The performance and safety of lithium-ion batteries are closely related to their operating temperature range. Excessively high or low temperatures can lead to capacity degradation, increased internal resistance, and even catastrophic safety incidents such as thermal runaway. Therefore, establishing an efficient and reliable Thermal Management System (TMS) is crucial. The effective operation of this system relies on the ability to accurately and continuously obtain temperature data from key points within the battery pack. In this context, NTC (Negative Temperature Coefficient) thermistors have become indispensable temperature sensing components in new energy battery packs due to their high sensitivity, precision, cost-effectiveness, and ease of integration.
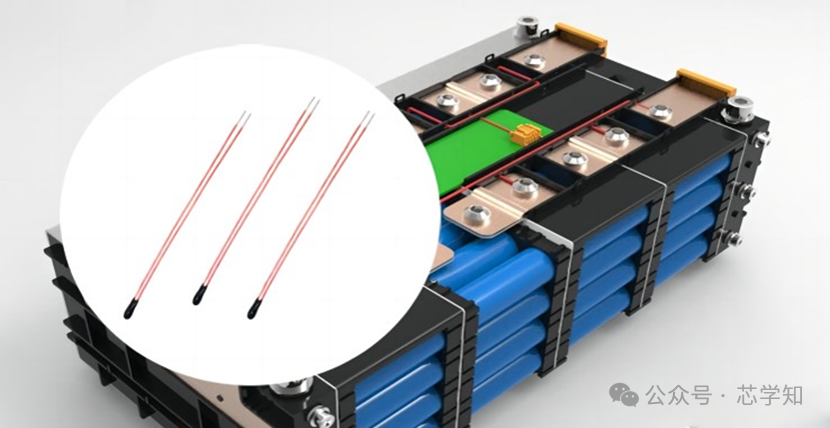
Figure NTC in the battery pack
NTC thermistors are strategically deployed at multiple locations within the battery pack to monitor the temperature of the cells or modules continuously, 24/7. Once the temperature at any point exceeds the preset safety threshold, the BMS (Battery Management System) will immediately initiate protective mechanisms as follows: first, actively reduce power to limit the vehicle’s charging or discharging power, thereby reducing heat generation; second, initiate strong cooling by activating or enhancing the operation intensity of the liquid cooling/air cooling systems to force heat dissipation; third, issue an alarm to alert the driver of high temperature through the dashboard and sound alerts; fourth, cut off the circuit, and in extreme cases, control the relay to disconnect the high-voltage circuit to prevent further escalation. Therefore, NTC serves as the first and most critical line of defense against battery thermal runaway, ensuring the safety of the vehicle and its occupants.

Figure Appearance of NTC
Directly attaching NTC to the surface of the cell (especially cylindrical or prismatic cells) is the most straightforward monitoring method, typically chosen in areas expected to reach the highest temperatures, such as the center of the module or areas with poor heat dissipation. Battery packs generally adopt a three-tier structure of “cell-module-battery pack.” The layout of NTC is primarily based on this structure, usually using surface mount technology. Each module is equipped with a fixed number of NTC thermistors; for example, a module (which may contain 8-12 cells) might have three NTC temperature sensors set up to monitor different positions within the module. Some automotive companies’ BMS solutions indicate the use of eight NTC sensors to monitor a battery system composed of 80 cells.
NTC is a semiconductor component made from a mixture of metal oxides such as manganese, cobalt, and nickel. At low temperatures, the number of freely movable electrons (carriers) inside is minimal, resulting in poor conductivity and high resistance. At high temperatures, the internal electrons gain energy, become active, and many escape their bonds to become free carriers, thus improving conductivity and reducing resistance.
The preparation of NTC thermistors is a precise ceramic process that begins with raw material preparation and formulation design. First, high-purity transition metal oxide powders, such as manganese oxide (MnO), nickel oxide (NiO), and cobalt oxide (Co₃O₄), are selected, and precise chemical ratios are calculated based on the target product’s resistance value (R25) and thermal sensitivity index (B value). This is followed by mixing and ball milling. The weighed raw materials are placed in a ball mill with deionized water and grinding balls for wet ball milling lasting several hours. This process aims to ensure thorough mixing and grinding to micron or sub-micron levels, creating favorable conditions for subsequent solid-state reactions. The slurry after ball milling is dried and then enters the pre-sintering stage. The material undergoes the first sintering at a medium temperature of 800°C to 1000°C, allowing solid-state reactions between the oxides to occur, initially synthesizing the main crystalline phase with a spinel structure while expelling impurities and chemically bound water, thus enhancing material stability. The pre-sintered bulk material requires secondary ball milling to be crushed and ground into finer, more active powder. Next is granulation, during which a binder (such as PVA) is added to the powder to create granules with good flowability for subsequent shaping. The granules are then pressed into the desired shapes, such as discs, beads, or plates, under high pressure in a press.
The formed green body will undergo the most critical sintering process in the entire procedure. The green body is subjected to final sintering at high temperatures of 1100°C to 1400°C in a specific atmosphere (usually air). During this process, the ceramic particles form a dense microstructure through mechanisms such as diffusion and flow, with grain growth ultimately forming the spinel solid solution that determines the semiconductor characteristics of NTC. A precisely controlled sintering temperature profile is essential for achieving the desired electrical performance.
Once the ceramic body is prepared, it enters the electrode preparation and packaging stage. First, silver is coated or printed onto specific locations of the sintered ceramic piece. This is followed by silver sintering, where a second sintering is performed at lower temperatures of 600°C to 800°C to form a strong, excellent conductive ohmic contact between the silver electrode and the ceramic surface. Next is wire bonding; for lead-type devices, metal leads (such as gold) are soldered onto the silver electrodes; for surface mount devices (SMD), solderable end electrodes are created. Afterward, encapsulation and protection are performed, typically using glass glaze for sealing against high-temperature harsh environments or epoxy resin for insulation, mechanical protection, and environmental resistance. SMD types need to be mounted on ceramic substrates and covered with resin.
Finally, all finished products must undergo aging, testing, and sorting. Unstable products are screened out through electrical aging, and the resistance value (R25) and B value of each NTC are precisely measured in a constant temperature environment. They are then packaged according to accuracy grades (such as ±1%, ±3%, ±5%) before being shipped out.