Abstract: Siemens and Mitsubishi are the two most representative PLC brands in the field of automation, and their differences go far beyond the hardware itself, delving deeper into programming philosophies and ecosystems. This article will deeply compare the design philosophies of the two from multiple dimensions such as programming software, program structure, and instruction applications, helping you make the most suitable technical choice.
In industrial automation projects, choosing between Siemens and Mitsubishi PLCs is often the primary decision faced by engineers. Behind this choice lies a trade-off between two different design philosophies.
1. Programming Software and Ecosystem: Integration of TIA Portal vs Focus of GX Works
-
Siemens TIA Portal (Totally Integrated Automation Portal): Emphasizesintegration andseamless collaboration. TIA Portal is a unified engineering platform that covers all aspects of PLC programming (STEP 7), HMI configuration (WinCC), and drive configuration. All devices in the project are managed under one project file and one interface, ensuring high data consistency and significantly reducing integration and debugging time.
-
Mitsubishi GX Works2/Works3: Places greater emphasis onspecialization and efficiency. Its software focuses on PLC programming itself, with a simple interface and fast response time. For pure PLC logic control projects, its programming efficiency is very high. Other tools, such as Mitsubishi’s HMI software (GT Works3), are separate and require data exchange through tag export and import.
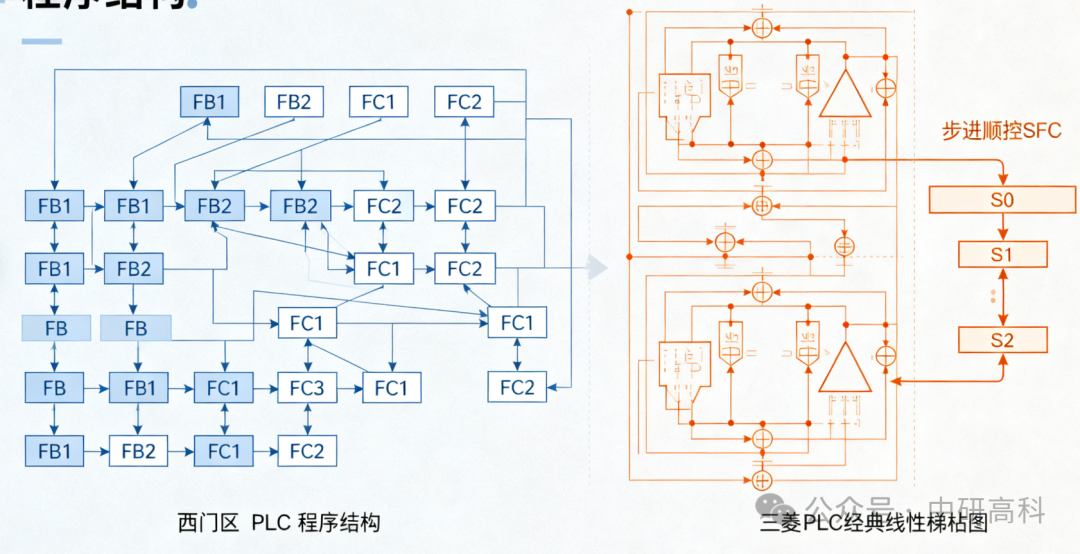
2. Program Structure: Modular vs Linear Thinking
-
Siemens (Modular Paradigm): Strongly recommends and relies onFunction Calls (FC) andFunction Blocks (FB) for modular programming. Especially the combination of FBs with Instance Data Blocks (DB) allows for perfect encapsulation of control logic and data (status, speed, fault codes) of devices (such as a motor or a valve) into a reusable “black box,” making it very suitable for large, complex structured projects.
-
Mitsubishi (Flexibility First): Also supports modularity (through Function Blocks FBs), but its traditionallinear programming (writing logic sequences in the main program) remains very popular and efficient, especially in small to medium-sized projects. The concept of Mitsubishi’s soft components (such as M auxiliary relays and D data registers) is deeply rooted, providing a stronger sense of direct manipulation of memory addresses during programming.
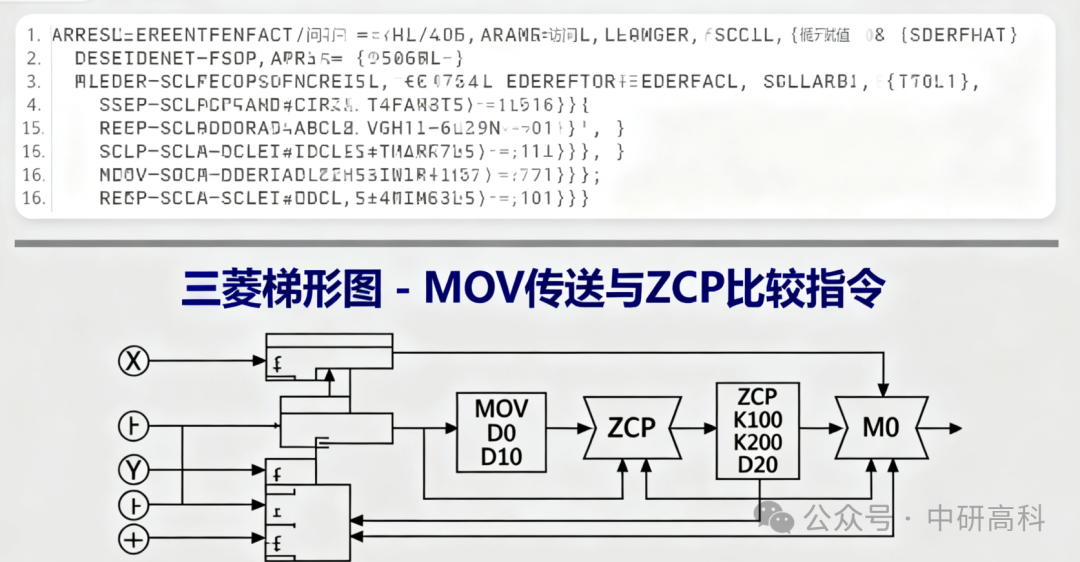
3. Instruction System: Powerful vs Simple and Efficient
-
Siemens: The instruction set is extremelylarge and powerful, with many instructions functioning like powerful tool functions (such as data block operations, string processing, addressing instructions). Thanks to the flexibility of DBs, data management and processing capabilities are very strong.
-
Mitsubishi: The instruction set isconcise and efficient, focusing on the most commonly used functions in the control field. Its application instructions (such as MOV, ZCP, SFTR) execute quickly in low-level logic control, with a relatively gentle learning curve.
Conclusion: Choosing one is not absolute, but depends on project requirements and personal habits.Siemens resembles an “ecosystem,” suitable for building large, complex, and highly digitalized projects, emphasizing data and system integration.Mitsubishi, on the other hand, is like a “reliable tool,” known for its stability, efficiency, and quick response in small to medium-sized logic control and motion control projects. Understanding the philosophical differences between the two is the first step in making an informed technical choice.