1. Introduction and Research Background
-
Importance of Full-Welded Ball Valves: Widely used in long-distance pipelines and critical devices in the oil, natural gas, and chemical industries, their safety, sealing, and durability are crucial. Once welding defects occur in the valve body, catastrophic consequences may ensue.
-
Challenges in Welding Processes: Welding is a complex transient process involving electricity, heat, force, and metallurgy. Process parameters (such as current, voltage, welding speed, groove type, interlayer temperature, etc.) directly affect residual stress, deformation, microstructure, and mechanical properties.
-
Limitations of Traditional Methods:
-
Experimental Methods: Process evaluation through “trial and error” is costly, time-consuming, and difficult to find a global optimal solution.
-
Numerical Simulation Methods (e.g., Finite Element Analysis – FEA): While capable of detailed simulation of the welding process, the computational load is enormous, with a single simulation potentially taking hours or even days, making it unsuitable for optimization processes requiring numerous iterations.
-
Necessity of Research: Therefore, developing an efficient and high-precision optimization strategy to obtain optimal welding process parameters at minimal cost holds significant engineering and economic value.
2. Overview of Core Methods and Technologies
Importance of Full-Welded Ball Valves: Widely used in long-distance pipelines and critical devices in the oil, natural gas, and chemical industries, their safety, sealing, and durability are crucial. Once welding defects occur in the valve body, catastrophic consequences may ensue.
Challenges in Welding Processes: Welding is a complex transient process involving electricity, heat, force, and metallurgy. Process parameters (such as current, voltage, welding speed, groove type, interlayer temperature, etc.) directly affect residual stress, deformation, microstructure, and mechanical properties.
Limitations of Traditional Methods:
-
Experimental Methods: Process evaluation through “trial and error” is costly, time-consuming, and difficult to find a global optimal solution.
-
Numerical Simulation Methods (e.g., Finite Element Analysis – FEA): While capable of detailed simulation of the welding process, the computational load is enormous, with a single simulation potentially taking hours or even days, making it unsuitable for optimization processes requiring numerous iterations.
Necessity of Research: Therefore, developing an efficient and high-precision optimization strategy to obtain optimal welding process parameters at minimal cost holds significant engineering and economic value.
The core of this research is to replace the high computational cost of finite element simulation with a low-cost surrogate model and employ a highly efficient hybrid optimization algorithm for optimization on the surrogate model.
2.1 Combined Surrogate Models
-
Objective: To overcome the issues of insufficient accuracy and poor generalization capability that a single surrogate model may have.
-
Commonly Used Models:
-
Kriging Model: Excels in interpolation and can provide estimates of prediction error, suitable for highly nonlinear problems.
-
Radial Basis Function Model (RBF): Has good fitting capabilities for nonlinear problems.
-
Polynomial Response Surface Model (PRS): Simple structure, suitable for low nonlinearity problems.
-
Combination Strategy: Uses a weighted average method to integrate the predictions of multiple individual surrogate models. Weights can be dynamically assigned based on each model’s performance on the validation set (e.g., leave-one-out cross-validation error). The formula can be expressed as:
<span>Y_ensemble = Σ (w_i * Y_i)</span>, where<span>Σ w_i = 1</span>. -
Advantages: Combines the strengths of each model to improve prediction accuracy and robustness.
2.2 IPSO-GA Hybrid Optimization Algorithm
-
Particle Swarm Optimization (PSO): Its advantages include strong global search capability and fast convergence, but it is prone to getting stuck in local optima in later stages.
-
Genetic Algorithm (GA): Its strengths lie in maintaining population diversity through crossover and mutation operations, with strong local fine search capabilities, but slower convergence speed.
-
IPSO-GA Improvement Strategy:
-
Improved PSO (IPSO): Introduces inertia weight decay strategies and contraction factors to balance global and local search capabilities.
-
Hybrid Mechanism: After running the IPSO algorithm, the better individuals from the PSO population are used as the initial population for GA.
-
Co-evolution: Utilizes GA’s crossover and mutation operations to deeply explore the output results of PSO, avoiding premature convergence and finding the global optimal solution.
Advantages: Combines the fast convergence of PSO with the powerful exploration capabilities of GA, resulting in superior global optimization performance.
3. Technical Route and Implementation Plan
Phase One: Problem Definition and Data Sampling
-
Define Optimization Objectives: For example, minimize welding residual stress (especially circumferential stress), minimize welding deformation, or achieve multi-objective optimization.
-
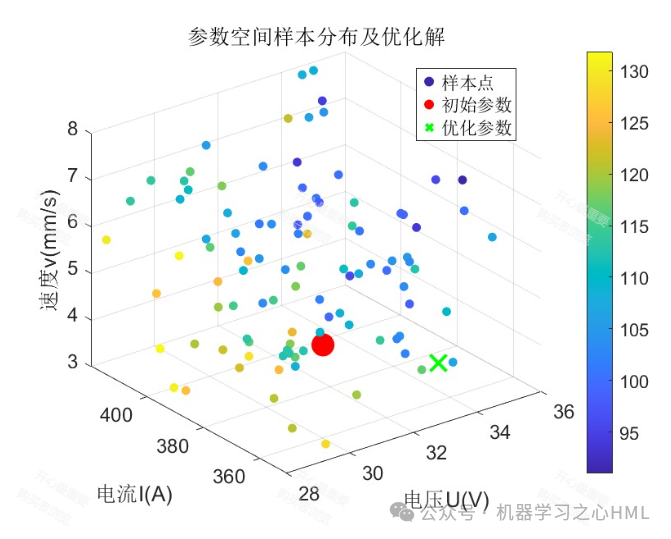
Identify Design Variables: Determine key welding process parameters, such as: current (I), voltage (U), welding speed (V), preheating temperature (T_pre), interlayer temperature (T_inter), etc.
-
Design of Experiments (DOE): Use Latin Hypercube Sampling (LHS) to generate a limited number (e.g., 50-100) of sample points within the design space. LHS ensures that sample points are evenly distributed, maximizing representation of the entire design space.
Phase Two: High-Fidelity Finite Element Computation
-
Run Sample Point Simulations: Input the process parameters corresponding to the sample points generated in the first phase into the finite element model for computation, obtaining the target response values (e.g., maximum stress, deformation) for each sample point.
-
Data Collection: Organize to form a
<span>[Input Variables, Output Responses]</span>dataset for constructing the surrogate model.
Phase Three: Constructing and Validating Combined Surrogate Models
-
Dataset Partitioning: Randomly divide the dataset into a training set (80%) and a testing set (20%).
-
Construct Individual Surrogate Models: Use training set data to construct Kriging, RBF, PRS, and other models.
-
Model Validation and Weighting: Calculate the prediction accuracy of each model using the testing set (commonly using R², RMSE, and other metrics). Assign weights to each model based on accuracy metrics to construct the final combined surrogate model.
-
Validate Combined Model: Ensure that the prediction accuracy of the combined model meets requirements (R² > 0.9) before it can replace the expensive FEA model.
Phase Four: IPSO-GA Algorithm Optimization
-
Set Algorithm Parameters: Set the population size, iteration count, crossover rate, mutation rate, etc., for IPSO and GA.
-
Run Optimization: Use the combined surrogate model as the objective function and run the IPSO-GA algorithm for optimization. The algorithm evaluates millions of times on the surrogate model, while the actual computational cost is extremely low.
-
Obtain Optimal Solutions: After convergence, the algorithm outputs one or more optimal combinations of process parameters.
Phase Five: Validation and Conclusion
-
FEA Validation: Substitute the optimal process parameters obtained from the optimization algorithm into the original high-fidelity finite element model for a validation computation.
-
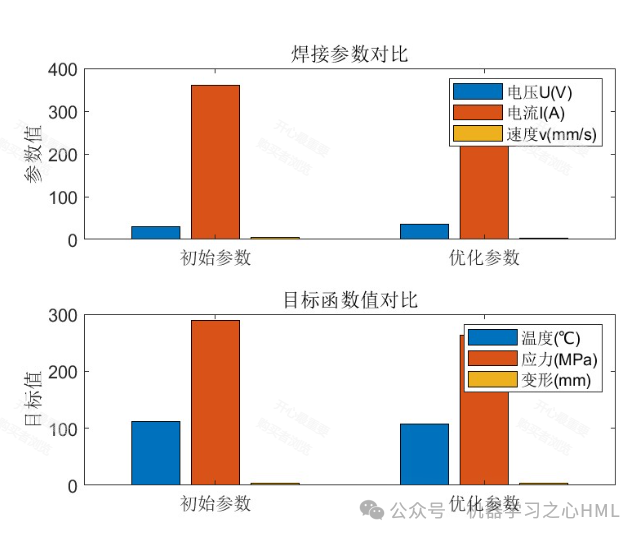
Result Comparison: Compare the results of stress, deformation, etc., before and after optimization to quantify the optimization effect.
-
Draw Conclusions: Summarize the effectiveness, advantages, and practical value of this method.
5. Conclusion
This study combines combined surrogate models with the IPSO-GA intelligent optimization algorithm to construct a powerful digital optimization platform. This platform can efficiently perform global optimization of welding process parameters for full-welded ball valves at extremely low computational costs, significantly improving product quality and reliability while greatly reducing R&D costs and cycles, holding important theoretical significance and engineering application prospects.
Code Access
Code Access (non-charitable, please do not disturb)