 Click the blue text above to follow us
Click the blue text above to follow us
In industrial automation control, the efficient operation of PLC (Programmable Logic Controller) programs directly affects production efficiency. A clearly structured and well-designed PLC program can not only reduce scanning time but also improve readability and maintainability. This article will detail the collaboration mechanism between main programs and subprograms, as well as how to optimize program structure using CALL, FEND, and SRET instructions.
011. Main Program and Subprogram: A Collaborative Team with Distinct RolesImagine the operation of a factory: the manager (main program) is responsible for daily operations and task assignments, while the employees in various departments (subprograms) handle specific tasks. The main program runs continuously, constantly scanning input signals and executing basic logic, while subprograms are called when needed, completing specific tasks before returning.
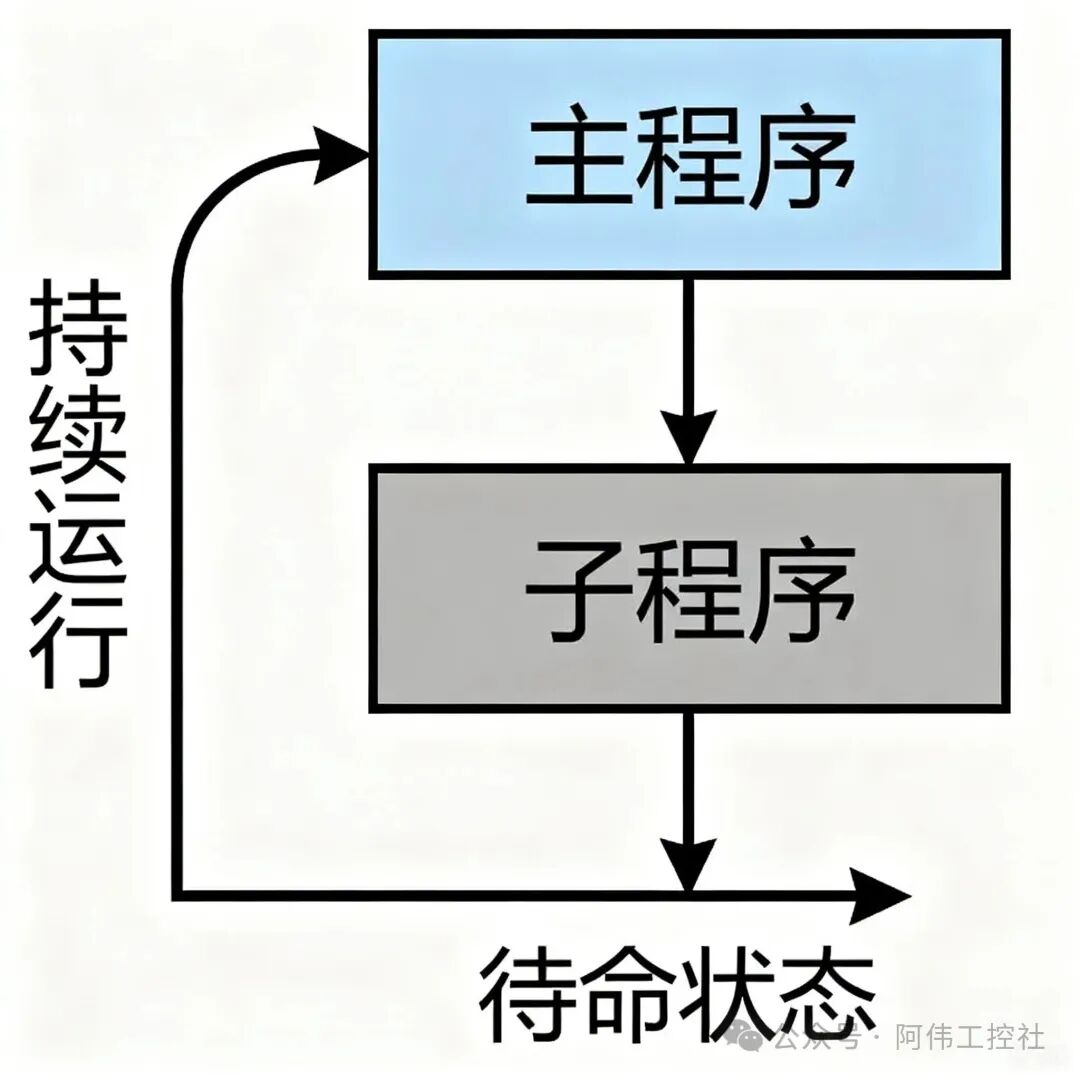
Main Program acts as the “conductor” of the factory, responsible for the continuous operation of the entire system. It cyclically scans inputs, executes logic, and updates outputs, ensuring the continuity of the production process. Meanwhile, the Subprogram acts like a “task force,” only starting when instructed by the main program, remaining on standby after completing its task to avoid resource waste.022. CALL Instruction: The “Messenger” for Task AssignmentWhen the main program needs to execute a specific task, it calls the corresponding subprogram using the CALL instruction. This process is similar to a manager assigning employees to handle specific tasks, ensuring that each task is completed by a specialist.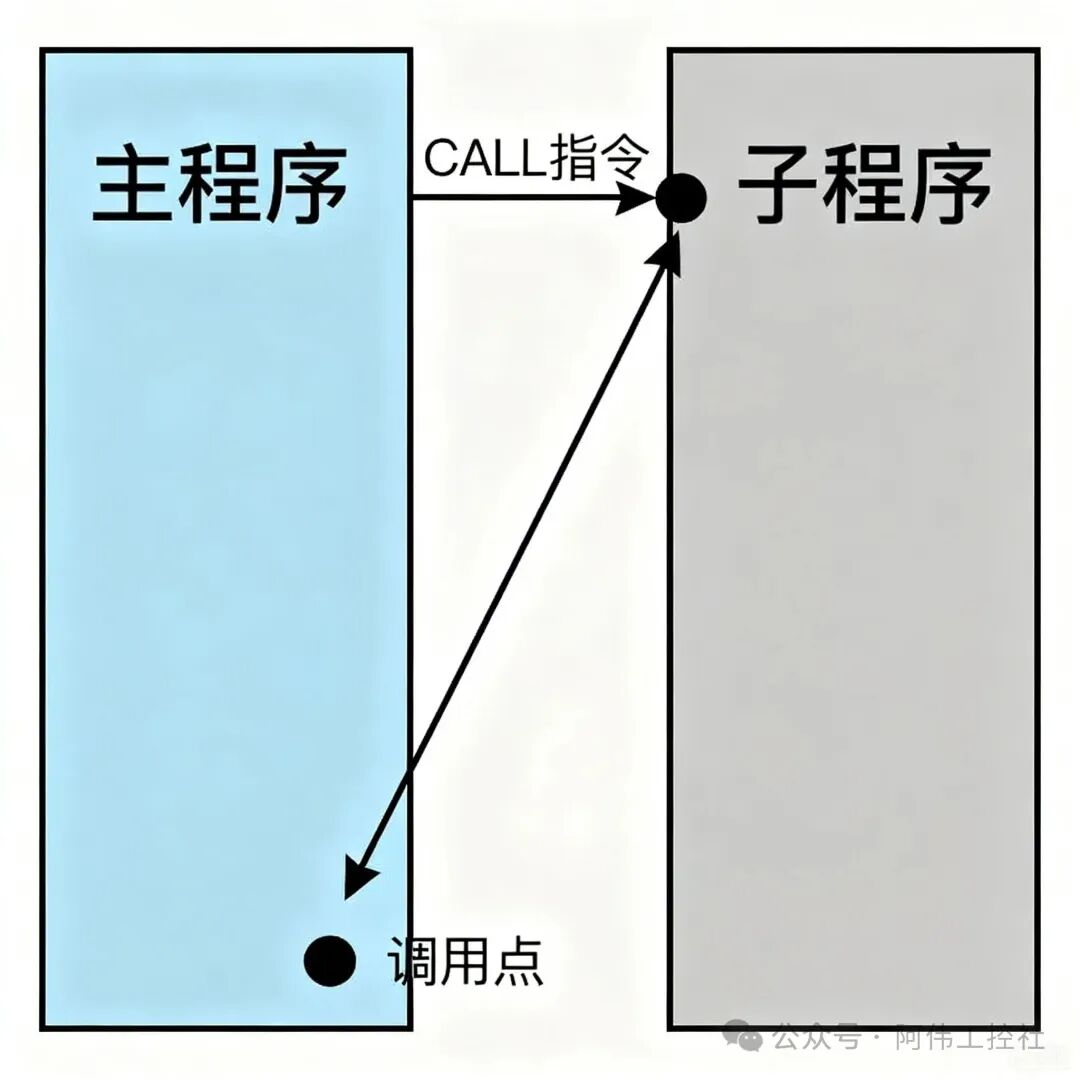 The workflow of the CALL instruction is as follows:
The workflow of the CALL instruction is as follows:
-
The main program pauses the current logic when it reaches the CALL instruction
-
It jumps to the specified subprogram (e.g., P10) to start execution
-
After the subprogram completes, it returns to the breakpoint in the main program to continue running
For example, when detecting product defects on a production line, the main program continuously monitors the conveyor belt status. When the sensor detects a product, it calls the “defect detection subprogram” using the CALL instruction, completes the detection, and returns to the main program to continue monitoring.033. FEND Instruction: The “Clocking Out” of the Main ProgramFEND instruction (main program end instruction) marks the endpoint of the main program, akin to the “clocking out” of a factory manager. Any program after FEND will not be executed, ensuring the integrity and safety of the main program logic.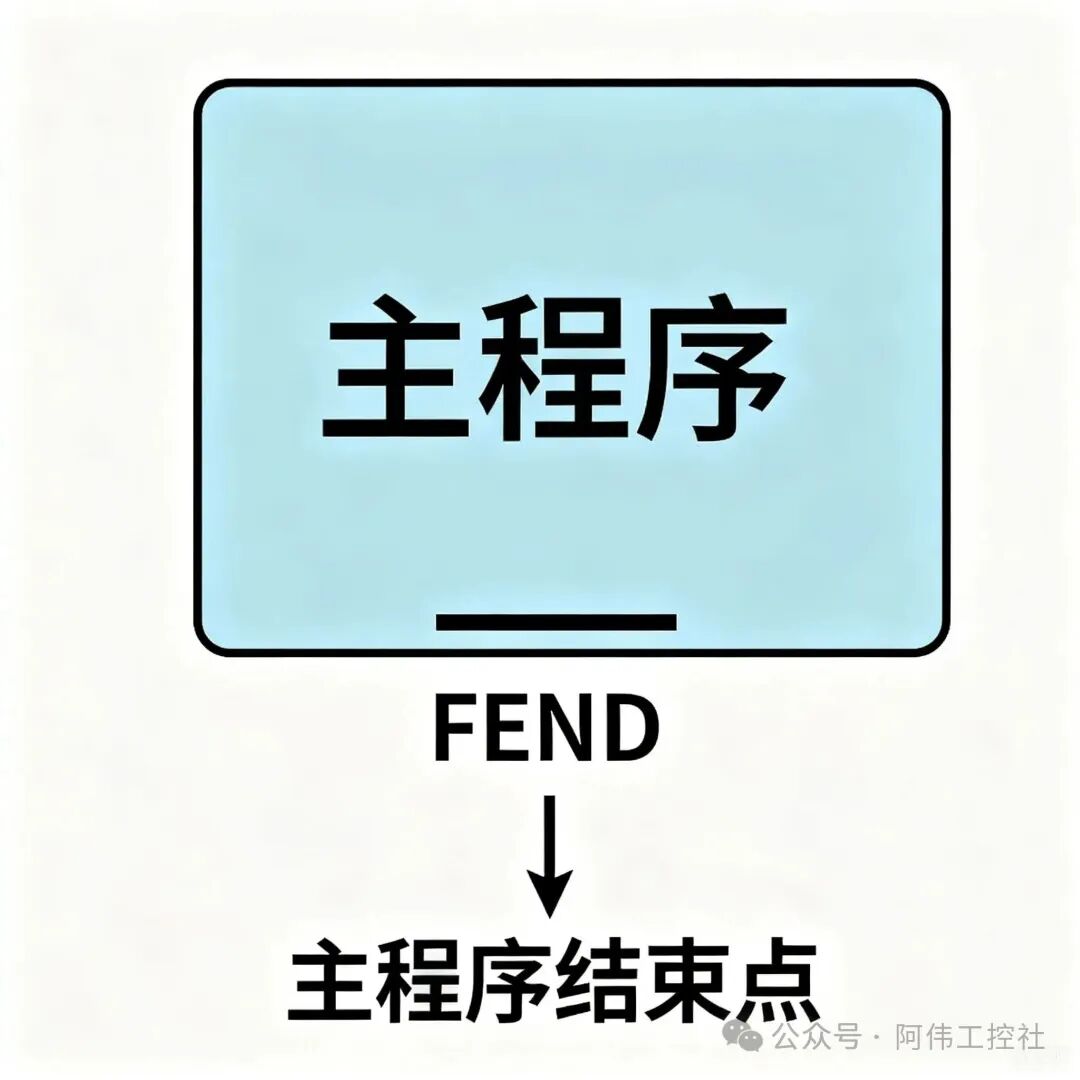 The main functions of the FEND instruction are:
The main functions of the FEND instruction are:
-
Clearly define the boundaries of the main program to prevent logical overflow
-
Improve program readability, allowing maintenance personnel to quickly locate the main program scope
-
Reduce ineffective scanning and improve PLC operating efficiency
In practical programming, FEND is usually placed at the end of the main program, with all subprogram definitions following FEND, forming a clear “main-sub” structure.044. SRET Instruction: The “Task Completion Report” of the SubprogramSRET instruction (subprogram return instruction) serves as the “task completion report” for the subprogram, notifying the main program: “I have completed the task, you can continue now.” When the subprogram reaches SRET, it immediately returns to the breakpoint of the CALL instruction in the main program.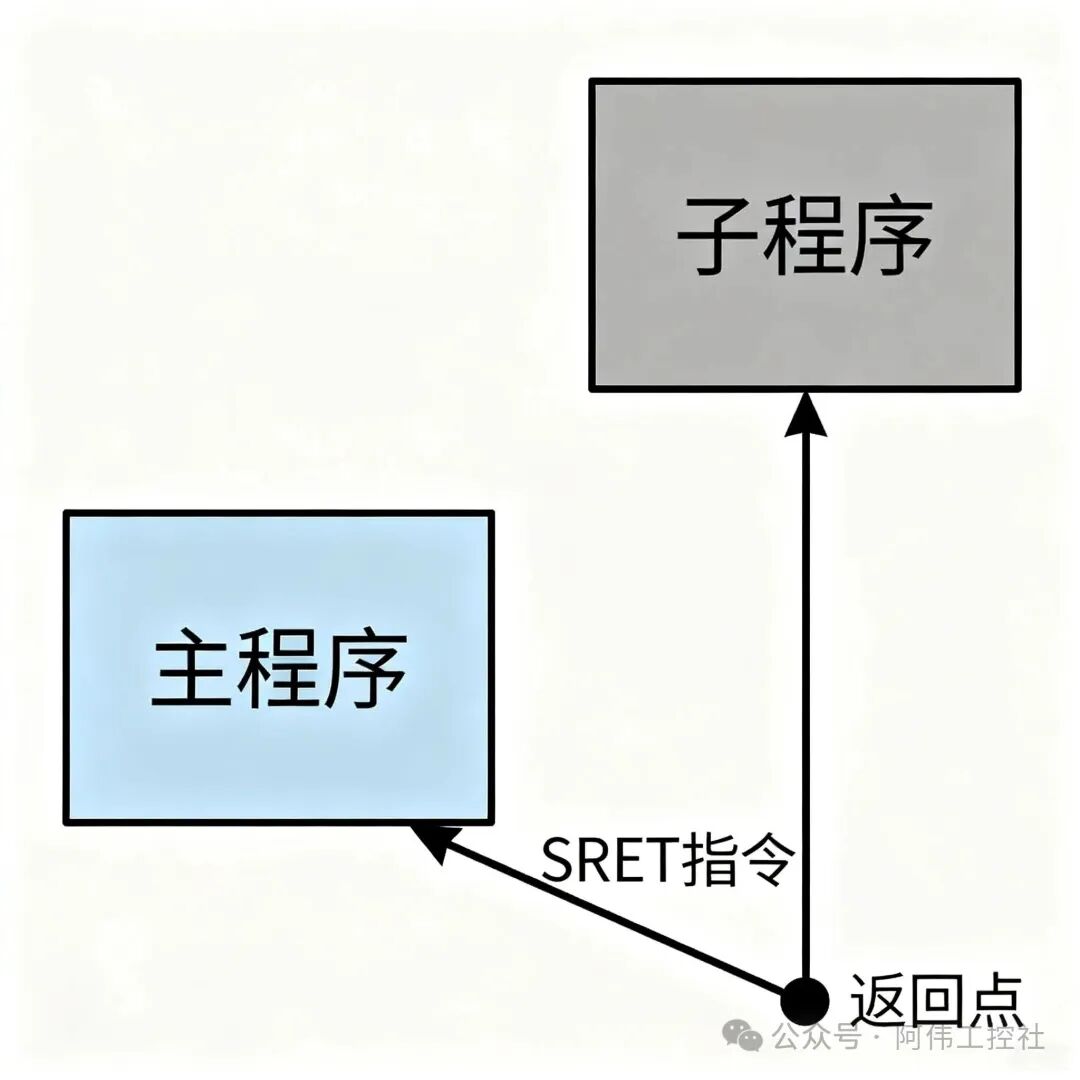 The working mechanism of the SRET instruction is as follows:
The working mechanism of the SRET instruction is as follows:
-
The subprogram stops when it reaches the SRET instruction
-
It hands back control to the main program
-
The main program continues executing from the next instruction after the CALL instruction
For example, in a packaging machine control system, after the “sealing subprogram” completes, it returns to the main program via SRET, which then immediately starts the “labeling subprogram,” achieving seamless process integration.055. Practical Benefits of Structural OptimizationUsing a “main program + subprogram” structural design can bring multiple benefits:TableCopy
| Optimization Point | Specific Benefits |
|---|---|
| Reduce scanning time | Subprograms execute only when needed, avoiding unnecessary logical scans |
| Improve readability | Functional modularization makes it easier to understand and maintain |
| Enhance reusability | The same subprogram can be called by multiple CALL instructions, reducing code redundancy |
| Simplify debugging | Individual subprograms can be debugged independently, reducing overall complexity |
In a certain automotive parts production line, after adopting this structure, the PLC scanning cycle was reduced from 50ms to 35ms, resulting in a 30% increase in production efficiency, while troubleshooting time was reduced by 50%.066. Practical Application Considerations
-
Subprogram Numbering Standards: Use meaningful numbering (e.g., P100-P199 for detection types, P200-P299 for execution types) for easier management
-
Clear Parameter Passing: Use data registers (D) or index registers (V/Z) for parameter passing to avoid misuse of global variables
-
Moderate Nested Calls: Subprogram nesting should not exceed 3 levels to prevent stack overflow
-
Complete and Standardized Comments: Each subprogram should begin with a description of its function, input/output parameters, and design ideas
 ConclusionThe reasonable collaboration between the main program and subprograms is the foundation for optimizing PLC programs. By flexibly using CALL, FEND, and SRET instructions, engineers can build efficient and reliable automation control systems. In the era of Industry 4.0, this structured programming approach is not only applicable to PLCs but also serves as a universal principle for industrial software architecture design.I hope this article provides practical programming guidance for automation engineers, enabling our PLC programs to run faster, more stably, and more intelligently!
ConclusionThe reasonable collaboration between the main program and subprograms is the foundation for optimizing PLC programs. By flexibly using CALL, FEND, and SRET instructions, engineers can build efficient and reliable automation control systems. In the era of Industry 4.0, this structured programming approach is not only applicable to PLCs but also serves as a universal principle for industrial software architecture design.I hope this article provides practical programming guidance for automation engineers, enabling our PLC programs to run faster, more stably, and more intelligently! Phone number: 13147077956 Scan the QR code to receive materials
Phone number: 13147077956 Scan the QR code to receive materials