Scientific Insights: Focused on the forefront of science, conveying academic dynamics, interpreting scientific progress with a rigorous perspective, exploring unknown fields, and aiding the path of scientific exploration.
1. Introduction
Multimaterial heterogeneous structures are considered to have great potential to break the strength-ductility trade-off. This study prepared bimetallic hierarchical structures (BHSs) of different proportions of hot work tool steel RMD535 and martensitic stainless steel RMD650 using directed energy deposition-arc/wire (DED-Arc/wire) technology with alternating deposition by dual robots. The microstructural evolution and interface characteristics were studied using optical microscopy (OM), scanning electron microscopy (SEM), X-ray diffraction (XRD), energy dispersive spectroscopy (EDS), and electron backscatter diffraction (EBSD) techniques. Mechanical properties were explored through hardness testing, loading-unloading-reloading tensile tests (LUR), and fracture morphology analysis. Additionally, the heterogeneous deformation mechanisms affecting strength and ductility were discussed by combining digital image correlation (DIC) methods, heterogeneous deformation induced (HDI) stress, and geometrically necessary dislocations (GNDs) calculations.
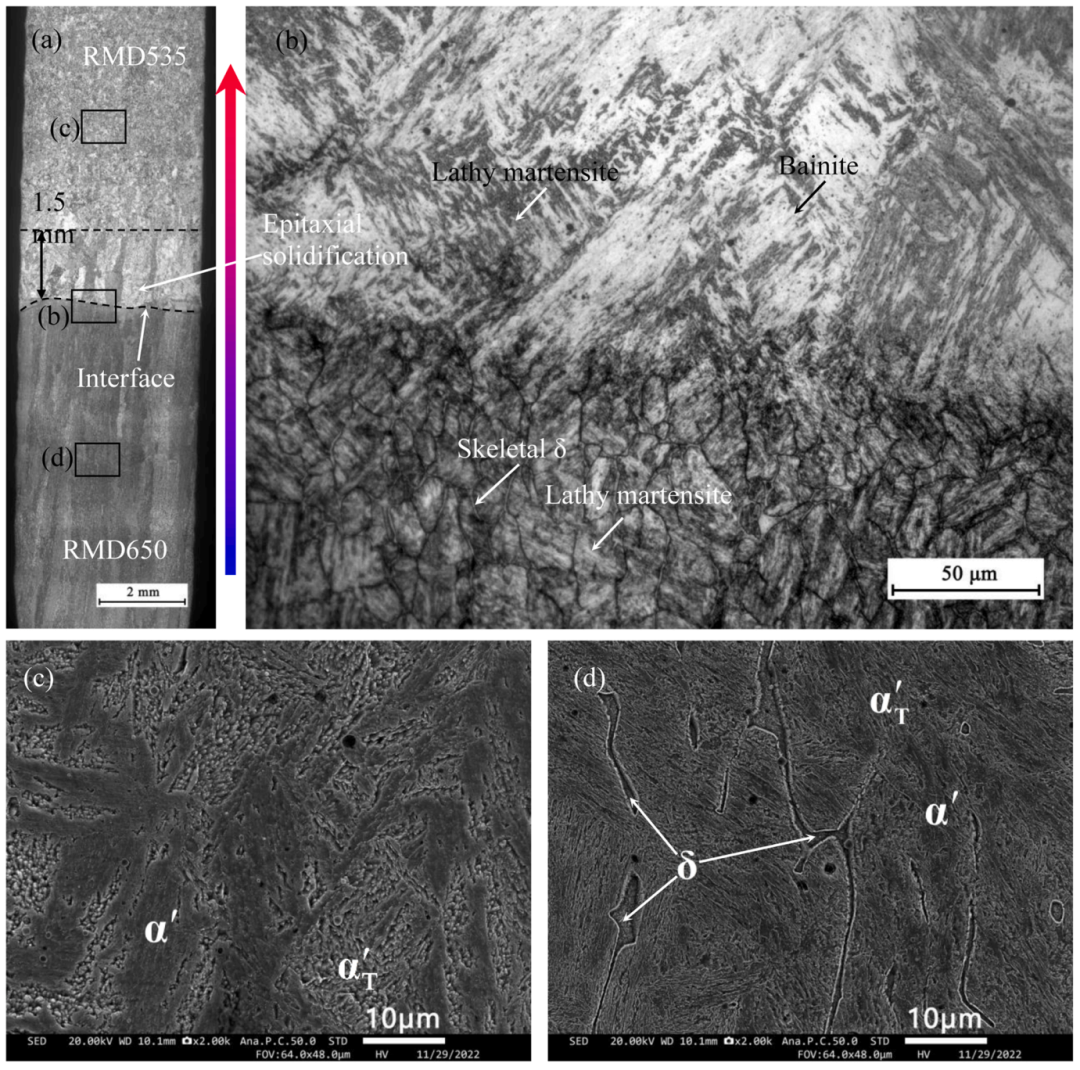
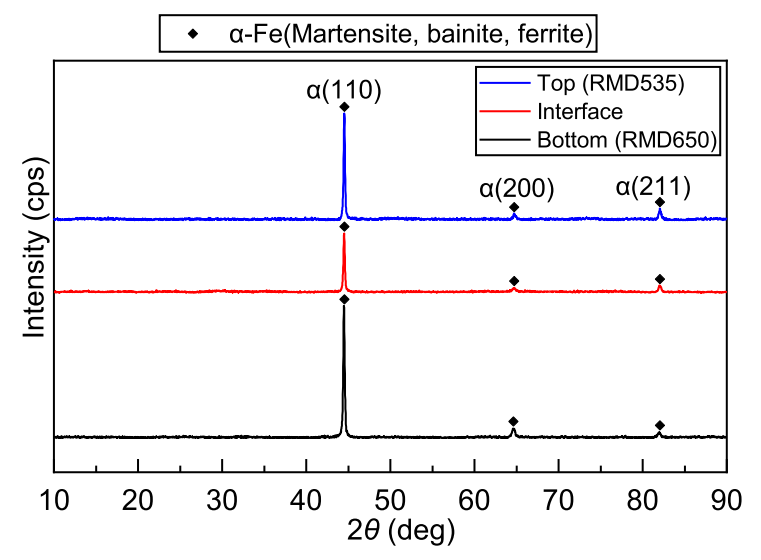
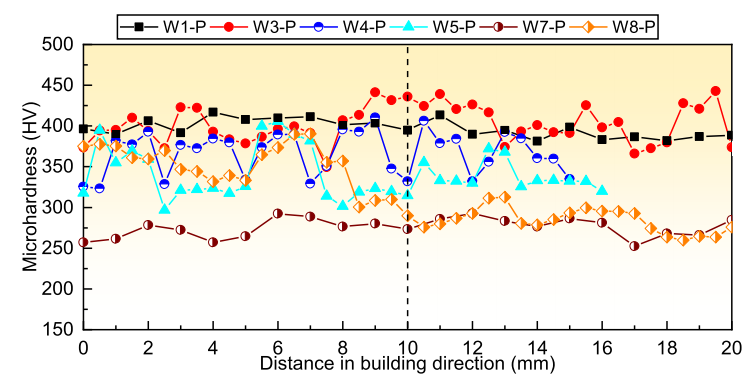
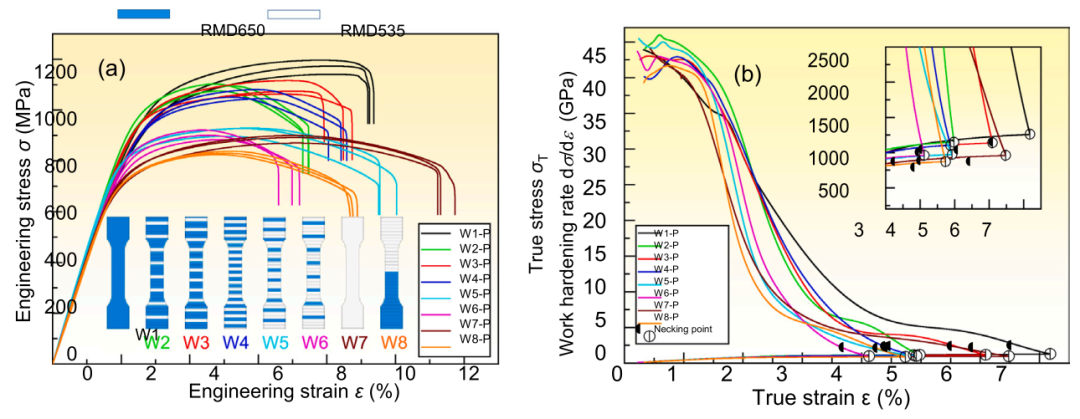
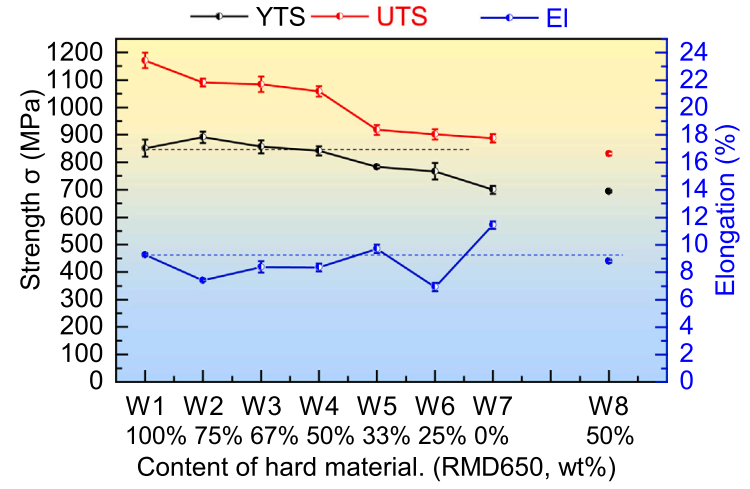
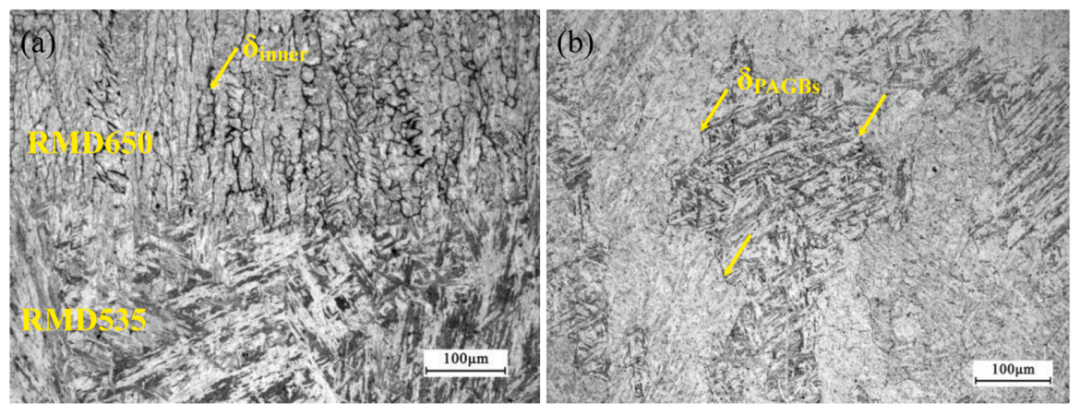
The results indicate that due to the remelting effect, dilution, and differences in thermal conductivity, the interfaces of RMD650–535 and RMD535–650 exhibit different elemental diffusion behaviors. In the hard zone of RMD650 stainless steel, skeletal δ-ferrite phases are embedded in a fine low-carbon lath martensite matrix; while in the soft zone of RMD535 hot work tool steel, it mainly consists of coarser martensite and bainite. As the proportion of hard material decreases, both yield strength and ultimate tensile strength decrease. Among them, the BHSs with 75% hard and 25% soft materials exhibit the highest yield strength (890.97 MPa) and slightly lower elongation (7.41%). When the proportion of soft material is below 50%, the HDI strengthening effect surpasses the softening effect, and the HDI stress increases with the proportion of hard material. Due to strain distribution, the strain in BHSs is distributed over a longer gauge length, resulting in additional strengthening and delaying strain/stress localization. These findings demonstrate the potential of DED-Arc/wire technology in constructing bimetallic hierarchical multimaterial structures.
2. Highlights of the Article
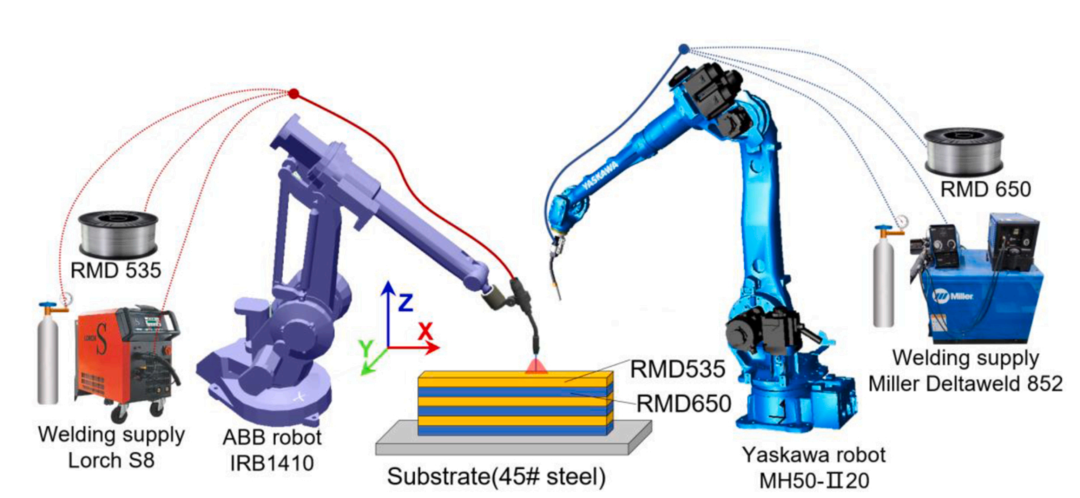
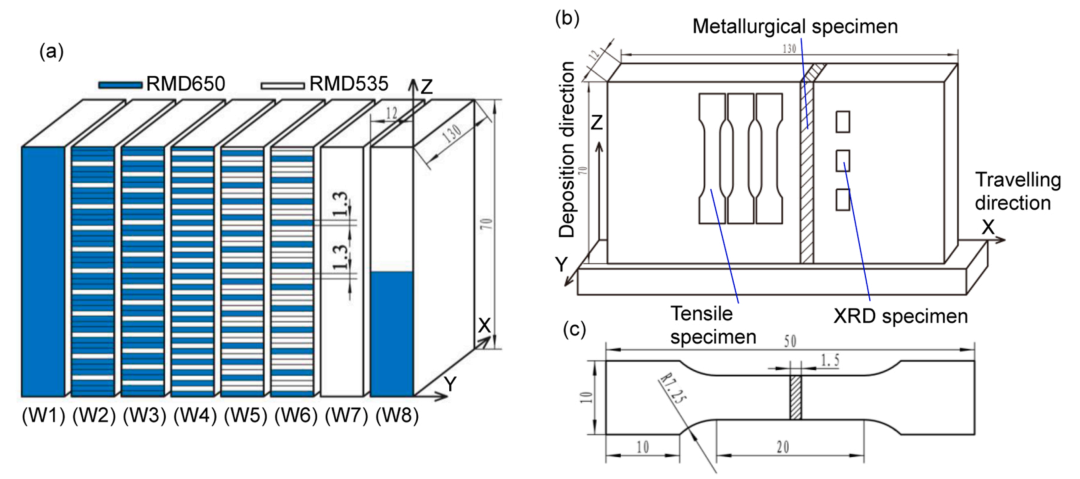
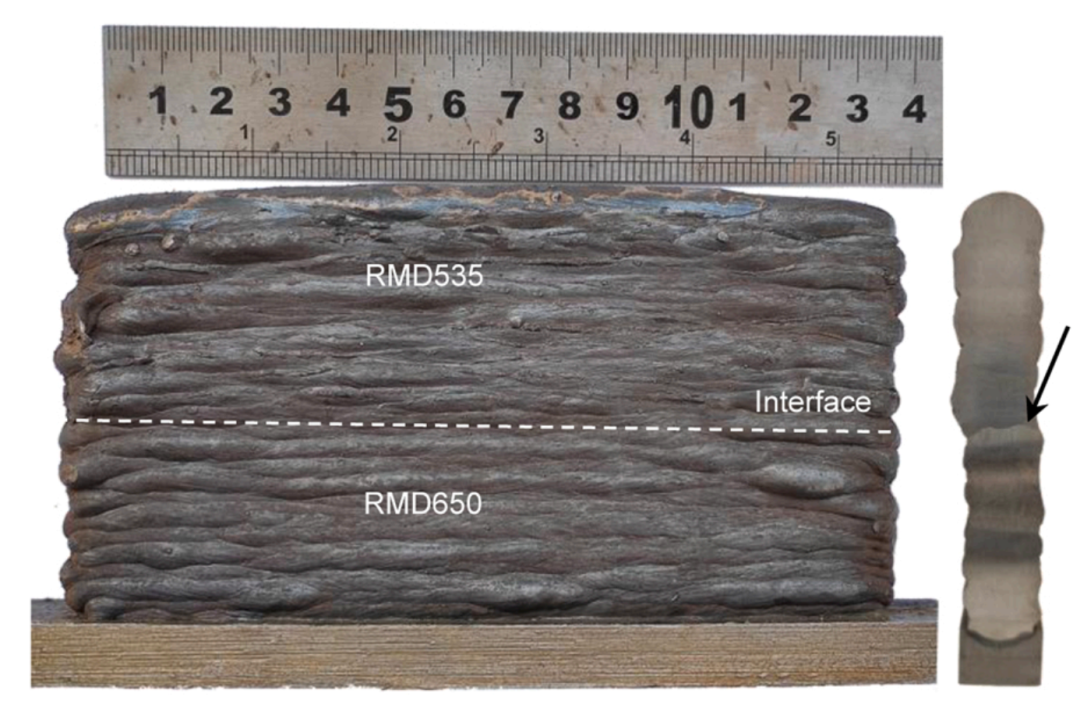
1. Dual Robot Collaborative Deposition Technology Achieves Bimetallic Hierarchical Structures Using dual robot alternating deposition DED-Arc/wire technology, bimetallic hierarchical structures (BHSs) of hot work tool steel (RMD535) and martensitic stainless steel (RMD650) were successfully fabricated. By precisely controlling the material ratio (e.g., 75% hard/25% soft), defect-free interfaces were achieved, providing a new method for the manufacturing of multimaterial heterogeneous structures.
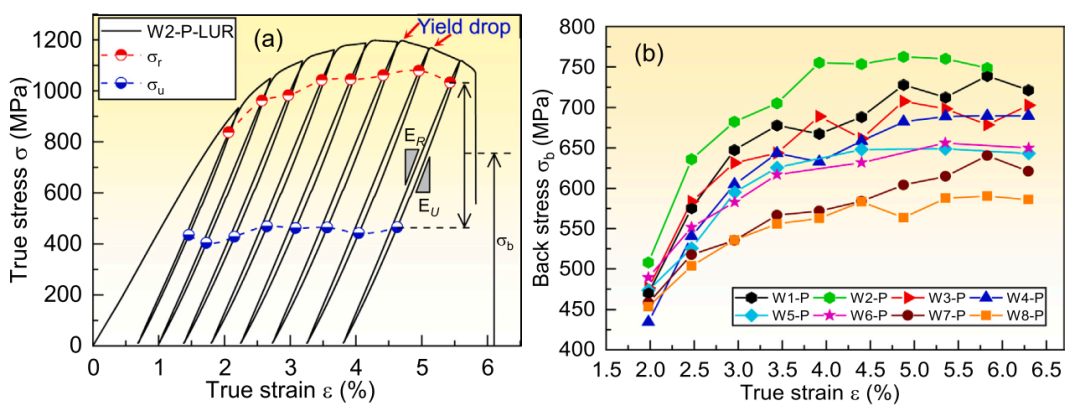
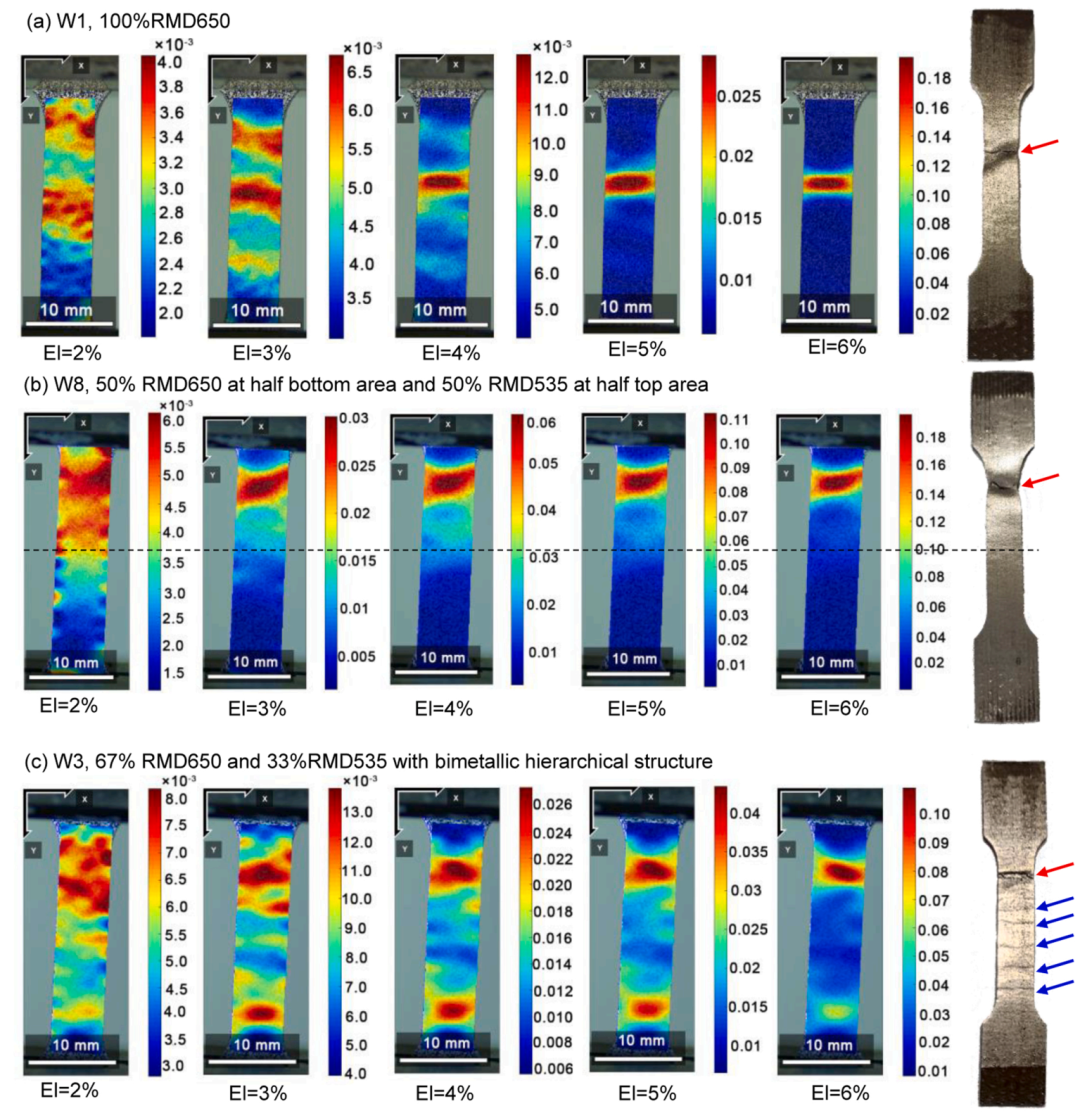
2. Heterogeneous Deformation Induced (HDI) Strengthening Mechanism Optimizes Strength and Ductility The study found that when the proportion of soft material is below 50%, the HDI strengthening effect surpasses the softening effect. Through strain distribution and geometrically necessary dislocation (GND) regulation, BHSs maintain a high yield strength of 890.97 MPa with a 7.41% elongation, breaking the traditional strength-ductility trade-off limitation.
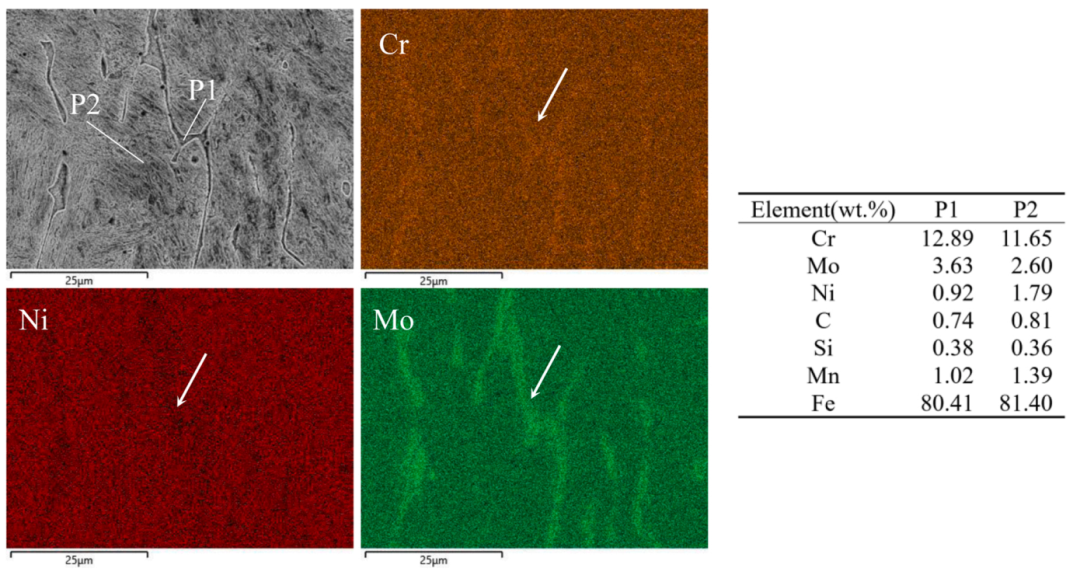
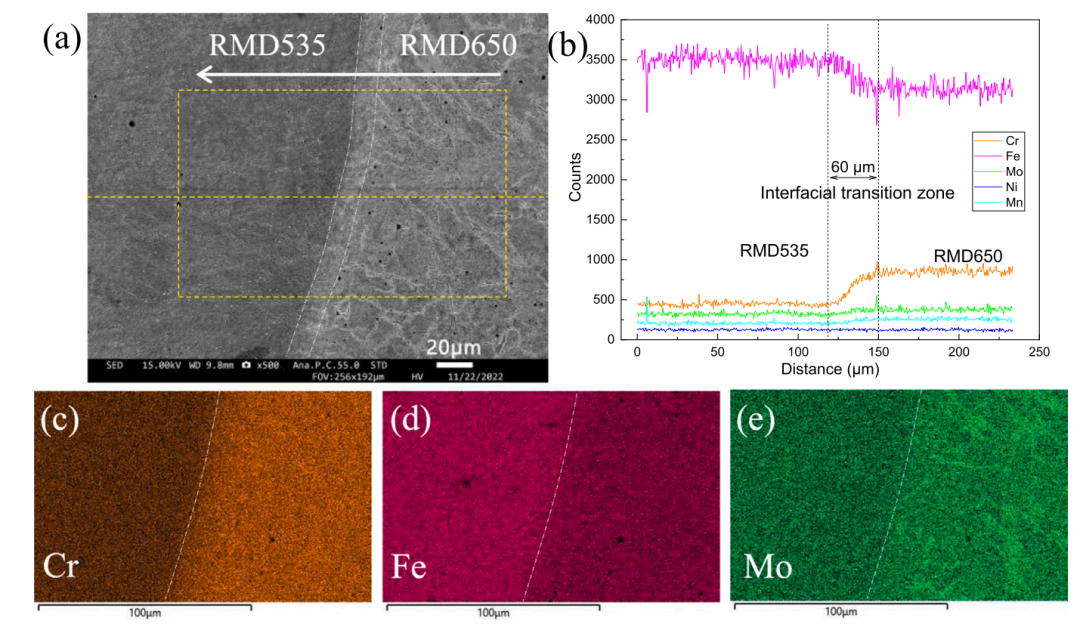
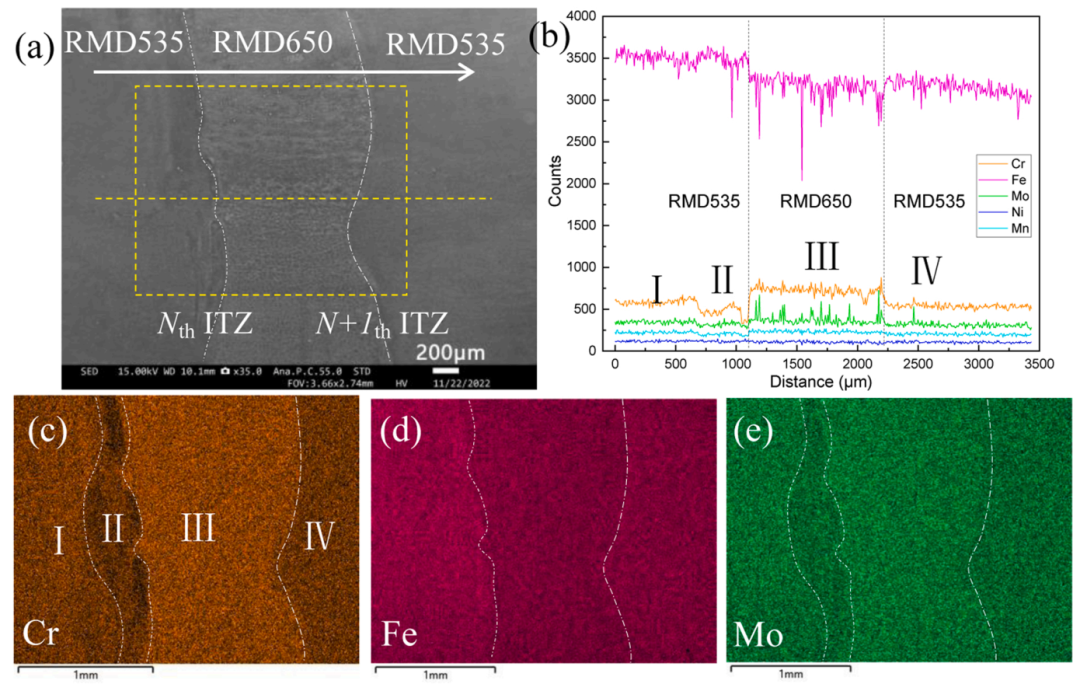
3. Interface Element Diffusion Behavior and Microstructural Regulation Revealed the gradient diffusion pattern of Cr elements at the interface due to remelting effects and differences in thermal conductivity, forming a δ-ferrite/fine martensite composite structure in the hard zone, and coarse martensite/bainite in the soft zone, providing a theoretical basis for multimaterial interface design through dilution effects.
3. Research Background
In the field of metallic materials, the enhancement of strength often comes at the expense of ductility, a phenomenon known as the strength-ductility trade-off, which stems from the inherent limitations of strain hardening capability. This trade-off characteristic limits the application of materials in extreme environments (such as aerospace, nuclear power, and marine applications) where high strength and high ductility are required. For example, forging molds must withstand high temperatures (400–800°C) and repeated impact loads. While increasing strength and hardness can effectively resist plastic deformation and wear, the degradation of ductility can lead to premature cracking and fracture.
Mitigating the strength-ductility trade-off through traditional techniques (such as complex alloy design and thermomechanical processing) is challenging. These methods belong to intrinsic toughening mechanisms, relying on factors such as grain size, morphology, and precipitated phases. In recent years, heterogeneous structured metallic materials have shown great potential in achieving high strength and high ductility. Typical structures include bimetallic structures, gradient structures, hierarchical structures, and harmonious structures, with multimaterial combinations such as hard-soft material combinations like steel-steel, steel-copper, steel-nickel, aluminum-copper, nickel-titanium, etc. These materials exhibit significant differences in chemical composition, microstructure, strength, and ductility in adjacent regions, forming periodic structures on the micron to millimeter scale.
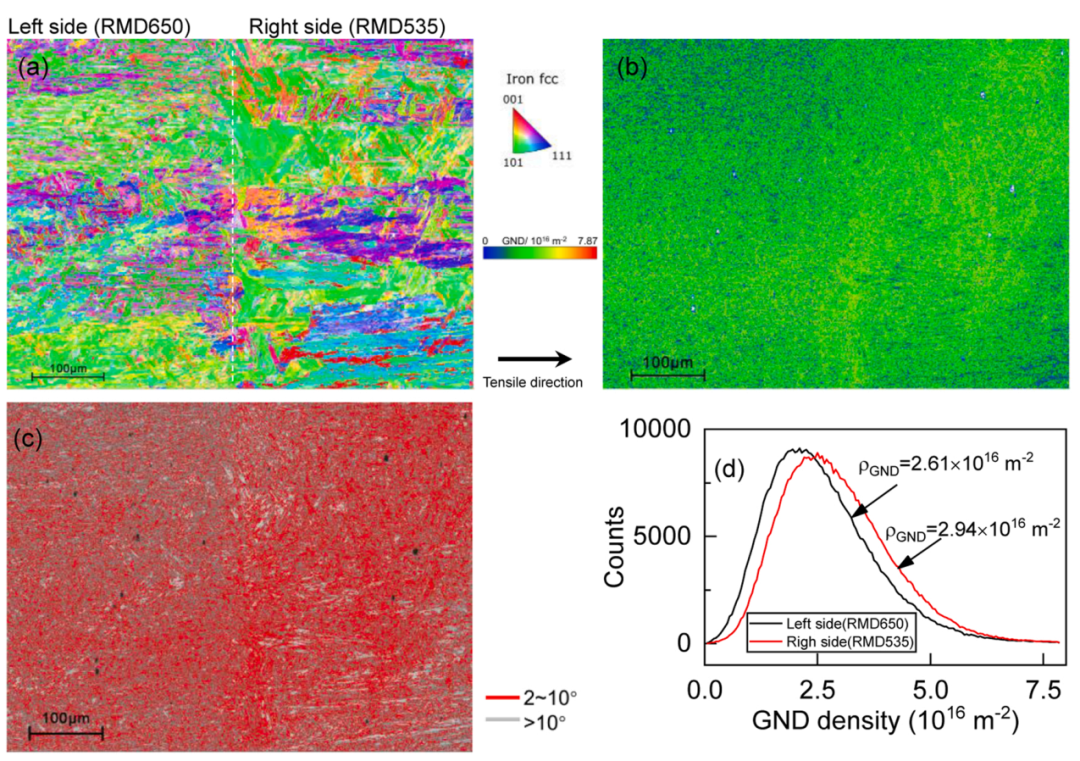
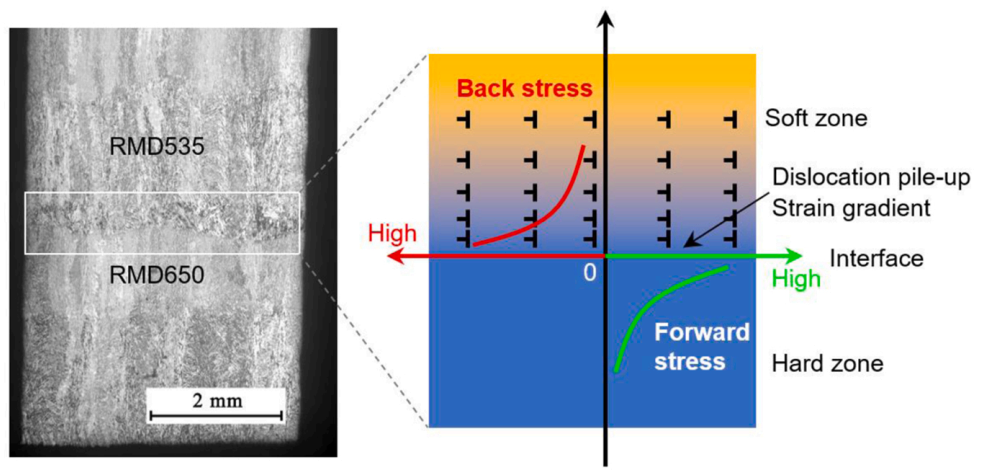
Under thermomechanical loads, heterogeneous structures undergo local inhomogeneous deformation due to the elastic-plastic incompatibility of different regions. Strain gradients and geometrically necessary dislocations (GNDs) are generated at heterogeneous interfaces, forming long-range internal stresses between hard/soft materials, leading to additional strain hardening, accompanied by strain/stress distribution. Furthermore, heterogeneous interfaces can consume crack tip propagation energy through mechanisms such as crack bridging, passivation, deflection, and stress redistribution, delaying component fracture. Therefore, heterogeneous structures can inherit the strength, ductility, density, or thermal/electrical conductivity characteristics of multimaterials, producing a strengthening effect that surpasses that of a single material.
Traditional preparation methods for heterogeneous structures (such as chemical vapor deposition, powder metallurgy, casting, shot peening, or hot/cold rolling-annealing) are difficult to adapt to materials with different thermophysical properties and complex geometries. In contrast, additive manufacturing technology naturally possesses the advantage of on-demand distribution of multimaterials through layer-by-layer deposition of arbitrary materials. Existing studies categorize multimaterial additive manufacturing into three types: (1) Material A is deposited on Material B, forming a bimetallic structure; (2) Along the build direction, the content of Material A increases while that of Material B decreases, forming a gradient structure; (3) Materials A and B are alternately deposited to construct bimetallic hierarchical structures (BHSs). For example, Zhang et al. fabricated a copper-H13 tool steel bimetallic structure using laser-directed energy deposition (DED), introducing a nickel-based interlayer (D22) to enhance interface bonding strength, with a thermal conductivity 100% higher than that of pure H13; Zhang et al. constructed a Ti-6Al-4V/316L stainless steel gradient heterogeneous structure, achieving a tensile strength of 1.3 GPa and a uniform elongation of 9% through a β+α′ dual-phase microstructure and progressive phase transformation-induced plasticity effect; Tan et al. used DED to fabricate BHSs of martensitic aging steel and AISI 420 stainless steel, achieving a strength of 1.32 GPa and an elongation of 7.5% due to the multiscale heterogeneous structure.
Compared to laser additive manufacturing, arc/wire directed energy deposition (DED-Arc/wire) has advantages of high productivity (2–8 kg/h) and low energy consumption, making it particularly suitable for rapid prototyping of large components. Ahsan et al. fabricated a low-carbon steel-austenitic stainless steel bimetallic structure using DED-Arc/wire, achieving a 35% and 250% increase in tensile strength and elongation, respectively, after heat treatment at 800–1100°C; Chen et al. developed a layered structure of 304 stainless steel/low-carbon steel, achieving a strength of 999.8 MPa (about twice that of a single material) and an elongation of 28.2%; Han et al. used dual-wire DED-Arc/wire to fabricate functionally graded materials of Ti6Al4V-Inconel 625, with average compressive strength and strain of 1390.25 MPa and 10.96%, respectively.
Currently, there is limited research on the impact of hard/soft material ratios on the performance of heterogeneous structures. This study prepared bimetallic hierarchical structures of different proportions of hot work tool steel RMD535 and martensitic stainless steel RMD650 using DED-Arc/wire technology, analyzing microstructural evolution and interface characteristics through OM, SEM, XRD, EDS, and EBSD techniques, and further exploring mechanical properties through hardness testing, loading-unloading-reloading (LUR) tensile tests, and fracture morphology analysis. Additionally, the heterogeneous deformation mechanisms affecting strength and ductility were discussed by combining digital image correlation (DIC) methods, heterogeneous deformation induced (HDI) stress, and GNDs calculations.
4. Visual Analysis
5. Conclusion of the Article
This study successfully fabricated bimetallic hierarchical structures (BHSs) of different proportions of hot work tool steel RMD535 and martensitic stainless steel RMD650 using dual robot collaborative DED-Arc/wire technology, systematically investigating their microstructural evolution, interface characteristics, and mechanical properties. The results indicate that due to the remelting effect, dilution, and differences in thermal conductivity, the interfaces of RMD650–535 and RMD535–650 exhibit different elemental diffusion behaviors. In the hard zone of RMD650, skeletal δ-ferrite phases are embedded in a fine low-carbon lath martensite matrix; while in the soft zone of RMD535, it mainly consists of coarser martensite and bainite structures. As the proportion of hard material decreases, both yield strength and ultimate tensile strength show a downward trend, with the BHSs of 75% hard and 25% soft materials exhibiting the highest yield strength (890.97 MPa) and moderate elongation (7.41%).
Through loading-unloading-reloading (LUR) tensile tests and digital image correlation (DIC) analysis, it was found that when the proportion of soft material is below 50%, the heterogeneous deformation induced (HDI) strengthening effect surpasses the softening effect, and the HDI stress increases with the proportion of hard material. The strain in the bimetallic hierarchical structure is distributed over a longer gauge length due to the distribution effect, resulting in additional strengthening and delaying strain/stress localization. Furthermore, the gradient diffusion of Cr elements in the interface transition zone (ITZ) (approximately 60 μm wide) confirms the metallurgical compatibility of the two materials, and the interface bonding strength is higher than that of the soft material body.
This study confirms the potential of DED-Arc/wire technology in constructing bimetallic hierarchical multimaterial structures. By controlling the hard/soft material ratio and interface design, it is possible to break through the traditional strength-ductility trade-off limitations, providing new material solutions for extreme environment applications such as aerospace and mold repair.
Full Text Link
https://doi.org/10.1016/j.addma.2023.103495
Statement
The above images and text are copyrighted by the original author. If there is any infringement, please contact for deletion.
