In the semiconductor manufacturing process,the quality of ultra-pure water (UPW) directly affects the yield and reliability of chips. A single speck of dust can ruin a wafer worth thousands, and trace ions or organic substances in the water can lead to device failure. How do semiconductor factories transform ordinary tap water into ultra-pure water?
1. Why do semiconductors need ultra-pure water?
The requirements for water quality in semiconductor manufacturing are extremely stringent:
-
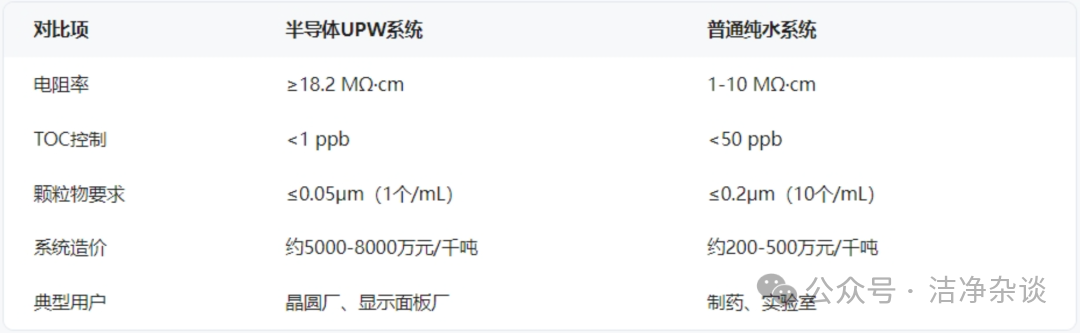
Resistivity > 18.2 MΩ·cm (almost free of any ions)
-
TOC (Total Organic Carbon) < 1 ppb (100,000 times cleaner than mineral water)
-
Particles < 1 count/mL (particle size ≥ 20.05μm)
-
Bacteria < 0.001 CFU/mL (close to sterile conditions)
If the water quality does not meet standards:
-
Metal ions can cause circuit short circuits or gate oxide layer failures.
-
Particles can lead to lithography defects or etching anomalies.
-
Organic substances can affect thin film deposition quality.
2. Ten Core Process Steps of Semiconductor Pure Water Systems
Step 1: Pre-treatment of Raw Water (Removal of Suspended Solids)
-
Core Equipment: Multi-media filter (quartz sand + anthracite)
-
Key Role: Remove particles > 10μm such as silt and rust.
-
Control Indicator: Turbidity < 0.1 NTU
-
Maintenance Points: Daily backwashing, replace filter media annually.
Industry Trivia: Some wafer fabs use a “dual-media filter,” with the upper layer using low-density anthracite (to capture larger particles) and the lower layer using high-density quartz sand (to capture smaller particles), improving filtration efficiency by 30%.
Step 2: Activated Carbon Adsorption (Removal of Residual Chlorine/Organic Substances)
-
Core Equipment: Coconut shell activated carbon filter
-
Key Role: Adsorb residual chlorine (< 0.01 ppm) and some organic substances.
-
Critical Risk: If residual chlorine enters subsequent systems, it will corrode the RO membrane!
-
Maintenance Points: Replace activated carbon every 6-12 months.
Step 3: Softening Treatment (Removal of Calcium and Magnesium Ions)
-
Core Equipment: Sodium ion exchange softener
-
Key Role: Reduce hardness to < 1 ppm (as CaCO₃).
-
Principle: Ca²⁺/Mg²⁺ exchanges with Na⁺ on the resin.
-
Regeneration Method: Wash the resin with saturated saltwater (NaCl).
Step 4: Precision Filtration (Security Filtration)
-
Core Equipment: 5μm polypropylene (PP) filter cartridge
-
Key Role: Protect the RO membrane from being scratched by small particles.
-
Replacement Standard: Pressure difference > 0.1 MPa or replace every 3 months.
Step 5: First Stage Reverse Osmosis (RO)
-
Core Equipment: Polyamide composite RO membrane
-
Key Role: Remove over 98% of ions and organic substances.
Operating Parameters:
-
Operating Pressure: 10-15 bar
-
Desalination Rate: ≥ 97%
-
Recovery Rate: 75% (25% concentrate discharge)
Step 6: Second Stage Reverse Osmosis (Double Insurance Design)
-
Process Configuration: Connected in series with the first stage RO.
-
Core Value: Reduce conductivity to < 5 μS/cm.
-
Special Design: Part of the product water is returned to the first stage RO inlet (to improve recovery rate).
Step 7: EDI Electrodeionization (Replacing Mixed Bed)
-
Core Equipment: Continuous electrodeionization module
Technical Advantages:
-
No acid-base regeneration required (traditional mixed beds need HCl/NaOH).
-
Stable product water resistivity at 15-17 MΩ·cm.
-
Maintenance Points: Replace ion exchange membranes annually.
Step 8: Vacuum Degassing (Removal of Dissolved Oxygen/CO₂)
-
Core Equipment: Vacuum degassing tower
-
Key Role: Reduce dissolved oxygen to < 10 ppb.
-
Principle: Gases escape from water under a vacuum of 50-100 mbar.
Step 9: Ultra-Purification Polishing (Final Refinement)
-
Core Processes:
1. Ultrafiltration (UF): Remove particles larger than 0.01μm.
2. UV Oxidation (185nm UV): Decompose TOC to < 1 ppb.
3. Mixed Bed: Final enhancement of resistivity to 18.2 MΩ·cm.
Step 10: Circulation Distribution System (Ensure Terminal Water Quality)
-
Key Technologies:
-
Double-tube plate heat exchanger: Maintain water temperature at 25+1°C (to inhibit bacteria).
-
Nitrogen sealing: Prevent air pollution.
-
PVDF piping: Ultra-low leachables.
-
Flow rate control: Maintain 1.5-3 m/s (to avoid biofilm growth).
3. Semiconductor Pure Water System vs. Ordinary Pure Water System
4. Three Core Challenges in the Operation and Maintenance of Semiconductor Pure Water Systems
In the daily operation and maintenance of semiconductor ultra-pure water systems, engineers face highly industry-specific technical challenges that directly relate to the stable operation of the system and the quality of the water produced:
1. The Long Battle of Microbial Control
-
Adopt “Ozone + UV +” sterilization strategy:
1. Alternate between 185nm UV and 254nm UV sterilization weekly.
2. Use 0.5ppm ozone for circulation treatment quarterly.
-
Focus on controlling biofilm:
1. Install air filters (0.01μm) in the RO product water tank.
2. Strictly control pipeline flow rate above 2m/s.
2. Precision Removal of Special Pollutants
-
Silicon compound treatment
1. Use a two-stage RO + EDI combination process.
2. Add NaOH before the second stage RO to adjust pH to 10-11.
-
Boron element control:
1. Use boron-selective resin (e.g., Amberlite PWA10).
2. Optimize RO operating pressure to above 20 bar.
3. The Ultimate Pursuit of System Stability
-
Configuration of Triple Guarantees:
1. 100% backup for critical equipment (e.g., high-pressure pumps).
2. Set up emergency ultra-pure water storage tanks (≥ 8 hours of usage).
3. Establish an automatic switching mechanism for abnormal water quality.
-
Implement predictive maintenance:
1. Online monitoring of RO membrane pressure differential changes.
2. Regularly conduct EDI performance degradation tests.
The semiconductor ultra-pure water system represents the pinnacle of water treatment technology, and its development has always been closely linked to advancements in chip manufacturing processes. Each order of magnitude improvement in water quality standards drives breakthroughs in pure water technology. Current industry explorations of new nano-filtration materials, plasma oxidation technology, and AI intelligent dosing systems will continue to push the limits of existing technologies.
Disclaimer: The content and images are sourced from the internet, WeChat public accounts, and submissions from individuals/organizations through public channels. The content is for exchange and reference only. The copyright of the reproduced content belongs to the original author or organization. If there is any infringement, please contact us for removal.