 1 Introduction New energy is a strategic emerging industry supported by the state and a low-carbon green industry that builds new advantages under the global “dual carbon” background. In recent years, the country has introduced multiple policies to support the development of new energy vehicles, putting China’s new energy vehicle industry on the fast track. It is reported that from January to October 2022, the production and sales of new energy vehicles reached 5.485 million and 5.25 million units respectively, both increasing by 1.1 times year-on-year, with a market share of 24%. The growth of the new energy vehicle market has raised higher requirements for automotive production technology. Compared with traditional fuel vehicles, new energy vehicles need to be lighter to alleviate the increase in vehicle weight caused by “electrification” and “intelligence”, thereby improving the range and overall vehicle performance. Among the three ways to achieve body weight reduction: lightweight new materials, optimized structural design, and lightweight manufacturing processes, material lightweighting is a fundamental core technology that is crucial for improving key performance such as vehicle range. The application of lightweight materials will inevitably lead to changes in body connection technology. More than 90% of traditional steel bodies use resistance spot welding, while lightweight bodies mainly use cold connection processes, with thermal connections and adhesive connections as supplements. Due to the limitations of connection processes and the increasing quality requirements, lightweight bodies cannot rely on manual connections like traditional bodies, leading to the widespread application of industrial robots in the new energy vehicle manufacturing industry. The use of robots in lightweight new energy vehicle body manufacturing not only saves labor, reduces costs, and improves equipment utilization and product quality, but more importantly, it ensures personnel safety, improves working conditions, reduces labor intensity, and increases work efficiency [1].2 Introduction to Welding Robot Systems The connection of automotive white bodies is usually carried out in a process layout in the form of production lines or work islands. A production line or work island generally consists of one or more workstations, each of which can be regarded as a single connection system. This system mainly consists of multiple (usually 2 or 4) robots and external integrated systems.2.1 Composition of the Robot System The robot system mainly consists of the robot body and external integrated systems. The robot body mainly includes the robot, robot controller, and teaching pendant. The external integrated systems vary slightly depending on the different connection devices or tools integrated, generally including connection devices, connection device control systems, connection device auxiliary systems, pipeline packages, RIP units, etc., as shown in Table 1. According to the needs of flexibility in speed and vehicle models, some robots may exist in a one-to-many situation, requiring multiple identical or different connection devices and tools to be configured simultaneously, which necessitates the configuration of gun change trays, connection device/tool brackets, and robot seventh axes, etc. [2].
1 Introduction New energy is a strategic emerging industry supported by the state and a low-carbon green industry that builds new advantages under the global “dual carbon” background. In recent years, the country has introduced multiple policies to support the development of new energy vehicles, putting China’s new energy vehicle industry on the fast track. It is reported that from January to October 2022, the production and sales of new energy vehicles reached 5.485 million and 5.25 million units respectively, both increasing by 1.1 times year-on-year, with a market share of 24%. The growth of the new energy vehicle market has raised higher requirements for automotive production technology. Compared with traditional fuel vehicles, new energy vehicles need to be lighter to alleviate the increase in vehicle weight caused by “electrification” and “intelligence”, thereby improving the range and overall vehicle performance. Among the three ways to achieve body weight reduction: lightweight new materials, optimized structural design, and lightweight manufacturing processes, material lightweighting is a fundamental core technology that is crucial for improving key performance such as vehicle range. The application of lightweight materials will inevitably lead to changes in body connection technology. More than 90% of traditional steel bodies use resistance spot welding, while lightweight bodies mainly use cold connection processes, with thermal connections and adhesive connections as supplements. Due to the limitations of connection processes and the increasing quality requirements, lightweight bodies cannot rely on manual connections like traditional bodies, leading to the widespread application of industrial robots in the new energy vehicle manufacturing industry. The use of robots in lightweight new energy vehicle body manufacturing not only saves labor, reduces costs, and improves equipment utilization and product quality, but more importantly, it ensures personnel safety, improves working conditions, reduces labor intensity, and increases work efficiency [1].2 Introduction to Welding Robot Systems The connection of automotive white bodies is usually carried out in a process layout in the form of production lines or work islands. A production line or work island generally consists of one or more workstations, each of which can be regarded as a single connection system. This system mainly consists of multiple (usually 2 or 4) robots and external integrated systems.2.1 Composition of the Robot System The robot system mainly consists of the robot body and external integrated systems. The robot body mainly includes the robot, robot controller, and teaching pendant. The external integrated systems vary slightly depending on the different connection devices or tools integrated, generally including connection devices, connection device control systems, connection device auxiliary systems, pipeline packages, RIP units, etc., as shown in Table 1. According to the needs of flexibility in speed and vehicle models, some robots may exist in a one-to-many situation, requiring multiple identical or different connection devices and tools to be configured simultaneously, which necessitates the configuration of gun change trays, connection device/tool brackets, and robot seventh axes, etc. [2].
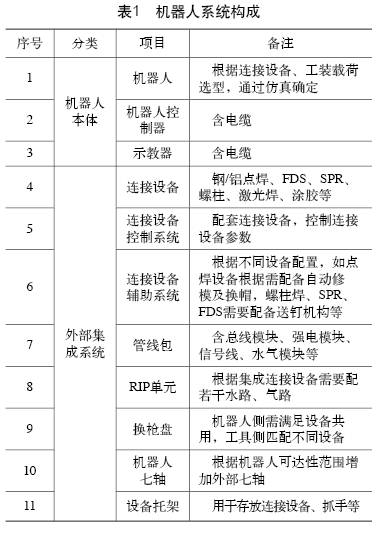
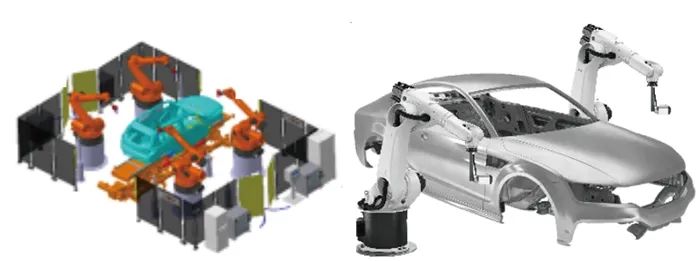
2.2 Composition of Single Station Systems The single-station sub-assembly or white body assembly workstation system mainly consists of tooling fixtures, robot connection systems, PLC control cabinets, safety fences, etc. Single-station sub-assemblies generally adopt an island structure, with 1-2 robots corresponding to multiple sets of fixtures, and manual loading and unloading of parts with robot connections. The white body assembly generally adopts a linear structure, with standard workstations typically configured with 4 robots (the specific number is equipped according to process requirements), and transportation is generally carried out using roller beds and sliding sleds, as shown in Figure 1.
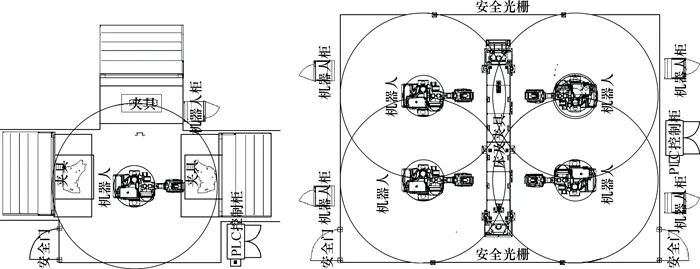
a)Single Station Work Island Structure b)Single Station Linear Structure
Figure 1 Single Station Robot System
3 Application of Robots in New Energy Vehicle Body Welding Production Lines The application of robots in new energy vehicle production lines is very extensive. In the initial planning of the welding line, the degree of automation is defined based on product process requirements and investment conditions, and a reasonable automation scheme is selected. The application scenarios of robots are generally divided by function, typically categorized into connection processes, adhesive processes, handling, inspection, etc.3.1 Planning Standards for Welding Robot Applications Whether to choose automation for welding stations or production lines is generally evaluated according to five dimensions, as shown in Figure 2. In the early planning phase, the flexibility of the production line and the reservation needs for subsequent vehicle models are considered first. Generally, a 30JPH production line is typically planned for 2 platforms and 4 vehicle models, while a 60JPH production line is planned for 3 platforms and 6 vehicle models. Workstations that require flexible switching of vehicle models and changing tools or equipment are prioritized for automation. Next, specific process requirements are considered to define the automation plan. For lightweight new energy bodies, processes such as SPR, FDS, aluminum spot welding, and laser welding require consideration of automation due to equipment process requirements, safety, and operability. Then, areas with high quality standards, such as the appearance of weld points, need to consider automated connections to ensure quality stability and reliability to avoid distortion and deformation of weld points. Furthermore, the labor intensity of the posts must meet the standards; automation plans are considered for jobs with high labor intensity and operational difficulty. Finally, apart from the above dimensions, if the automation plan shows significant economic benefits compared to manual solutions from a long-term production operation perspective, the automated solution is also prioritized.
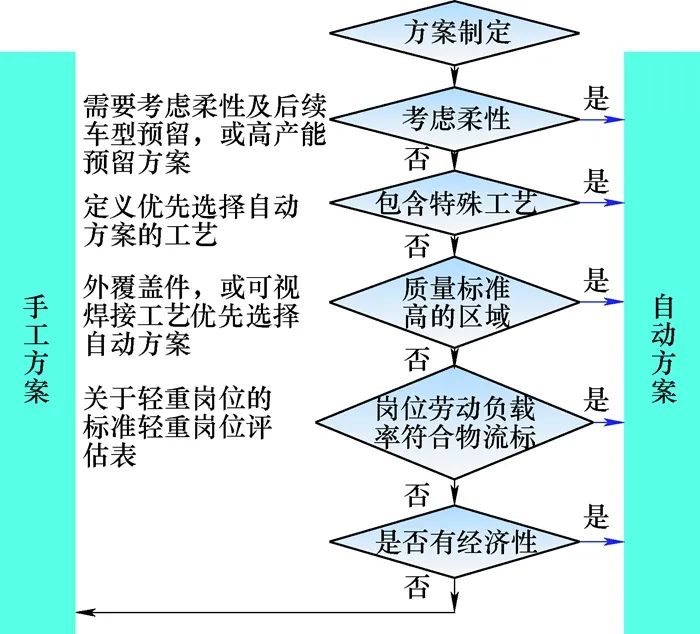
Figure 2 Automation Scheme Selection Process3.2 Application of Robot Connection Processes Lightweight new energy bodies generally adopt a steel-aluminum hybrid approach, fully utilizing the advantages of steel and aluminum, placing suitable materials in the most appropriate positions. Due to the heavy weight of the battery in the lower body, lightweight aluminum alloys are used in the lower body, while high-strength steel is used in the upper body. Additionally, hot-formed steel is used in collision safety zones to form a safe cage structure, which is about three times stronger than high-strength aluminum alloys. This achieves a perfect ratio of weight between the upper and lower parts of the vehicle, bringing value to consumers in terms of safety, handling, and comfort. The mixed material “steel on top and aluminum below” body has high performance and optimal manufacturing and subsequent maintenance costs. The common distribution of lightweight steel-aluminum body connection processes is shown in Table 2.
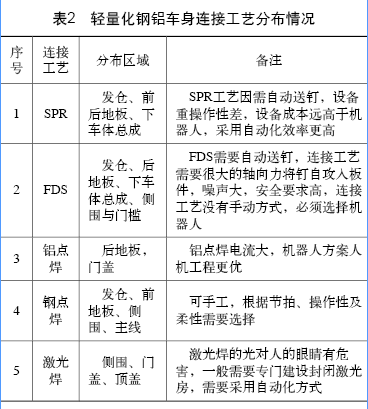
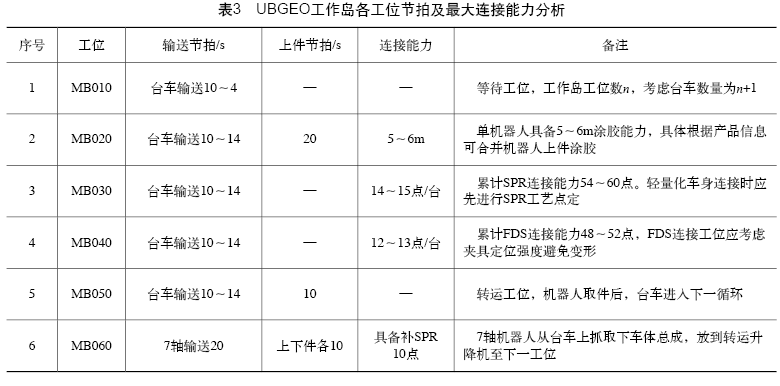
(1) Application of Robot SPR/FDS Connection Processes Lightweight aluminum/steel-aluminum bodies generally rely mainly on SPR and FDS cold connections. Self-piercing riveting (SPR) is a high-speed mechanical connection process that forms a connection between sheets and rivets without pre-drilling, using semi-hollow or solid rivets as punching tools. SPR provides double-sided connections and is suitable for 4mm aluminum/aluminum-steel combinations. Hot-melt self-tapping riveting (FDS) uses high-speed rotation and axial downward pressure to cause plastic deformation of the workpiece, allowing screws to penetrate the workpiece, forming self-tapping threads that are tightened to the final torque, suitable for single-sided connection areas of the body. Both connection processes are generally automated using robots [1]. A certain lightweight new energy vehicle’s lower body is entirely aluminum, and the model is planned for two platforms with a cycle time of 30JPH. Considering the high cost of connection equipment, the UBGEO workstation plan for the lower body considers using a small circulating cart scheme to maximize the utilization of connection equipment. Four workstations are planned. UB010 is a cart waiting station, UB020 is for loading various assemblies onto the lower body, where three robots will take the front and rear floor assemblies and battery compartment assemblies from APC or EMS carts, apply adhesive, and place them onto the cart. The cart is transported to the UB030 workstation for positioning and locking, where four SPR robots will perform spot connections on the lower body before the cart is transported to the UB040 workstation, where four FDS robots will perform spot connections on the lower body. Finally, a 7-axis robot will transport the lower body assembly to the next workstation via a lift to the subsequent line. The specific process layout is shown in Figure 3.
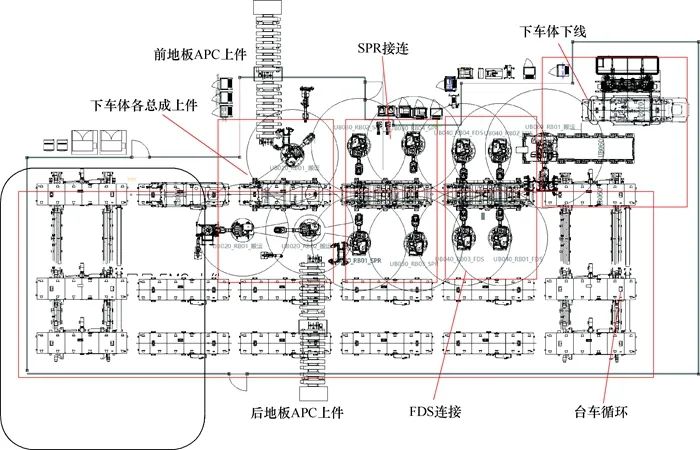
Figure 3 UBGEO Workstation SPR/FDS Process Layout Plan The UBGEO workstation for the lower body is planned with a cycle time of 30JPH, considering an equipment utilization rate of 85%, with a single-station cycle time of 102 seconds. All transports use a high-speed roller bed and cart method, with flexible consideration for switching vehicle models. The transport cycle time is 2-3 seconds for lifting and 6-8 seconds for walking, with SPR connections taking 6 seconds per point, FDS connections averaging 7 seconds per point, and adhesive application at 80ms/s. Detailed analysis of workstation cycle times and maximum connection capabilities is shown in Table 3.
(2) Application of Robot Laser Welding Connection Processes Laser welding technology uses a high-energy laser beam as the heat source to impact welded joints, completing connections between sheets by melting filler materials or base materials.Currently, the two widely used laser welding methods for white bodies are laser brazing and laser melting welding, as shown in Figure 4 for the welding seam forms of the two methods.

a)Laser Melting Welding

b)Laser Brazing
Figure 4 Welding Seam Forms of Two Laser Welding Methods
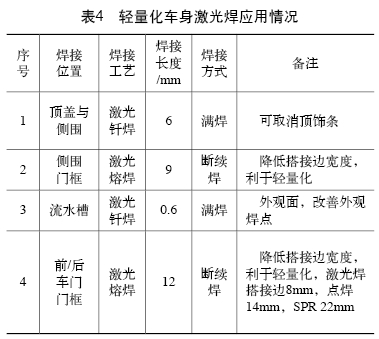
Compared with cold connections and traditional spot welding processes, laser welding has the following advantages: ① Fast welding speed, high production efficiency, and the ability to weld along any trajectory. ② The energy density of the laser beam is high, with a small heat-affected zone, a large depth-to-width ratio of the weld, and minimal welding deformation. ③ It can achieve welding between different models and dissimilar metals. ④ In combination with lightweight bodies, it can further reduce the weight of the body and lower costs. Laser welding is applied in lightweight aluminum alloy connections to solve welding difficulties and further reduce body weight. It is currently widely used in locations such as roofs, trunk lids, side door frames, and water channels. The application of laser welding in a certain lightweight body is shown in Table 4.
For the distribution of laser welding processes, specific process plans are developed. The roof and side overlaps are planned at the main line for total assembly workstations, while the front and rear door frames are concentrated in the same workstation at the door cover work island for welding, and the side door frames and water channels are planned in the side outer plate line. Taking the side outer plate as an example, the robot laser welding process application plan is introduced. A laser room is planned in the side outer plate line, with five robots planned for the workstation. One robot will load the side outer plate, front reinforcement frame assembly, and water channel assembly onto the positioning fixture of the side outer plate assembly. The positioning fixture uses a tetrahedral turntable to achieve flexible switching for four vehicle models. After loading, the fixture clamps for positioning, and the robot leaves the laser room and closes the door. Three robots will perform laser welding (two robots for side door frame laser melting welding and one for water channel laser brazing). After completion, a 7-axis robot will take the side outer plate assembly offline and conduct manual weld seam inspection. To ensure that the laser welding can accurately find the starting position for welding each time, a seam locating system is added to the front end of the welding head. The specific layout is shown in Figure 5.
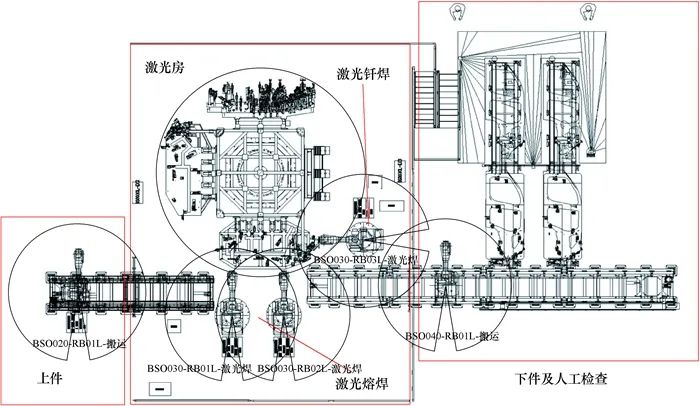
Figure 5 Side Outer Plate Laser Welding Process Layout Plan3.3 Application of Robot Adhesive Processes (1) Adhesives Used in White Body Welding Common adhesives for body welding include edge adhesives, spot welding adhesives, structural adhesives, damping adhesives, and two-component adhesives. Edge adhesives are used for adhesive structures in body sheet metal parts, mainly applied to the edge positions of four doors, two lids, and wheel covers. Spot welding adhesives are pre-coated on the lap positions of sheet welding, filling gaps between sheet materials after spot welding to prevent rust, reduce noise, and prevent water, air, and dust leakage, ensuring the interior environment of the vehicle, suitable for body spot welding positions. Damping adhesives are used to reduce noise and vibration during vehicle operation. Many parts of the body, such as outer door panels, roof outer plates, and side outer plates, have gaps between the outer and inner panels that cannot be connected by welding points. Expanding adhesives are applied between the two parts, which, after heating, expand and cure, resulting in a high bond strength. Structural adhesives mainly enhance the body structure and can partially replace some welding points in certain positions. Two-component adhesives are structural adhesives that cure at room temperature when mixed in a specific ratio, mainly applied to the edge positions of outer plates. Due to their high strength at room temperature, they can better prevent movement of outer panels after edging, avoiding affecting assembly precision [3, 4]. (2) Adhesive Application Plan for New Energy Bodies The adhesive application plan for the body generally includes manual and robot automatic methods, as shown in Figure 6. With the continuous improvement of automotive manufacturing processes and quality requirements, the application of robot adhesives is becoming more widespread, especially for new energy vehicles that require robot adhesive solutions. This is mainly reflected in the following aspects.
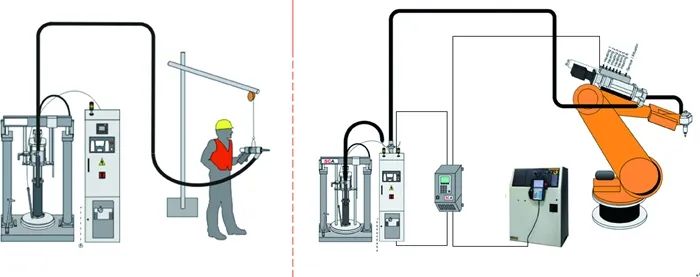
Figure 6 Manual and Robot Adhesive Layout 1) Large amount of adhesive. The lightweight body of new energy vehicles mainly relies on SPR and FDS cold connection processes. The strength of pure cold connection processes is lower than that of welding, which cannot meet the strength and rigidity requirements of white bodies. Generally, structural adhesives are needed to meet usage requirements. Typically, the strength of structural adhesives added to SPR and FDS is 5-8 times that of individual connection strengths. As a result, the amount of structural adhesive used in lightweight aluminum body structures is nearly dozens of times greater than that of steel bodies. The length of structural adhesive for ordinary steel bodies is generally below 5-10 meters, while that for steel-aluminum bodies is around 80-100 meters, and for all-aluminum bodies, it is nearly 200 meters. 2) High process requirements. To ensure adhesive coverage while avoiding overflow affecting the painting and electrophoresis, there are clear requirements for the diameter of the adhesive, adhesive margin (the distance from the adhesive to the edge of the sheet), start and stop points, etc. Since manual adhesive application sometimes struggles to guarantee quality, a robot system is needed to ensure the stability and consistency of adhesive application positions. 3) High quality requirements. Due to the large amount of adhesive used in new energy vehicles, higher quality requirements for the adhesive are necessary. Poor adhesive quality can severely affect the performance of the body. The application of robot adhesives, combined with a vision detection system, allows for online monitoring of adhesive quality, detecting the position, width, and continuity of adhesive strips. This real-time detection does not occupy production cycles and can store images and data for process analysis and quality traceability, thus ensuring better adhesive quality.3.4 Application of Robot Handling Processes The production process of white bodies often involves the handling of stamped parts, sub-assemblies, and assemblies between the same or different workstations. Considering operational safety, flexibility, quality, and cycle time requirements, robots are needed to handle workpieces. Common applications of robot handling processes are shown in Table 5.
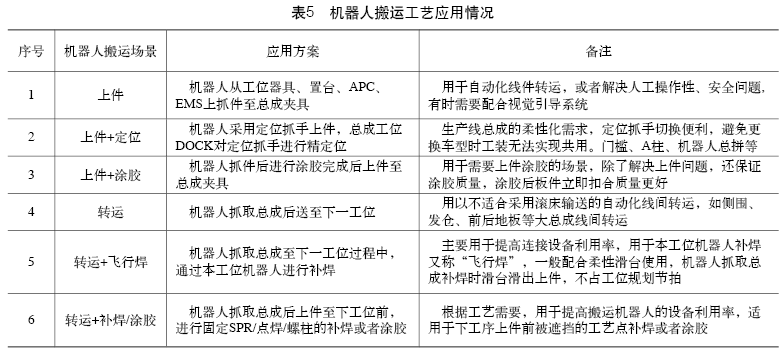
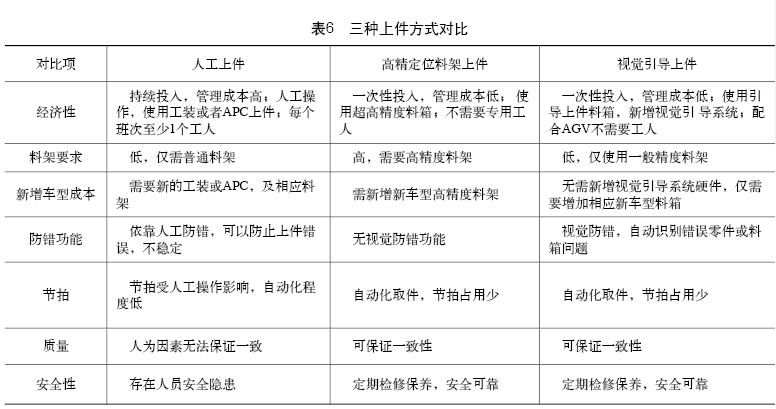
3.5 Application of Robot Inspection Processes Robot inspection processes mainly refer to using robots equipped with vision systems to inspect process quality, workpiece positions, precision, etc., to meet certain process application needs. Common robot vision inspection processes include weld seam visual inspection, adhesive visual inspection, loading visual inspection guidance, and online precision inspection. (1) Process quality inspection Process quality inspection includes inspecting weld seam quality and adhesive quality. Weld seam visual inspection is mainly applied to laser welding or arc welding, used to detect workpiece position accuracy to determine weld seam positions and match robot trajectories in real time, or to monitor and trace weld seam quality after welding. Robot adhesive inspection is also used for real-time monitoring of adhesive quality and quality traceability [5]. (2) Loading guidance inspection Visual guidance loading technology combines visual inspection technology and industrial robot kinematics principles, allowing robots to have “eyes” and breaking the limitation of robots that can only repeat taught trajectories, enabling real-time adjustments to their working trajectories based on changes in the positions of the workpieces, accurately grasping workpieces, and directly improving the automation efficiency of the entire body manufacturing process. Visual guidance loading has significant advantages over traditional manual loading and high-precision material rack loading, as shown in Table 6.
For a certain lightweight new energy vehicle, the side outer plate loading considers adopting a visual guidance loading scheme, with the layout shown in Figure 7. An AGV delivers the left and right side outer plate workstation material racks to the storage location. Based on the accuracy of the material rack, the robot may consider directly photographing the left side outer plate L with a vision camera before grabbing it, or the robot may first take an initial photo of the material rack position for locating, then take a second photo of the left side outer plate L before grabbing it. After the robot grabs the left side outer plate L, it is placed onto the turntable fixture, with manual loading of tail light boards, water channels, locks, and other small assemblies, after which the fixture clamps and rotates 180° to the welding position for alignment. After welding, the robot takes the completed side outer plate assembly R from the turntable fixture and conducts fixed supplementary welding before hanging it on the EMS cart. The robot then repeats the process of grabbing the side outer plate R from another material rack, placing it onto the turntable fixture, and after manual loading of small assemblies, the left side outer plate assembly L is completed. The turntable rotates 180°, and the robot takes the side outer plate assembly L for fixed welding before hanging it on the EMS cart, entering the next cycle to grab the side outer plate L. This scheme maximizes the utilization of visual guidance equipment, achieves the shared use of the visual detection system and gripper, reduces personnel operational intensity, and lowers the impact of outer plate deformation on precision, while the tetrahedral turntable fixture can meet the flexible needs of two vehicle models.
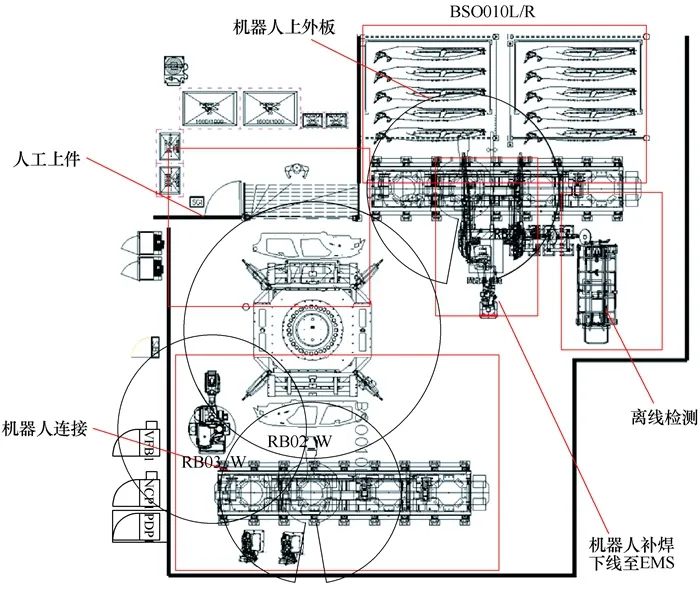
Figure 7 Side Outer Plate Assembly Loading Guidance Visual Scheme (3) Online precision inspection Robot online precision inspection mainly includes online detection of key hole positions of various components of the white body assembly and online detection of gap surface differences between white body assemblies. Typical online precision inspection application schemes are shown in Figure 8. From a cost perspective, typically, 1-2 robots are installed on each side of the body assembly to form an inspection system. A complete measurement system includes both hardware and software components, where the hardware part consists of: industrial robots, laser vision sensors (probes), measurement computers, image processing systems, measurement data management network structures, electrical control systems, etc. The software part includes: measurement control software and data management and analysis software. The measurement process is as follows: when the robot receives the start measurement signal, it moves the vision sensor along the pre-planned measurement path, sequentially reaching the measurement points, with the vision sensor completing the measurement. After the measurement is completed, the robot returns to its initial state and sends a measurement completion signal.
a)Body Precision Inspection b)Door Cover Gap Surface Difference Inspection
Figure 8 Online Precision Inspection Scheme
4 Conclusion Body lightweighting is an inevitable trend in the development of new energy vehicles. The design methods for body lightweighting are continuously optimized, and the application of lightweight materials is becoming increasingly widespread. The lightweight new energy body, due to the use of lightweight aluminum alloy materials, leads to process changes. Cold connection processes such as SPR and FDS must adopt automated connections due to equipment safety and operability. Laser welding and aluminum spot welding must also adopt robotic automation for occupational health reasons. Lightweight processes require structural adhesives to better ensure the strength and rigidity of the body. The adhesive amount for lightweight new energy bodies is several times that of traditional vehicles, and due to the increasing quality requirements of adhesive processes, robotic adhesive application is also necessary. Meanwhile, with the increasing demands for process flexibility, automation, and quality, robot handling and online precision inspection are becoming more common. Therefore, as lightweighting develops in new energy bodies and process requirements increase, automation is also an inevitable trend in the development of new energy vehicle bodies.References:[1] Wang Lan, Wang Xueming, Zhang Yu. Discussion on Aluminum Alloy Body Connection Technology [J]. Automotive and Accessories, 2017 (17): 70-73.[2] Jiao Jianwu. Design and Application of Automotive Body Welding Robot Workstation [J]. Mechanical Engineer, 2012 (1): 126-128.[3] Liu Meina. Research on Body Welding Adhesive Processes [J]. Automotive Technology and Materials, 2019 (12): 40-43.[4] Chen Yuanyuan, Xu Hao. Adhesives for Automotive White Body Welding Processes [J]. Automotive Technology and Materials, 2019 (12): 40-43.[5] Zhao Liang. Analysis of the Application of Robot Laser Online Detection Technology in Automotive Welding Lines [J]. Small Internal Combustion Engine and Vehicle Technology, 2018, 47 (6): 42-45.Source: Metal Processing (Thermal Processing) 2023, Issue 1, Editor: Zhang Weiguan, Reviewer: Wang YingEditor’s Note: Add the editor to the non-ferrous welding technology group, where experts gather for mutual communication and learning, Editor WeChat: 15801410073 (same as WeChat number), serious inquiries only.Only fornon-ferrous metal welding-related professionals, please add friends with real-name remarks.☞ Advertisement Cooperation: Sun Ha 13811718902
Statement: If there are any copyright issues regarding the videos, images, or text used in this article, please inform us immediately, and we will confirm the copyright based on the evidence you provide and pay remuneration according to national standards or immediately delete the content.
Statement: If there are any copyright issues regarding the videos, images, or text used in this article, please inform us immediately, and we will confirm the copyright based on the evidence you provide and pay remuneration according to national standards or immediately delete the content.