In the field of electronic manufacturing, the storage phase of PCBA is crucial for ensuring product quality. From SMT chip processing to finished product assembly, the storage of PCBA at different stages has different technical requirements. How to store these PCBAs is something every engineer must consider.

1. Storage After SMT Chip ProcessingAfter the SMT chip processing is completed, the PCBA usually needs to be placed in the workshop for a period before transferring to the DIP plug-in processing. This stage of storage emphasizes controlling the environmental temperature and humidity.
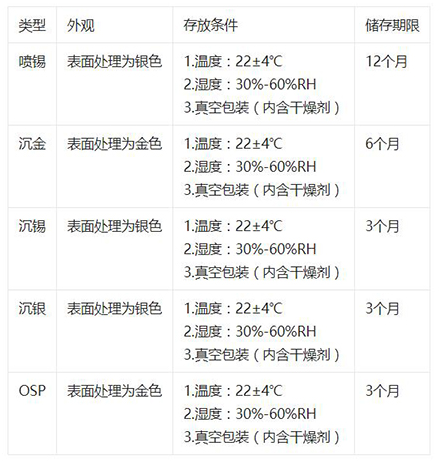
For ordinary substrates, the storage environment temperature should be controlled between 22-30°C, and humidity between 30-60% RH. This effectively prevents the substrate from becoming damp or overly dry, thus ensuring the quality of the solder joints. Meanwhile, PCBA boards should be placed on anti-static racks to avoid static loss. For PCBA using OSP technology (Organic Solderability Preservative), storage requirements are stricter. They must be stored in a constant temperature and humidity cabinet to ensure environmental stability and consistency, with soldering preferably completed within 24 hours, as OSP technology is prone to oxidation, and long-term storage may lead to decreased soldering quality.
2. Storage After DIP Plug-in Processing and PCBA TestingAfter DIP plug-in processing is completed, the PCBA will undergo functional testing. Once the test is passed, the boards are temporarily stored, awaiting subsequent assembly. The storage requirements at this stage are relatively relaxed, but environmental temperature and humidity should still be monitored. If long-term storage of the PCBA is required before assembly, it is recommended to use additional protective measures, such as applying conformal coatings to enhance the moisture and mold resistance of the boards. Additionally, vacuum packaging can effectively isolate external air to prevent substrate oxidation. The storage environment temperature should be controlled between 22-28°C and relative humidity at 30-60% RH to maintain the stability of the boards.
3. Storage After Finished Product AssemblyAfter the finished product assembly is completed, the PCBA needs further testing and inspection, during which temperature and humidity control should also be considered. Meanwhile, the PCBA after assembly is relatively large and occupies more space, so the layout and stacking method in the storage room should also be considered to avoid physical damage to the boards.
This article is an original piece by Fanyi Enterprise Training, please indicate the source if reprinted!
Submissions/Recruitment/Advertisement/Course Cooperation/Resource Exchange; please add WeChat: 13237418207