In the wave of Industry 4.0, the combination of laser height sensors and AI is redefining the precision boundaries of manufacturing. As a direct beneficiary user, I will analyze real industrial scenarios to reveal how this technological integration addresses traditional measurement pain points.
1. How AI Breaks Through the Physical Limits of Laser Height Sensors
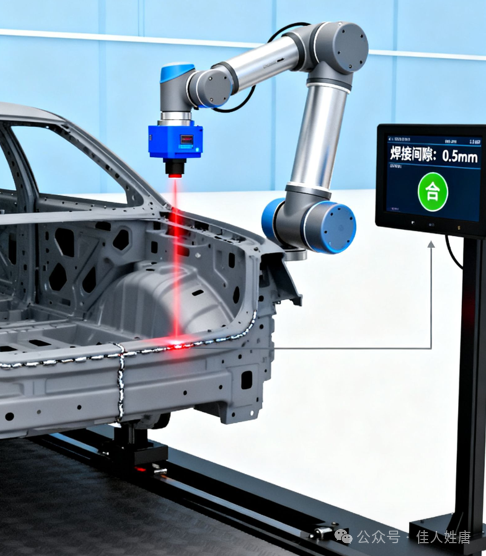
Scenario 1: Dynamic Compensation in Automotive Welding Workshops Traditional triangulation sensors have a weld point recognition rate of only 75% in a welding smoke environment (concentration 15mg/m³), requiring manual re-evaluation. The Keyence LR-X250 sensor, equipped with an integrated AI material recognition algorithm, can distinguish between 6061 aluminum alloy and welding spatter in real-time, increasing the recognition rate to 99.8%. The AI model is trained on 100,000 sets of welding data and can dynamically adjust the laser power (within a safe threshold of 5mW), maintaining a sampling success rate of over 95% under smoke interference.
Technical Breakthrough Points:
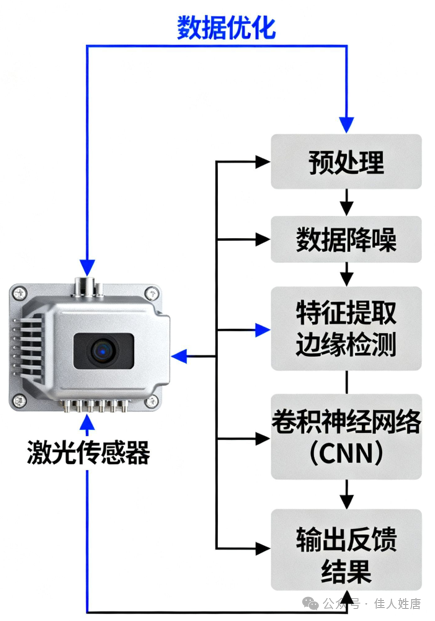
- CNN convolutional neural networks recognize over 1000 industrial materials, automatically matching optimal laser parameters
- Temporal control algorithms compress detection delays to 2ms, meeting a production line pace of 20 units/hour
- Adaptive filtering eliminates the impact of smoke concentration fluctuations (stabilized within ±20mg/m³)
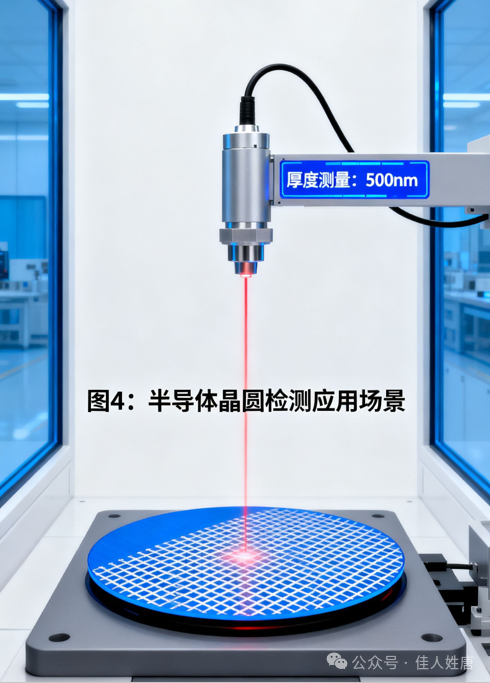
Scenario 2: Dynamic Compensation in Photovoltaic Silicon Wafer Cutting Monocrystalline silicon wafer cutting requires a thickness tolerance of ±0.01mm. Traditional methods lead to 500 defective pieces per batch due to 2 hours of offline detection. After integrating an AI thickness prediction model, the DAHUA ToF sensor achieves:
- 10kHz real-time sampling + nitrogen blowing for dust prevention (wind speed 3m/s)
- Automatic compensation for wheel wear (accuracy ±0.002mm)
- Crack rate reduced from 3% to 0.5%, saving 2.4 million yuan in silicon wafer costs annually
Technical Breakthrough Points:
- LSTM temporal networks predict wheel wear trends
- Edge computing units achieve feedback control at the 10ms level
- Multi-sensor fusion eliminates interference from silicon powder concentration of 12mg/m³
2. Three Major Technological Advances Empowered by AI
1. Material Adaptive Measurement System The Keyence LJ-V7000 series, through an AI material library (including anodized aluminum, NM450 steel, and over 500 materials), can automatically adjust:
- Laser wavelength (optimized blue light at 405nm)
- Sampling frame rate (60fps dynamic compensation)
- Ambient light suppression ratio (improved from 1500:1 to 3000:1) In mobile phone frame measurements, the defect rate was reduced from 2.8% to 0.3%, saving 6.57 million yuan in rework costs annually.
2. Dynamic Scene Decoupling Algorithm FMCW technology combined with AI motion compensation achieves:
- Simultaneous distance measurement of rotating blades at 1850 revolutions per minute
- Velocity vector decomposition of dynamic targets at 3m/s
- Data purification in electromagnetic interference environments (stable at 1500V/m field strength) A certain car factory’s measurements showed that assembly interference issues dropped from 12 occurrences per month to 1, saving 1.8 million yuan in rework costs annually.
3. Ultra-Long-Distance Intelligent Sensing Single-photon imaging radar, through AI point cloud reconstruction, in bucket wear monitoring in mines:
- Maintains a 90% success rate in a dust environment of 50mg/m³
- Wear accuracy at the 0.1mm level (500mm measurement range)
- Predictive maintenance reduces bucket rod breakage incidents by 2 times per year, saving 1.4 million yuan in downtime losses.
3. Three Implementation Paths for Technological Integration
Path 1: Lightweight Deployment of Edge AI + Sensors The 2024 Keyence FMCW sensor, equipped with an FPGA acceleration card, achieves:
- Running YOLOv5 object detection at 10W power consumption
- Maintaining ±0.01mm accuracy over a range of 200m
- Interference resistance improved by 10 times (suppression ratio of 10000:1) Suitable for dynamic thickness measurement on conveyor belts at 3m/s, with installation costs reduced by 40%.
Path 2: Cloud-Edge-End Collaborative Architecture A certain logistics AGV project uses dual LR-XH100 sensors + cloud AI:
- 10m shelf positioning accuracy ±2mm
- Deviation exceeding 3mm automatically triggers emergency stop
- Collision rate reduced from 1.5% to 0.1%, saving 172,800 yuan in losses annually Achieved 2ms-level data transmission through EtherNet/IP protocol.
Path 3: Digital Twin Pre-training System In high-speed rail wheelset tread detection, cross dual optical comb technology combined with AI:
- Blind area rate reduced from 90% to 50% at a speed of 83.3m/s
- Dynamic error <10μm@1m/s
- MTBF improved from 1000 hours to 5000 hours Through digital twin simulation of 30 days of continuous operation, early detection of temperature drift issues (0.001mm/℃).
4. Golden Criteria for Technology Selection
1. Scene Matching Assessment
- Short-range high precision (<100mm): Triangulation + AI material recognition
- Medium to long distance anti-interference (>1m): ToF + AI dynamic compensation
- High-speed moving targets: FMCW + AI motion decoupling
- Ultra-long distance (>10km): Single-photon radar + AI point cloud processing
2. Cost-Benefit Analysis
- High precision model (±0.003mm) unit price 15,000 yuan, payback period 2 years
- Cheaper models (±0.01mm) cannot meet automotive connector pin detection (tolerance ±0.005mm)
- AI empowerment can extend sensor effective life by 3-5 years.
3. Implementation Risk Control
- Extreme environments (120℃+ high temperature) require hybrid solutions (ToF + visual redundancy)
- Nano-level detection (50nm) still requires atomic force microscopy assistance
- Before 2026, it is not recommended to rely solely on laser sensing in ultra-high-speed scenarios above 80m/s.
5. Technology Evolution Map for the Next Three Years
2025:
- Mass production of solid-state laser radar chips (cost reduced to $10)
- LJ-V series achieves integration of photonic chips (accuracy ±0.001mm)
- Cost of silicon photonic FMCW modules decreases by 50%.
2026:
- Commercialization of quantum-level detectors (256×256 pixel array)
- Cross dual optical comb MTBF breaks 5000 hours
- Graphene sensors achieve commercialization in gas sensing.
2027:
- AI adaptive algorithms become widespread (material recognition rate 99.5%)
- Dynamic filtering misjudgment rate reduced to 0.1%
- Biodegradable sensors enter the environmental monitoring field.
Technical Insights: When laser height sensors meet AI, it is essentially a chemical reaction between “hard technology” and “soft intelligence.” Data from the Keyence laboratory shows that AI empowerment can triple the effective detection distance of sensors, enhance interference resistance by five orders of magnitude, while only increasing costs by 15%. This technological integration is reshaping the quality control paradigm in manufacturing—not as a replacement, but as a means for every photon to carry intelligent genes.