickness to avoid leakage.
For density analysis, a microscope was used to inspect the micro-morphology of parts manufactured by each process, with samples taken from several Binder Jetting and Metal Fused Deposition manufacturers, as well as samples from MIM and LB-PBF technologies. The results show that there are significant differences in the size, shape, and distribution of pores among various technologies (as shown in the figure below). For all processes based on sintering technology, the most likely reason for the differences is the varying debinding and sintering schemes (the second-generation nitric acid/oxalic acid catalytic debinding method achieves higher density compared to the first-generation solvent debinding method), rather than differences in printing processes. It is worth mentioning that all samples printed using FDM and BJ processes exceeded the standard MIM sintered density range of 95-97%, and these samples’ suppliers were all targeting military needs.
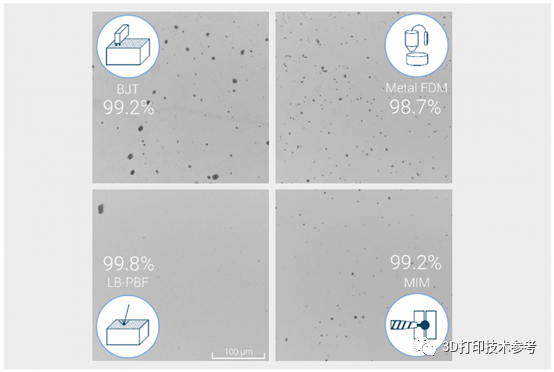 Figure:Metallographic porosity analysis of Binder Jetting, Metal FDM, MIM, and LB-PBF
Figure:Metallographic porosity analysis of Binder Jetting, Metal FDM, MIM, and LB-PBF
To minimize the impact of sintering temperature and other factors in the process on mechanical performance, and to ensure stronger comparability of the processes, all samples underwent the same heat treatment after sintering. All samples were subjected to a solution treatment at 1040°C for one hour. The 17-4PH samples were hardened at 550°C for four hours. Figures 1 and 2 show the results of hardness measurements. The results indicate that the emerging additive manufacturing processes based on sintering technology have met the ISO 22068 requirements for 316L compared to MIM technology, and 17-4PH is close to/exceeds the ASTM standard values.
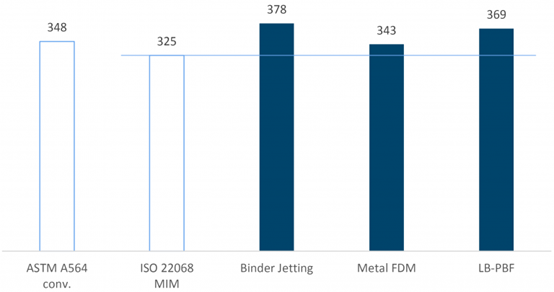 Figure 1 Hardness of 17-4PH (HV)
Figure 1 Hardness of 17-4PH (HV)
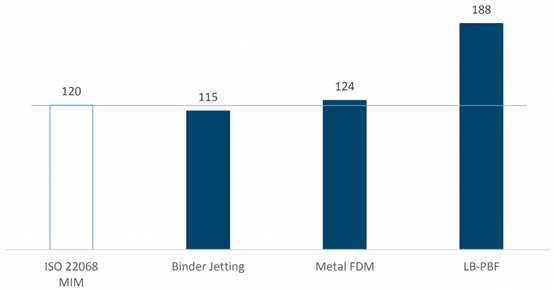 Figure 2 Hardness of 316L after solution treatment at 1040°C (HV)
Figure 2 Hardness of 316L after solution treatment at 1040°C (HV)
3. Design Freedom
Compared to traditional processes, additive manufacturing technology offers more design freedom. However, when using L-PBF technology, the requirements for residual stress and support structures add limitations to the design process.
Although Binder Jetting technology does not require supports during manufacturing, additional supports may be needed during the sintering process to prevent deformation of the parts. Using ceramic supports can serve as an alternative method, placing them in areas prone to deformation during sintering can stabilize the parts. This method can only be used in large-scale production to offset the increased costs.
In terms of size, MIM parts are relatively small, typically only 50mm or even smaller. The reason for this limitation lies in the debinding and sintering processes. In fact, the debinding process limits the material thickness to 5-10mm. Exceeding this thickness will exponentially increase the debinding time or may not be completed at all. Additionally, the temperature required for sintering is close to the melting point of the material, making deformation likely when the parts are too large or structurally complex. At the same time, during the sintering process, parts experience significant shrinkage, so the part model needs to be scaled down in advance.
When using sintering-based metal 3D printing technology, limitations still exist. Due to the unpredictable dimensional deformations during the sintering process, multiple tests are required to grasp the deformations that occur during sintering, which also causes emerging 3D printing processes to only manufacture simple geometric parts, while producing complex parts requires continuous trial and error.
4. Surface Quality
Another important evaluation criterion for metal additive manufacturing is surface quality; high precision and low surface roughness can avoid additional mechanical post-processing. The surface quality of parts manufactured using L-PBF technology is often compared with cast parts. If producing aesthetic parts, their surfaces must undergo post-processing, while internal structural parts can remain as is or only undergo simple sandblasting. In MIM technology, the quality of parts after sintering usually meets aesthetic requirements. The repeatability of surface roughness and dimensional accuracy allows for the production of high-precision parts without mechanical post-processing. Milling operations can also be performed on parts before sintering, making it easier to operate, which is also true for metal FDM and binder jetting processes based on sintering technology.
This study analyzed the surface roughness data after sintering through tactile detection. These values were obtained by measuring the sample surfaces in the zx and xy planes. The averages of the two testing methods can be used for technical comparison. However, for metal FDM technology, surface roughness largely depends on the printing direction (as shown in Figure 3).
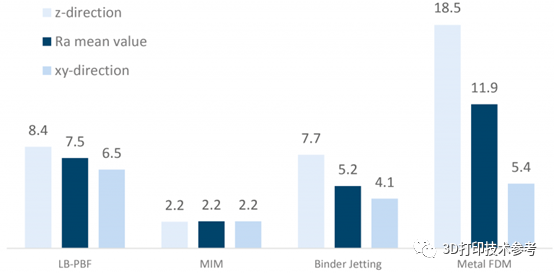
Figure 3 Average surface roughness Ra values (µm) of emerging additive manufacturing technologies compared to LB-PBF and MIM
Economic Perspective: Costs and Value Chain
If using LB-PBF technology, the characteristics of metal additive manufacturing include high machine costs, slow production speeds, and high material costs. Therefore, a solution that is technically feasible may not be economically viable. Sintering-based metal 3D printing technology is expected to change this situation, significantly reducing the costs of printing metal additive manufacturing parts.
1. Material Costs
The cost of metal powders suitable for LB-PBF technology ranges from 40 to 400 euros per kilogram, depending on the type of alloy. Stainless steel is the cheapest, ranging from 40 to 80 euros per kilogram. Currently, Binder Jetting technology uses spherical powder particles as raw materials, similar to LB-PBF technology. However, new technologies from companies like Desktop Metal use traditional MIM powders. Since MIM powders for stainless steel like 17-4PH cost only 5 to 10 euros per kilogram, this could potentially reduce costs by 80-90%, though the cost of the binder needs to be added to this.
Metal FDM materials include filaments, powders, or rods made from a mixture of metal powder and organic binder compounds. The cost of the binder is already included, as it is made from traditional MIM feedstock (mixed metal and binder). Currently, BASF’s 316L filament used by Raise3D costs about 200 euros per kilogram, while similar metal materials from other suppliers are also around 100 euros per kilogram. The MIM granules for 316L range from 15 to 18 euros per kilogram, and in the future, the price of metal FDM technology is expected to be lower than that of LB-PBF technology, although it is still higher than PBF at present.
2. Equipment Procurement
The investment for a dual-laser LB-PBF system is generally around 500,000 euros. Including depreciation and wear, the average hourly cost of the machine is 30 to 40 euros. Single-laser systems are the cheapest, while four-laser systems can cost up to 55 euros per hour.
For Binder Jetting systems with similar forming ranges, the investment costs are similar, only including the printing process (excluding debinding and sintering processes). Additionally, the impact of wear and maintenance costs on these two technologies is not significant, so the hourly cost of machines using Binder Jetting technology is roughly the same. In the future, the investment cost for Binder Jetting equipment is expected to be higher, around 1 million euros (excluding debinding and sintering), but it is expected to improve productivity in the future.
Metal FDM systems have much lower costs in terms of investment, maintenance, and wear. Just considering the printing process, the machine costs between 30,000 and 100,000 euros, with hourly costs ranging from 3 to 8 euros.
3D Printing Technology Reference indicates that the debinding and post-sintering processes involved in sintering-based 3D printing technologies also require significant investment in related equipment, which will be analyzed in detail below.
3. Profitability
The batch production costs of different types of additive manufacturing are calculated based on the production speeds (cm³/h) of their respective systems and machine hourly rates (as shown in Figure 4). Any necessary mechanical post-processing and quality inspection costs are not included.
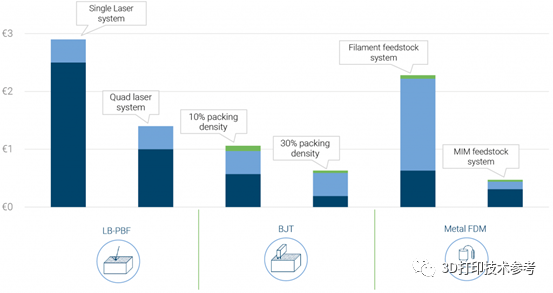
Figure 4 Average cost per part for emerging additive manufacturing technologies compared to LB-PBF
Production speed is challenging to compare; while LB-PBF and FDM systems can quantify the comparison based on printing rates (volume change over time, cm³/h), the printing speed of the Binder Jetting process largely depends on the filling density. The total printing time for the same height of printing work remains the same, regardless of the volume.
Analysis indicates that the production speed of LB-PBF is significantly related to the number of lasers working simultaneously in the printing space. Based on the mentioned hourly costs, the cost per cubic centimeter of stainless steel ranges from 1 to 3 euros. Layer thickness is a key determinant of the printing volume in metal FDM technology. Increasing layer thickness improves production speed, but significantly reduces precision and surface quality. As mentioned earlier, the material costs are also related to the systems used. Considering all these variables, the cost per cubic centimeter of stainless steel ranges from 0.5 to 2.5 euros.
The production speed of Binder Jetting technology is calculated based on the total printing time and filling density. Filling density reflects the total volume of all parts and is related to the complete forming range. In large-scale production, the filling density for mixed printing of different parts is usually 10%, and the optimized stacked parts can reach a filling density of 30%. The printing time ranges from 20 to 24 hours. Considering the potential for the technology’s development in the coming years, the forming range will continue to expand, and with the introduction of bidirectional single-pass jetting technology, the total printing time will decrease to 10 hours. Currently, using stainless steel, the manufacturing cost per cubic centimeter remains between 0.5 to 1 euro.
4. Sintering Process
Binder Jetting and Metal FDM printing processes are always followed by additional debinding and sintering processes. The costs of this stage primarily depend on the types of debinding and sintering technologies used by the system suppliers. MIM typically uses catalytic debinding and sintering because it offers high productivity and easy process control. On the other hand, catalytic processes require significant equipment investment, technical support, and the use of chemical agents such as nitric or oxalic acid.
To simplify the process, some suppliers of sintering-based metal additive manufacturing technologies use simple thermal debinding and sintering methods. For parts with wall thicknesses of 3-4mm, a furnace with a volume of 50,000 cubic centimeters is required, heating for about 16 hours. The costs for thermal debinding and sintering furnaces are approximately 13 and 23 euros per hour, with 13 referring to the commonly used debinding process and 23 to the commonly used sintering process. The calculation includes costs for utilities and consumables, such as electricity, gas, furnace prices, and depreciation and maintenance costs over 6,000 hours of operation per year for five years. Labor, infrastructure, and management costs are not included. Assuming a filling density of 10%, the estimated costs for thermal debinding and sintering are around 0.08 euros per cubic centimeter. In contrast, the costs for catalytic debinding and sintering are estimated at 0.28 euros per cubic centimeter.
Impact of Sintering-Based Additive Manufacturing Technologies on End Users and Supply Chains
1. End Users
When selecting the appropriate technology for users, manufacturers now have more options than ever before. Their choices also require engineers to study and master knowledge of various production technologies. In recent years, casting and forging engineers have been compelled to use and learn LB-PBF technology. Now, Binder Jetting and Metal FDM have broadened the field, providing more choices. Mastering the potential, limitations, and characteristics of different production technologies is more important for future engineers than ever. Figure 5 is a technical classification chart based on production volume and part complexity, facilitating reference during selection.
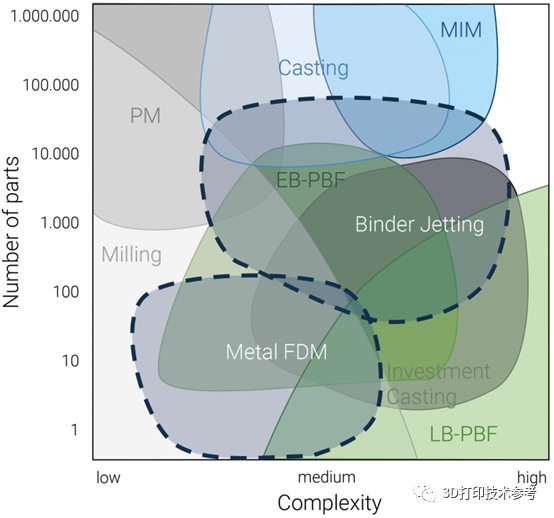
Figure 5 Technical classification based on part quantity and complexity
Binder Jetting technology mainly impacts large-scale production, such as in the automotive industry; Metal FDM technology will be utilized in the mechanical industry, particularly in small-scale production, prototyping, fixtures, and tools. In this field, Desktop Metal’s Studio system and Raise3D’s Metalfuse system prominently position metal prototypes and tooling as their core market applications. Due to the high material performance requirements from manufacturers in aerospace and implant manufacturing, these industries are unlikely to use emerging additive manufacturing technologies based on sintering for manufacturing high-load parts.
2. Supply Chain
With the development of these emerging technologies, the additive manufacturing market is bound to undergo significant changes. Starting from raw materials, current metal powder suppliers face new markets for Binder Jetting and Metal FDM technologies, and metal powder manufacturers need to prepare new MIM rods or metal filaments to adapt to these changes.
It is anticipated that existing electronic and laser beam PBF system manufacturers will focus on developing high-end markets with stringent requirements, such as in the medical and aerospace sectors. The excellent material performance and highly refined technical level of PBF systems make it unlikely that Binder Jetting technology will be favored by high-end markets in the short term. However, the mass market, such as the automotive industry, will gradually shift its focus from LB-PBF technology to Binder Jetting technology. Due to cost potential advantages, the metal prototyping and tooling market will rapidly adopt and dominate Metal FDM technology in the future.
The main limitation of Binder Jetting technology lies in the size and complexity of parts supported by the sintering process. There will be an increasing number of users interested in companies that provide sintering equipment and technology. Additionally, we expect more traditional MIM manufacturers to incorporate sintering-based additive manufacturing technologies into their development plans.