Since the successful introduction of lithium-ion batteries (LIB) into the market 30 years ago, LIB has become the preferred energy storage solution in modern portable consumer electronics such as laptops, smartphones, and tablets. Additionally, as the most attractive battery technology for pure electric and hybrid vehicles, LIB is widely used in both private and industrial applications. Therefore, given the extensive use of lithium-ion batteries, it is necessary to recycle and reuse their components. Furthermore, waste lithium-ion batteries typically contain 5-20% cobalt (Co), 5-10% nickel (Ni), 5-7% lithium (Li), and 5-10% other metals (copper (Cu), aluminum (Al), iron (Fe), etc.). Considering the economic value of high nickel, copper, or cobalt content, it is also essential to recover components from lithium-ion batteries. Moreover, the recycling process is the only option for reintroducing end-of-life (EOL) batteries and their components into the economic cycle, which can reduce the demand for primary raw materials and enhance the acceptance of pure electric and hybrid vehicles. However, the complexity of LIB, along with its diverse components, battery chemistry, and aging mechanisms, presents certain challenges for recycling. The development of next-generation batteries will lead to even more complex mixtures of battery waste, thereby increasing the demand for universal and flexible recycling processes. Additionally, compared to lead-acid batteries, only large quantities of metals such as nickel or cobalt can provide economic feasibility for LIB recycling. So far, the main methods applied are pyrometallurgical and hydrometallurgical processes, or a combination of both, to handle current battery chemistries, and a closed-loop circular economy has not yet been achieved, as some components such as anodes, electrolytes, or binders are still not recycled.
In this review, the authors outline the latest technologies for LIB recycling, covering topics such as regulations in various countries, processing, transportation, and current technologies applied in research and industrial recycling processes. Additionally, the authors conduct a rigorous assessment of different types of next-generation battery chemistries and emerging recycling methods.
【Content Details】
1. Regulatory Framework
The authors discuss the current regulatory content of battery recycling from four aspects.
1.1. Recycling Regulations
The authors believe that legislation plays a crucial role in controlling the recycling and utilization of any waste. By setting collection rates and recycling efficiency targets, regulating disposal responsibilities and safety requirements, government authorities can contribute to establishing an effective circular economy. An important concept in this regard is Extended Producer Responsibility (EPR), which assigns the responsibility for the treatment of EOL products to producers. The responsibility for product treatment includes both material and financial responsibilities. The physical responsibility refers to ensuring that waste is treated, including collection, transportation, sorting, reuse, recycling, and disposal. These tasks can often be delegated to third parties. Financial responsibility relates to the financing of the aforementioned activities, allowing producers to internalize waste treatment costs and incorporate them into their pricing. Regulations regarding EOL battery treatment vary by country/region. Here, the authors mainly introduce the legislation of the three largest battery markets: the European Union, the United States, and China, as shown in Table 1.
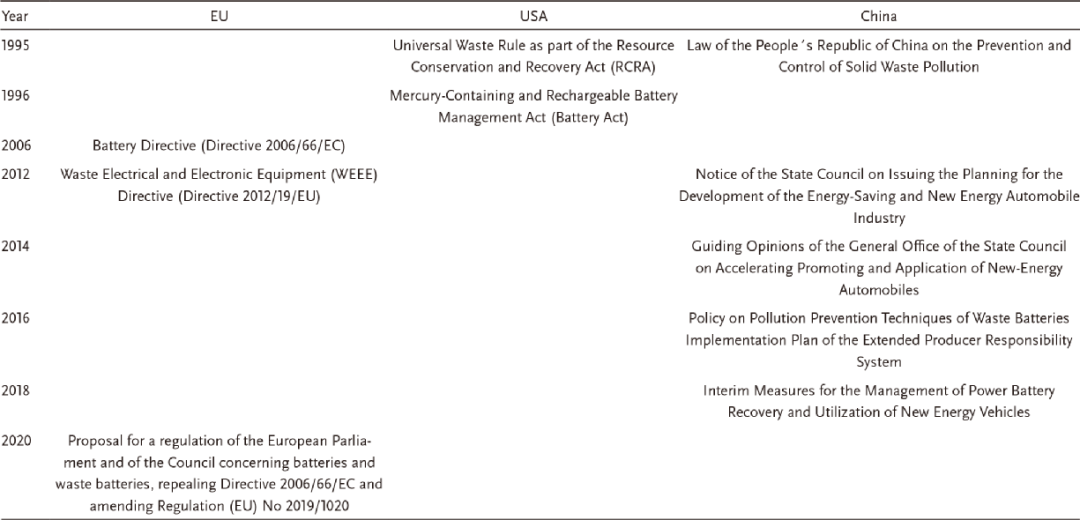
Table 1
1.2 Material Collection and Sorting
Here, the authors discuss some key elements of battery recycling. First, establishing an effective EOL battery collection system is a critical element of a successful recycling strategy. The recycling rate determines the number of waste batteries entering the recycling stream, thus having a decisive impact on the economic and ecological output of the entire recycling system. One of the main challenges in establishing high-performance collection infrastructure is the heterogeneity of battery types available in the market. The widespread application of LIB has led to a variety of battery designs, with different capacities, shapes, sizes, and chemical compositions. Due to these significant market differences, it is necessary to establish different types of collection systems. Smaller household batteries in electronic devices can be collected in containers at retail partners and manufacturer locations, while larger modules collected from electric vehicles and SBES devices require disassembly and must be handled by trained personnel. Currently, only a small portion of the electronic waste generated each year is collected and properly recycled. Therefore, to ensure effective battery recycling, it is necessary to maximize the collection rates of waste batteries and electronic waste, thereby optimizing the utilization of available resources. Additionally, appropriate structures for collecting and recycling larger battery modules should be installed early to prepare for the rapidly growing electric vehicle and SBES markets.
Another approach is direct recycling, which aims to recover cathode materials that still have usable forms. This method has a relatively low environmental impact due to the reduced number of further processing steps required for re-synthesizing cathode materials and is currently the only method that can generate significant value from used LFP and LMO cathodes. However, a major drawback of direct recycling is that the process requires a single type of cathode as input to recover high-quality materials. Another option is to classify batteries directly at the recycling facility. Since not all recycling facilities can handle every type of battery, this may lead to additional transportation routes.
The third option is to establish decentralized pre-treatment infrastructure. Classification of battery types and other processes, such as battery deactivation, removal of casings, and other physical separation methods, can be applied as pre-treatment to achieve early separation of material flows, minimizing transportation costs and improving overall battery recycling efficiency.
Moreover, since the chemical composition of batteries is not visible from the outside, appropriate labeling is a prerequisite for battery classification. In addition to basic information about battery types and chemical compositions, labels may also contain data about manufacturers, manufacturing dates, and battery usage. This information can facilitate effective classification and significantly enhance safety when handling waste batteries.
1.3 Transportation and Handling
The high energy density and the presence of toxic and flammable substances pose significant safety risks when handling and transporting LIB. One of the most severe dangers is thermal runaway, which can be described as a series of uncontrolled exothermic reactions initiated by the initial overheating of battery cells, depending on the age of the battery in use. Therefore, legislators have established specific safety requirements for the transportation and handling of newly produced and EOL LIB. Different national and international laws impose restrictions on transportation quantities, safety packaging specifications and sizes, labeling requirements, and safety testing protocols.
1.4 European Battery 2030+ Initiative
As shown in Figure 1, the Battery 2030+ roadmap suggests research actions to fundamentally change the way ultra-high-performance, durable, safe, sustainable, and affordable batteries are discovered, developed, and designed for practical applications.
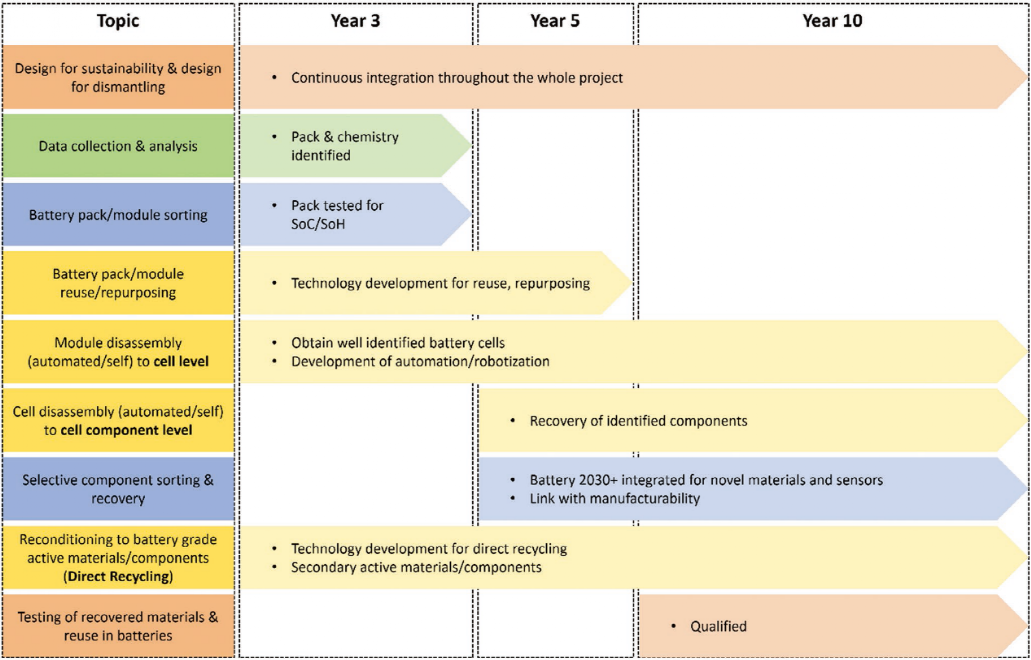
Figure 1
2. Advanced Recycling Technologies
The authors discuss advanced battery recycling technologies from five aspects.
2.1 Pre-treatment
The processing of lithium-ion battery modules includes two main processes: discharging and disassembly of the battery modules. Batteries are discharged before manual disassembly, primarily to ensure personnel safety and eliminate the risk of electric shock. Battery disassembly mainly involves disconnecting cables, battery cells, frames, electronic devices, and other major components. Typically, thermal pre-treatment methods are applied to safely deactivate the flammable components of the battery’s electrolyte before disassembly. After disassembly, mechanical pre-treatment is first required. Mechanical pre-treatment is used to break down the battery and separate specific components into several streams, primarily focusing on separating metal particles (casings, copper foils, and aluminum foils) and concentrating black mass, which is a mixture of active materials from the positive and negative electrodes and is the most valuable component of the battery. Therefore, mechanical pre-treatment primarily aims to achieve maximum recovery and separation. Subsequently, mechanical processing includes crushing, screening, magnetic separation, fine crushing, and classification processes.
2.2 Hydrometallurgy
There are over 50 companies worldwide involved in the recycling of lithium-ion batteries. However, almost all companies use hydrometallurgical methods to recover components from lithium-ion batteries. The hydrometallurgical recycling of LIB is based on the dissolution of metal components primarily derived from active materials (a mixture of positive and negative electrodes), preferably using inorganic acids, followed by metal separation through solvent extraction, ion exchange, and precipitation. The main recycling products are salts such as NiSO4, CoSO4, and Li2CO3, or products in the form of mixtures produced from NMC and NCA-based precursors. Figure 2 illustrates the traditional hydrometallurgical process flow.
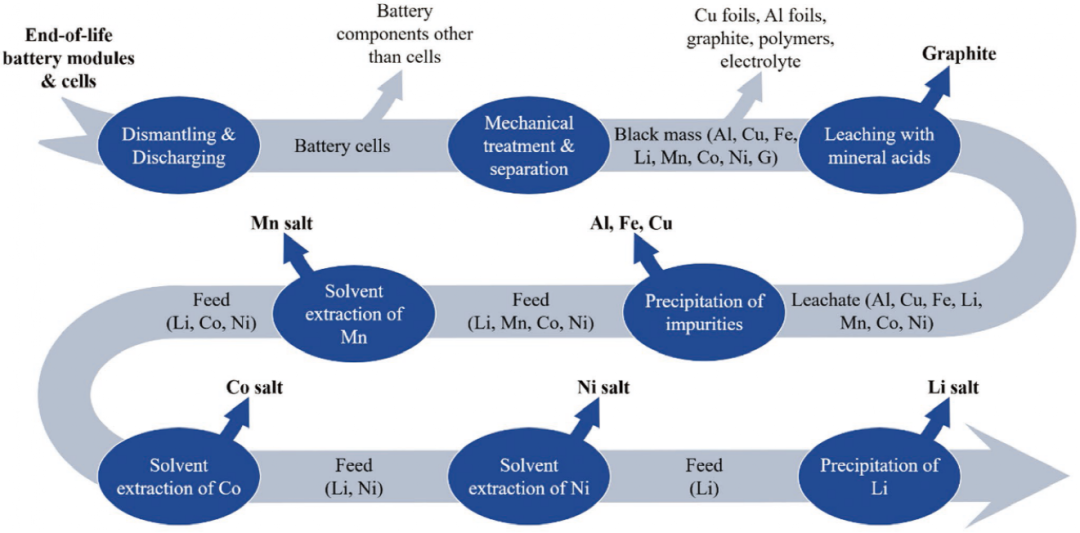
Figure 2
The main advantage of hydrometallurgy is that it can produce new battery precursors from waste with sufficient purity. Although there is a high demand for chemical reagents, hydrometallurgy can reuse many solvents and by-products over several years, thereby minimizing the overall generation of secondary waste. With future battery legislation and the demand for higher material recovery rates, hydrometallurgy is one of the most promising methods to meet these requirements and pave the way for a circular economy in the battery market.
2.3 Pyrometallurgy
The pyrometallurgical method uses high-temperature furnaces to reduce the metal oxide components in LIB to form alloys. Generally, the smelting and roasting/calcination steps are the main procedures in the processing. During this process, the organic and volatile parts of the battery (electrolyte, separator, and binder) are evaporated. While high temperatures for metal recovery lead to more chemical reactions, low temperatures can cause phase changes during the process. Therefore, pyrometallurgical technology depends on factors such as temperature, processing time, type of purge gas, and the addition of fluxes. The process has metal collectors assisting, making it relatively mature compared to other technologies. Additionally, the evaporation and combustion of electrolytes, binders, and plastics are exothermic, reducing the energy consumption required for the process. The products of this process are slag, metal alloys, and gases. Alloys can be further refined through hydrometallurgical processes. Although the loss of parts (electrolytes, salts, plastics, etc.) significantly reduces overall recovery efficiency, the risks of the process itself are minimal. The robustness of this process is very suitable for incompletely classified battery raw materials and does not require special pre-treatment of the batteries.
2.4 Recovery of Specific Components
Here, the authors elaborate on the recovery of graphite anodes, electrolytes, and other methods used to recover cathode materials. The recovery of graphite anodes includes several methods such as pre-treatment, pyrolysis, hydrometallurgy, supercritical, and aqueous treatment. The recovery of electrolytes can be achieved not only through the commonly used evaporation or combustion recovery methods during thermal treatment but also through liquid extraction. Recently, the extraction through subcritical and supercritical media has been proposed as a new method for recovering electrolytes. For cathode materials, in addition to the two methods mentioned earlier, the bioleaching method, which utilizes bacteria to extract metal portions from waste batteries, is a relatively new approach in the recycling field. Additionally, it has been reported that phytoremediation is a method that can extract waste cathode materials from storage and processing sides.
2.5 Differences Between Academic Methods and Industrial Reality
Despite the recent increase in publications on the topic of LIB recycling, most proposed methods are still based on laboratory-scale experiments. While under research conditions, most parameters, chemicals, or processes can be freely chosen, transferring applicability to larger processes may be impossible or at least quite challenging. Particularly in the scaling up of chemicals, such as for leaching, cost and safety must be considered. On the other hand, high energy demands due to high temperatures, long processing times, or high pressures may interfere with the successful scaling of processes. High operational costs related to gas consumption or special components required for extraction are also a concern. Therefore, a critical perspective on laboratory-scale processes and proposed procedures should always accompany these developments. Currently, the main industrial recycling technologies can be categorized into three types: pyrometallurgy, hydrometallurgy, and a combination of both methods. Thus, new battery recycling methods need to be researched.
3. Future Battery Recycling—Current Methods and Challenges, and Key Assessments
In this chapter, the authors introduce next-generation battery systems and corresponding battery recycling technologies, as well as future battery recycling infrastructure.
3.1 Next-Generation Battery Chemistry
The emergence of electric vehicles and new developments in the portable electronics field have driven the growing demand for batteries with higher energy density, faster charging capabilities, and longer cycle life, leading to the emergence of next-generation battery systems. The authors introduce new battery systems including lithium metal systems, lithium-sulfur batteries, and all-solid-state batteries.
3.2 Next-Generation Battery Recycling
As mentioned above, with the emergence of next-generation battery systems and the continuous development of new material concepts and battery designs, the heterogeneity and complexity of raw materials for battery recycling are increasing, posing significant challenges to application processes. To address this issue, two methods are used for battery recycling: design for recycling and direct recycling. The concept of design for recycling is based on considering the final treatment of battery cells during the design phase. The design principles mainly focus on three levels: battery pack and module design, battery design, and material design. The fundamental idea behind direct recycling is to renew or reactivate active materials to restore capacity and property losses during the recycling process, rather than first breaking them down into individual components and then re-synthesizing them. By using standardized battery designs and specific battery chemical compositions, the battery lifecycle can be reset through relithiation and direct recycling.
3.3 Future Battery Recycling Infrastructure
As a result of the discussions on the aforementioned regulatory framework, available recycling methods, and future developments, the authors propose a recycling flowchart shown in Figure 3 as the basis for the development of future recycling infrastructure.
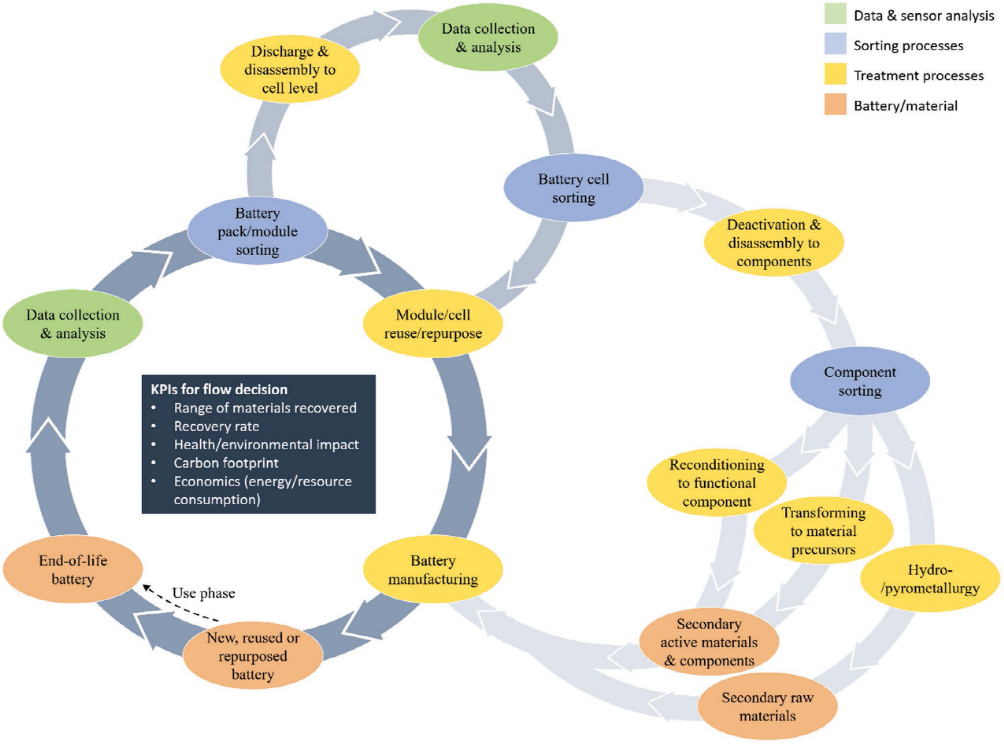
Figure 3
This framework is based on three interrelated cycles. In the first cycle, newly produced batteries first undergo a usage phase. The resulting waste batteries are classified, which can either be used as modules in second-life applications or disassembled into battery-grade materials in the second cycle. Individual batteries are then reclassified and either reused directly based on their condition or enter the final recycling cycle. Additionally, batteries can also be deactivated and disassembled first. The battery components can then be converted into secondary active materials through direct recycling or into secondary raw materials for battery production through classical recycling methods. An important component of this framework is data collection and analysis, which allows for determining the flow direction within the system based on several key performance indicators, including the range of recycled materials, recycling rates, health and environmental impacts, carbon footprint, and economics.
【Conclusion】
The recycling of lithium-ion batteries is an emerging field that may undergo significant changes with process updates. In the early stages, due to a mix of chemical and traceability issues, hydrometallurgy and pyrometallurgy provide the best pathways for recovering metals of interest. Hydrometallurgy achieves recovery rates exceeding 99% for nickel, cobalt, and manganese and can handle the mixed waste streams currently generated. Precursors produced through hydrometallurgy will be partially reintroduced into the market, mixed into new battery components. Alternative methods to hydrometallurgy, such as solvent metallurgy, need to be tested beyond laboratory scale. Their performance on increasingly complex metal matrices and stricter regulations on water usage will likely be the driving forces for their adoption. Newer methods like direct recycling heavily rely on effective classification of battery types, which is based on convenient battery labeling regarding battery chemistry. For lithium metal and lithium-sulfur batteries, the reactivity of materials and side reactions will pose additional safety issues during recycling. Fewer safety issues need to be addressed when handling ASSB. However, mechanical processing and hydrometallurgy will be more challenging compared to current state-of-the-art batteries.
As traceability and collection programs improve, separating metals before actual recycling may become increasingly important, as companies will shift towards direct recycling methods with lower environmental footprints. This transition will heavily depend on the stability of battery chemical compositions and improvements in electrolyte recovery capabilities.
Jonas Neumann, Martina Petranikova, Marcel Meeus, Jorge D. Gamarra, Reza Younesi, Martin Winter, Sascha Nowak, Recycling of Lithium-Ion Batteries—Current State of the Art, Circular Economy, and Next Generation Recycling Adv. Energy Mater., 2022, https://doi.org/10.1002/aenm.202102917
Research Group of Zhang Rufen, Tsinghua University, “Adv. Opt. Mater.”: Ion-Embedding and De-Embedding Electrochromic Materials
2021-12-21
Professor Liu Mingxian’s team at Tongji University: Supercapacitors with 93.1% energy retention after 1 million cycles and energy density of 128Wh/kg
2021-12-20
University of Tennessee & Oak Ridge National Laboratory Nano Letters: Zinc batteries not done right, separators may not be useful!
2021-12-16
Ferdi Schüth et al. Angew.: Overcoming a century-old problem, continuous mechanical catalytic synthesis of ammonia at room temperature and pressure!
2021-12-13
Nature Catalysis: CO2 to produce high-purity, high-concentration liquid fuels!
2021-11-21
Wuhan University of Technology’s Cao Yuancheng and Huazhong University of Science and Technology’s Mai Liqiang “Small” cover paper: Expected to break through the bottleneck of high-performance electrochemical energy storage
2021-11-03
ESM: The impact of electrode crosstalk on thermal release of lithium-ion batteries under thermal abuse scenarios
2021-10-28
Lithium doping anomalously suppresses oxygen activity in P2 phase layered cathode materials
2021-10-19
Jeff Dahn’s research group: To do well with cobalt-free nickel-rich core-shell materials, how to burn is crucial!
2021-10-14
The rise of silicon anode materials, starting with today’s article in Science!
2021-09-24
500Wh/kg organic solid-state lithium battery route
2021-09-01
Dual heterojunctions induce efficient active sites to promote electrocatalytic hydrogen production
2021-08-26