
Abstract: The 67° process strategy seems to be an old topic, but have we truly understood the intricacies behind it? This issue features an exclusive contribution from a senior researcher in the field of metal 3D printing abroad, helping us gain a deeper understanding of the logic behind this golden angle.
This article will start from the basic principles of the LPBF laser scanning strategy, deeply analyzing the scientific logic behind the rotation of 67°, including mathematical foundations and physical mechanisms, and combining practical cases to illustrate its performance in different engineering applications, providing a comprehensive and profound technical reference for researchers and engineers in the 3D printing field.
LPBF Laser Scanning Strategy
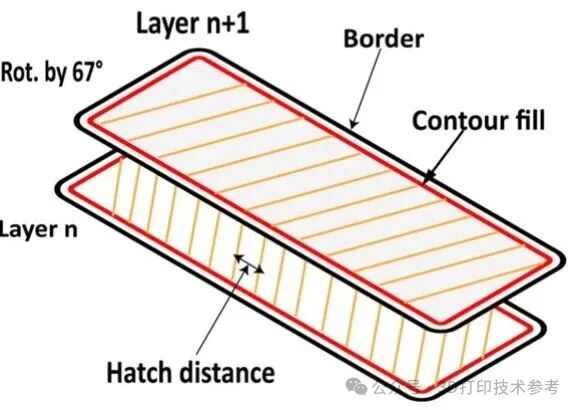
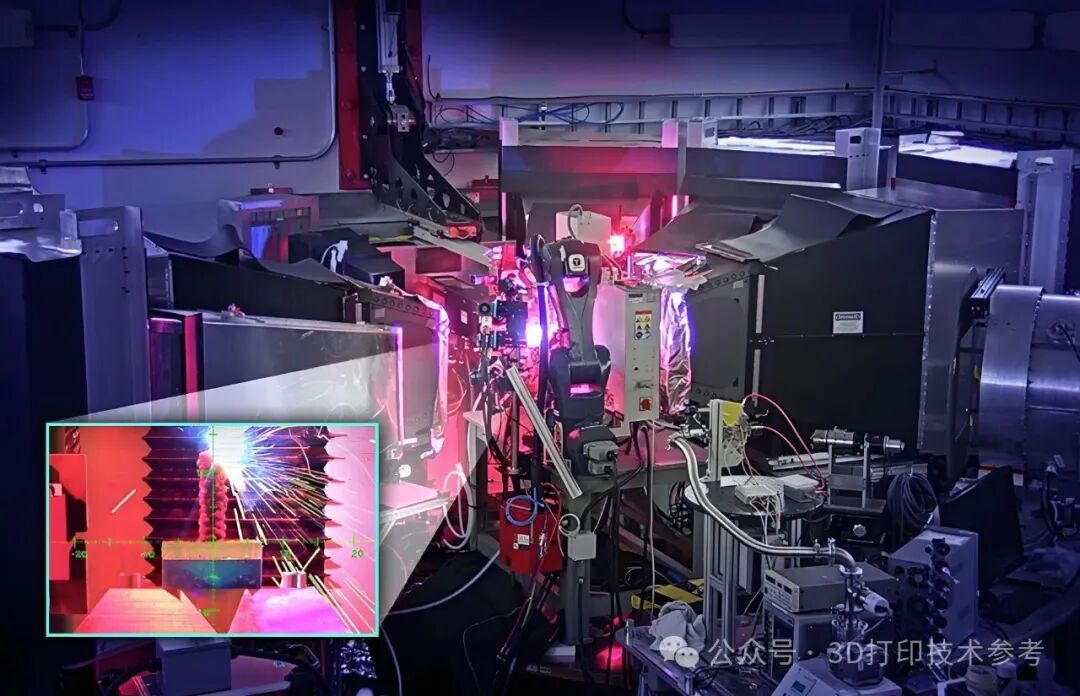
Laser Powder Bed Fusion (LPBF) is a powerful additive manufacturing technology that constructs parts with complex structures by layer-by-layer scanning and melting metal powder using a high-energy laser beam. The choice of laser scanning strategy has a decisive impact on the quality of part formation, primarily involving the path planning of the laser beam during the manufacturing process, including parameters such as laser power, scanning speed, and inter-layer rotation angle. Among these, the 67 degree inter-layer rotation is widely applied in industrial production..
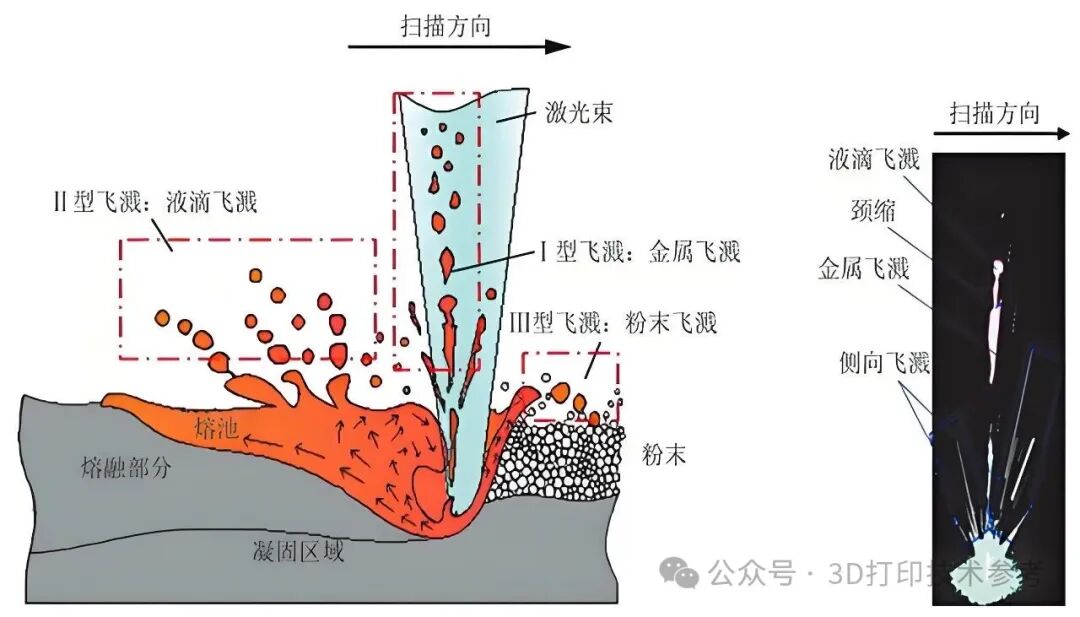
During the LPBF process, the high-energy laser beam interacts with the metal powder to form a melt pool, which has a very high temperature gradient and cooling rate, accompanied by complex melt flow behavior and the cumulative effects of repeated heating and cooling cycles, making it prone to metallurgical defects such as porosity, spattering, spheroidization, and cracking, which can lead to anisotropic microstructures in the final printed components, thereby affecting the mechanical properties and service life of the formed parts.
To address the above issues, researchers both domestically and internationally have widely adopted inter-layer rotation scanning strategies, changing the scanning direction of each layer to disperse horizontal and vertical thermal input, reducing residual stress and deformation in printed parts. Since a certain angle of rotation is required for laser scanning, what is the optimal angle?
If the inter-layer rotation angle is too small, the actual printing process will result in excessive overlap of the laser scanning paths of adjacent layers, which can lead to poor fusion of the metal powder, resulting in decreased strength, cracking, or delamination of the printed structure; conversely, if the inter-layer rotation angle is too large, the overlap between adjacent printed layers will decrease, weakening the bonding force between layers, which may lead to rough surfaces, reduced dimensional accuracy, and even increase the risk of warping and delamination.
The Mathematical Principles and Physical Mechanisms Behind 67°
Why is it 67 degrees, rather than a more intuitive 45 degrees or 90 degrees? The effectiveness of 67 degrees comes from its unique mathematical optimization and physical mechanisms.
Mathematical Optimization
For LPBF, the prime number ’67’ is very suitable as a rotation angle because it cannot be evenly divided by 360°, which means that a very large number of layers must be passed through in the actual printing process before repetition occurs. Specifically, the mathematical advantage of 67° effectively avoids periodic repetition, unlike other angles (such as 30°, 45°, 60° or 90°), 67° ensures that laser energy is approximately randomly distributed in all directions, promoting uniform temperature distribution, effectively preventing the thermal effects generated by laser melting during printing from accumulating along fixed directions, which is beneficial for forming isotropic microstructures in 3D printed parts.
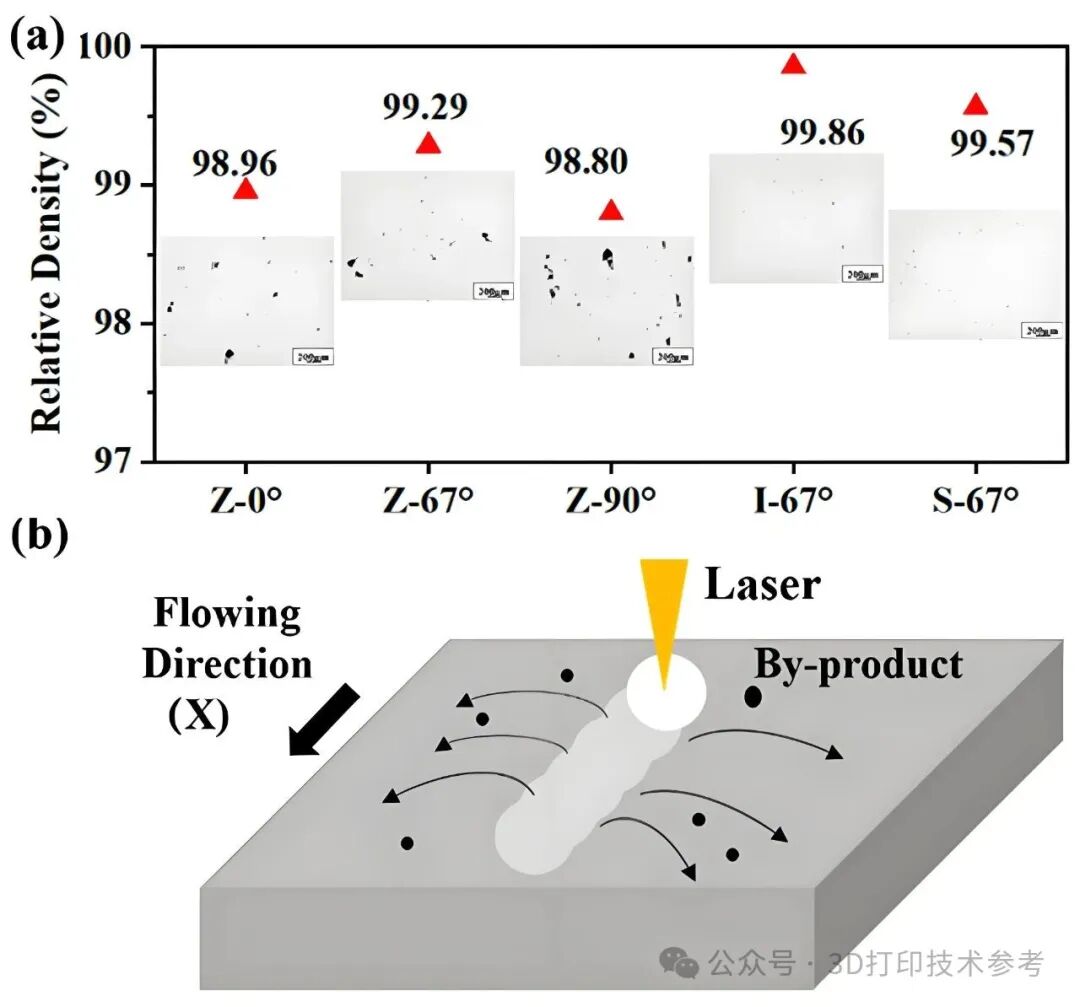
Relative density of samples under different scanning strategies; ( b ) Schematic diagram of the scanning direction parallel to the protective gas flow direction. (From relevant research at South China University of Technology)
Physical Mechanisms
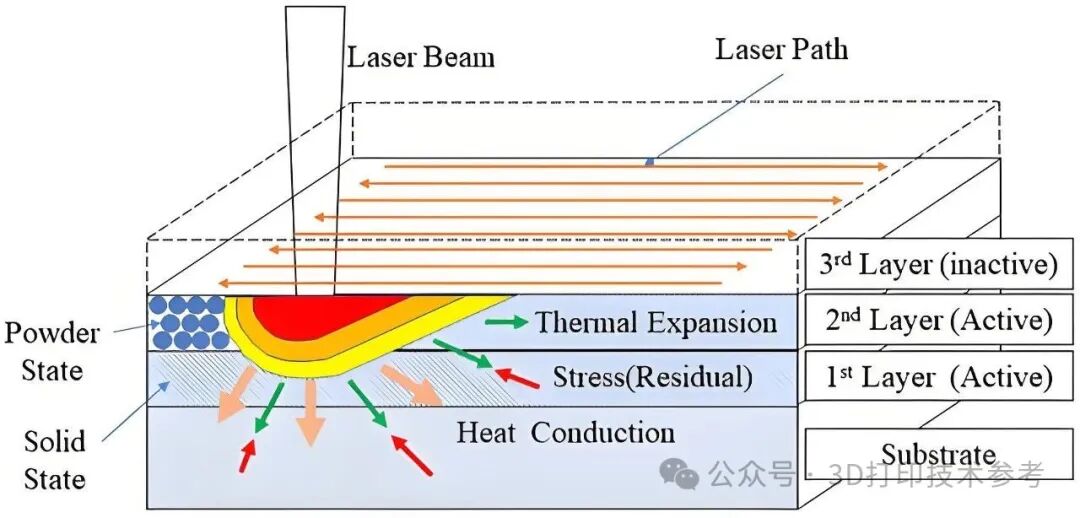
LPBF process involves the interaction of high-energy laser input, the thermal properties of metal powder, and how heat dissipates during the printing process. Depending on the process parameters, a melt pool approximately 50 to 150 microns wide and 10 to 50 microns deep is generated after the laser scans the powder, while the heat-affected zone extends several times the size of the melt pool, affecting the already solidified powder layer. When the laser scanning direction remains unchanged or periodically repeats, the thermal stress generated by laser melting is prone to accumulate along fixed directions, leading to irregular fusion or even porosity defects.
During the solidification of the melt pool in the LPBF process, it is easily influenced by the inherent steep thermal gradients and rapid cooling rates of the LPBF process, forming columnar grains and textures, leading to anisotropic mechanical properties in 3D printed parts. The inter-layer rotation 67 degree strategy disrupts the growth of columnar grains by continuously changing the direction of thermal flow during printing, allowing each layer to experience different angles of thermal gradient, promoting side branch growth and grain refinement, thus enabling 3D printed parts to exhibit isotropic mechanical properties.
Complex thermal cycles during the LPBF process can lead to high residual stresses in 3D parts, and in extreme cases, excessive residual stresses can even cause parts to crack or fail. The inter-layer rotation 67 degree strategy helps to reduce the accumulation of residual stress in a single (fixed) direction by continuously changing the direction of thermal gradients between adjacent printed layers, effectively lowering peak residual stresses and creating a more balanced stress field within the printed parts.
Measurement results from Professor P.J. Withers’ team at the University of Manchester using neutron diffraction technology also indicate that the residual stress values of LPBF stainless steel parts manufactured using the inter-layer rotation 67 degree strategy are approximately 20-30% lower than those of parts manufactured without rotation angles in the scanning direction. Furthermore, the stress distribution of parts produced using the inter-layer rotation 67 degree strategy also exhibits more pronounced isotropic characteristics, ultimately leading to better overall dimensional stability and service reliability of the printed parts.
Performance Validation in Different Engineering Practices
In industries where LPBF technology is widely applied, the inter-layer rotation 67 degree strategy plays a key role in solving practical problems. Although the specific advantages of the 67° rotation strategy may vary depending on different materials and actual part shapes, it does not hinder its unique value in every application scenario.
So, what value has this strategy brought in different fields such as industrial molds, aerospace, and medical devices?
Industrial Molds
Since industrial molds (such as injection molds, stamping molds, and cutting tools) are often required to operate under harsh conditions of high stress and high temperature, they have high demands for dimensional stability and wear resistance. Tool steels typically form martensitic microstructures during the LPBF manufacturing process, but their morphology and distribution can be easily influenced by the laser scanning direction. Fixed direction (without selective angle) scanning can easily lead to the directional arrangement of martensitic laths, resulting in anisotropic hardness distribution. After adopting the inter-layer rotation 67 degree strategy, the distribution of martensitic laths becomes more random, thus hardness distribution becomes more uniform, and this improvement is not only reflected in static hardness tests of the molds but, more importantly, the molds also exhibit more consistent wear performance during actual use.
Additionally, as mentioned earlier, the inter-layer rotation 67 degree strategy is beneficial for uniform heat distribution, which is crucial for the performance of conformal cooling channels inside molds (a significant advantage of additive manufacturing in tool manufacturing). Since the internal structure of conformal cooling channels is usually quite intricate and prone to deformation during printing, the uniform heat distribution brought by the rotation 67 degrees helps maintain the accuracy of the shape and size of the conformal cooling structure.

Aerospace
The inter-layer rotation scanning strategy is widely applied in 3D printing aerospace structural components, such as turbine blades, supports, and lightweight load-bearing structures. For example, titanium alloy turbine blades manufactured using traditional unidirectional non-selective scanning methods are prone to significant anisotropy. During service, the blades must withstand complex multi-axial loads, and this anisotropic distribution of mechanical properties may become a potential source of failure. Research shows that the radial and circumferential tensile performance differences of blades manufactured using the inter-layer rotation 67° strategy can be controlled within 5%, significantly improving the level of isotropy compared to unidirectional scanning processes, thereby enhancing the overall reliability of the structure.
More importantly, the inter-layer rotation 67 degree strategy exhibits outstanding performance in high-cycle fatigue. The initiation and propagation of fatigue cracks are often influenced by the uneven microstructure and concentrated textures of the parts. The inter-layer rotation 67° strategy weakens the formation of strong textures by continuously changing the direction of thermal gradients, randomizing grain orientations, and promoting a more uniform grain structure. This microstructural feature not only helps reduce crack initiation but also forces crack propagation paths to be more tortuous, significantly extending the fatigue life of 3D printed parts.

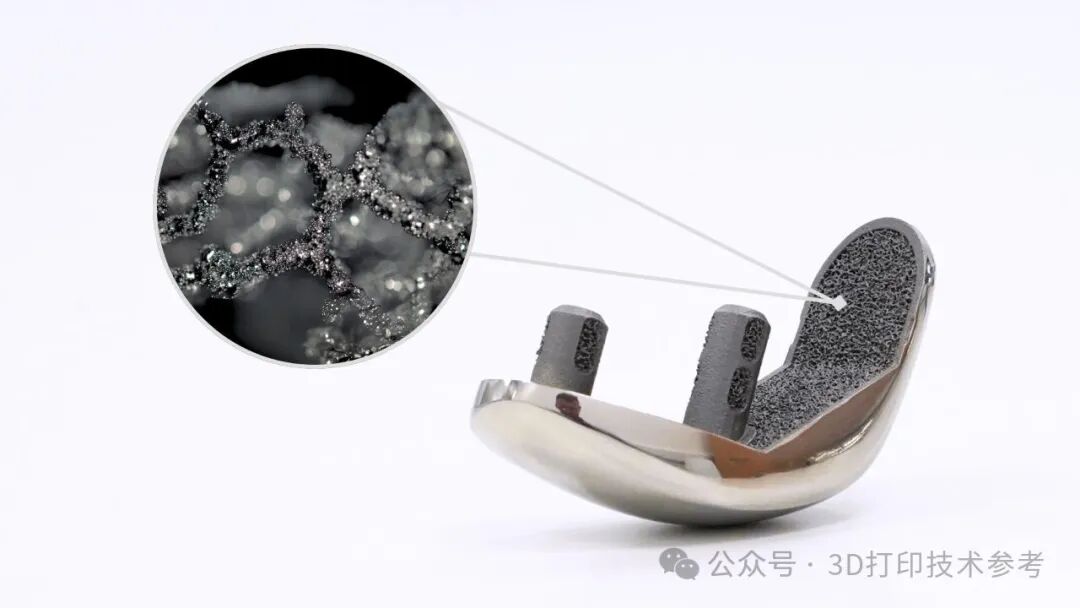
Medical Devices
In the field of medical devices, the inter-layer rotation 67° strategy is mainly used to improve the surface quality and biocompatibility of 3D printed parts. For example, the micro-morphology of titanium alloy orthopedic implants has a significant impact on the bone integration process. The use of the 67° rotation strategy can optimize microstructural uniformity, making the grains finer and more equiaxed, thereby indirectly improving the surface characteristics of printed parts. This uniform grain structure also facilitates subsequent surface treatments, such as machining, polishing, or surface modification.
Conclusion
The widespread use of the inter-layer rotation 67 degree strategy in laser powder bed fusion is not coincidental, but a model of optimization at the intersection of mathematics, physics, and metallurgy. Future explorations of scanning strategies will surely move from fixed rotation angles to dynamic adaptive intelligent control, achieving better quality parts in actual production and further unleashing the potential of 3D printing.#AdditiveManufacturing #3DPrinting
Note: This article is created by 3D Printing Technology Reference and is not authorized for reproduction without contact..Welcome to share
Industry expert exchange group Q group:248112776
Further Reading:
1. Desktop Metal undergoes strategic transformation, selling binder jetting 3D printing technology assets for $7 million.
2. This comprehensive solution is hard to refuse for supporting ceramic 3D printing research and production!
3. Apple officially incorporates 3D printing technology into its supply chain; which companies are likely to obtain the “golden key” in the 3C industry?
4. How to successfully predict the production results of 3D printing? Here is a tutorial!