Chip tape out (Tape Out) is the core step in transforming integrated circuit design into physical chips, involving design verification, process manufacturing, and sample testing, which directly determines the success rate of chip mass production.
The name originates from the early tradition of “streaming” design drawings to magnetic tapes, which has now evolved into the entire process of delivering GDSII layout data to wafer fabs. The cost of a single tape out can exceed $150 million (for 3nm process), taking 4-6 months, making it the most expensive “trial and error experiment” in the semiconductor industry.

1. What is Tape Out?
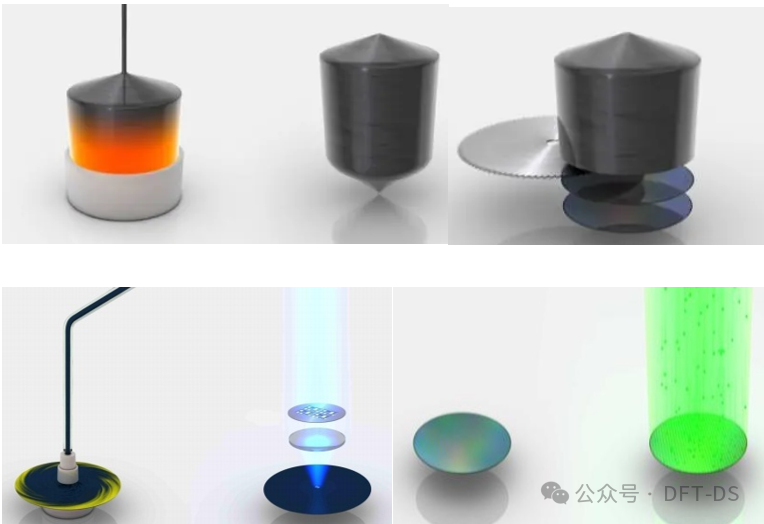
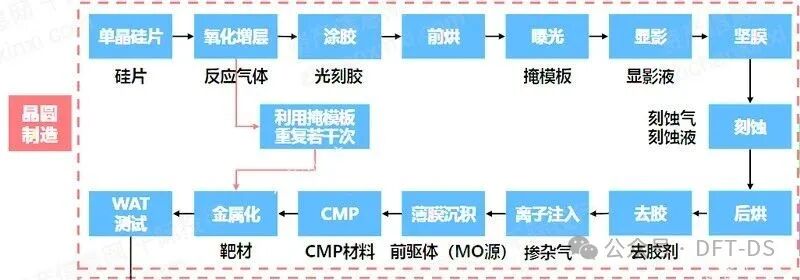
Tape out refers to the manufacturing of chips through a series of process steps on the production line, marking the final stage of integrated circuit design, which is the submission for manufacturing. This process includes precision techniques such as photolithography, etching, ion implantation, and metal deposition, ensuring the accurate construction of the designed integrated circuit on the silicon wafer.
Tape out is essentially a “trial production”; simply put, after completing the circuit design, a few dozen chips are produced for testing. If the tests pass, large-scale production begins based on this design.
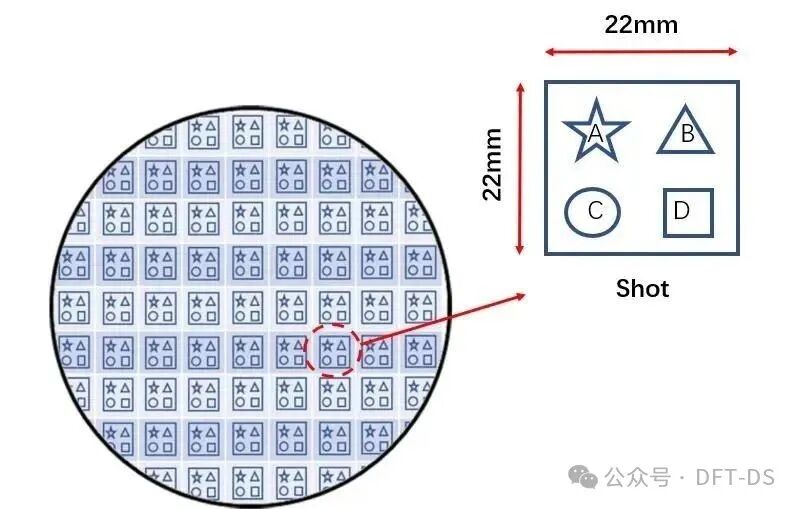
Tape out is the process of turning circuit designs into ASIC chips. After a fabless vendor completes the circuit design and verifies that all checks are correct, the final GDSII file is submitted to the foundry to produce a small batch of sample chips (usually ranging from dozens to hundreds) to verify the feasibility of each process step and whether the circuit meets the required performance and functionality.
Essence
Tape out involves delivering the designed GDSII file to the wafer fab, where sample chips (usually dozens to hundreds) are manufactured through processes like photolithography, etching, and ion implantation to validate design feasibility and performance.
Goal: To verify circuit functionality and process compatibility, paving the way for mass production.
Risk: Failure can lead to millions of dollars in losses, and startups may go bankrupt after 1-2 failures.
Value
Design verification: Exposing physical defects not covered by simulations (such as timing deviations and abnormal power consumption).
Precursor to mass production: Optimizing yield through sample testing to avoid risks in large-scale production.
Technical closure: Engineers complete the “design-manufacture-test” capability loop through tape out.
2. Tape Out Methods
Fabless designers typically deliver the final results of integrated circuit designs in GDSII format to the foundry, a process known as Tape Out. Full Mask and MPW are both methods of tape out (submitting design results for manufacturing).

1. Full Mask
A tape out method where the entire mask in a single manufacturing process is dedicated to a specific chip design.
2. MPW
A tape out method, MPW stands for Multi Project Wafer, which differs from Full Mask in that the entire mask in a single manufacturing process serves multiple chip design projects, allowing multiple IC designs to be manufactured in the same process.
Advantages and Disadvantages
Full Mask means that all masks in the wafer manufacturing process are used for a specific chip, resulting in high tape out costs. It is only adopted when there is complete confidence in success and readiness for mass production, as bulk production can reduce costs.
MPW costs only 5%-10% of the cost of standalone prototype manufacturing, significantly reducing product development risks. However, MPW has a certain process, usually organized by the foundry or third-party service providers, with various processes scheduled at predetermined MPW time points within a year, thus imposing a certain pressure on participants regarding design and development timelines.
MPW shares a mask template with other manufacturers, while FULL MASK has a dedicated mask. If the chip risk is high, MPW can be done first, and if testing shows no issues, then proceed with FULL MASK.
3. Processes and Key Technologies
1. Mask Production (Core Cost)
The mask, also known as photomask, is a graphic transfer tool or master in the microelectronics manufacturing process, serving as a carrier of graphic design and process technology intellectual property information.
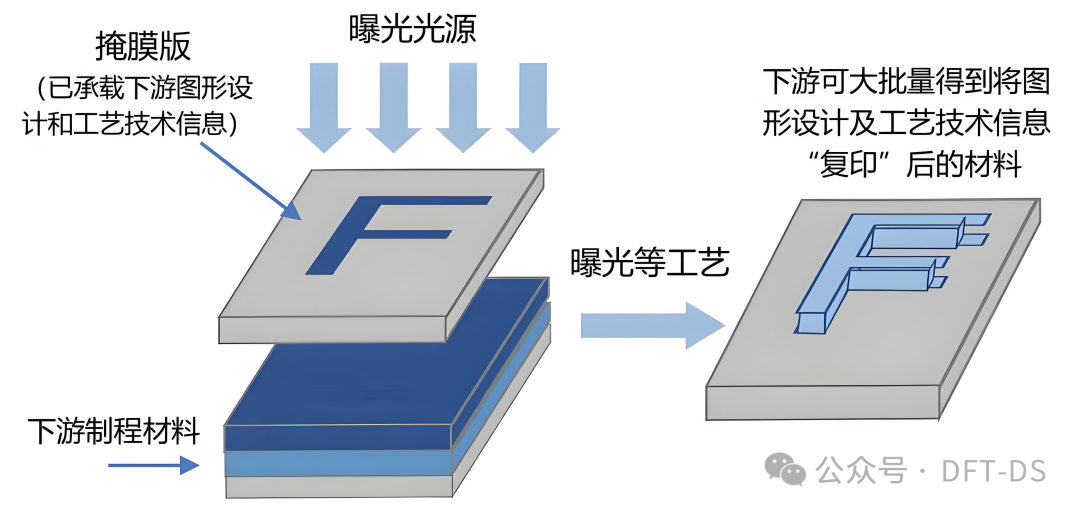
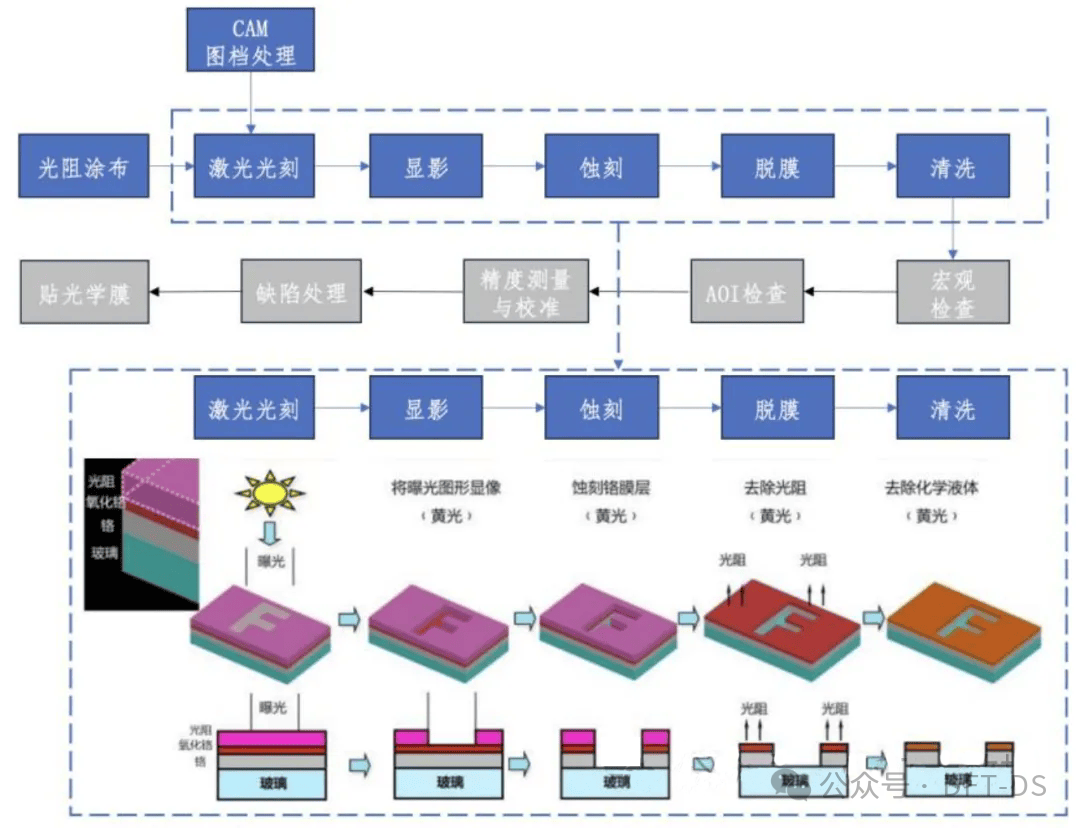
Based on the required graphics, mask manufacturers use photolithography to engrave micron and nanometer-level fine patterns onto the mask substrate (the raw material for the mask is a photosensitive blank board for creating fine photomask graphics), and then wash away the unnecessary metal and glue layers to obtain the finished mask. The role of the mask in downstream production lines is primarily to replicate images (circuit patterns) using the designed patterns on the mask through transparent and opaque methods, thus enabling mass production.
As the benchmark and blueprint for photolithographic graphic replication, the mask is key to connecting industrial design and process manufacturing. The precision and quality level of the mask directly affect the yield of the final downstream products.
The function of the mask is similar to that of a traditional camera’s “film”: transferring the designer’s circuit graphics to the downstream industry’s substrate or wafer through exposure, thus achieving mass production. As the benchmark and blueprint for photolithographic graphic replication, the mask is key to connecting industrial design and process manufacturing, and its precision and quality level directly affect the yield of the final downstream products. The mask is a critical consumable in the photolithography process, as important as the photolithography machine and photoresist.
The “film” of the photolithography process, the 7nm process requires over 80 layers of masks, accounting for 60%-70% of tape out costs.
Price examples: 40nm costs about 5 million, 14nm over 25 million.
2. Key Processes in Wafer Manufacturing
Photolithography:
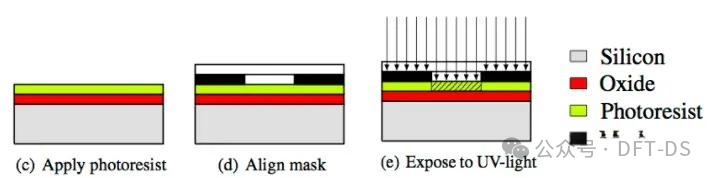
DUV/EUV technology transfers circuit graphics to silicon wafers with nanometer-level precision. A layer of photoresist is applied to the wafer, generally, when exposed to light, the photoresist dissolves (positive resist). Then, the prepared mask is used to expose the wafer.

The following cross-section diagram shows the yellow photoresist we added. The black part is the template we made based on the layout. Then we use UV light to expose and hollow out the photoresist.
Etching and Ion Implantation:
Using chemicals to etch the oxide, then washing off the photoresist, and finally implanting ions. This adjusts the conductivity of the silicon wafer, forming transistors.
Metalization:
This step primarily involves connecting metal lines on the silicon wafer. The following cross-section diagram illustrates this process clearly. Copper/aluminum lines are deposited to construct circuit interconnections.
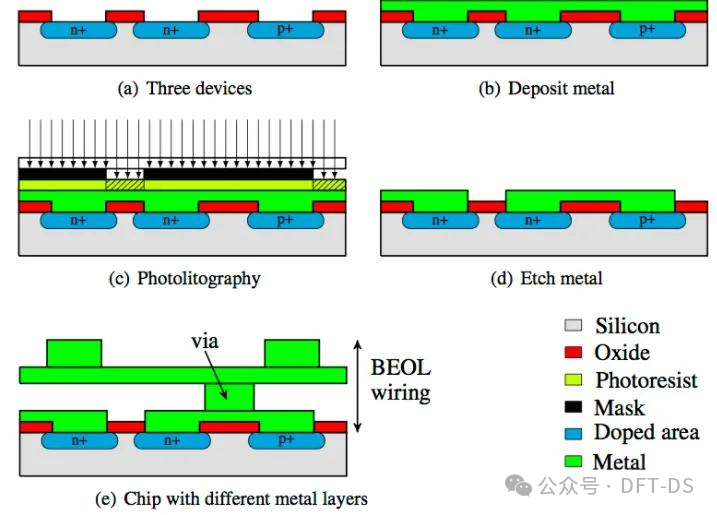
In diagram b, a layer of metal is first electroplated on top, diagram c shows the photoresist and mask being etched again to obtain diagram d, and then layers are stacked through etching, with only fixed vias connecting the layers.
3. Testing and Packaging
WAT (Wafer Acceptance Test), this primarily tests whether the electrical characteristics of the wafer are normal. WAT testing is directly integrated into the wafer during tape out, including various transistor parameters such as threshold voltage, leakage current, resistance, and capacitance. Generally, the WAT test vectors are provided by the foundry itself.
CP (Chip Probing) testing. After WAT testing passes, the next step is CP testing, where probes are used to check if the chips are good; defective chips are discarded to avoid wasting packaging costs. Generally, the DFT techniques discussed in previous articles, such as scan chain, JTAG, and BIST, are used. The CP test vectors are provided by the designer. If CP fails, the defective chips are marked and discarded.
CP testing (wafer testing): filters out defective bare chips, and yield determines economic benefits.
After CP testing, the chips are cut into individual small chips along the scribe lines, packaged, and sent out for final testing.
Packaging: Ceramic/plastic packaging protects the chip and supports board-level integration.
4. Composition of Tape Out Costs and Optimization Strategies
In-depth analysis of tape out costs (using 5nm chips as an example)

Cost optimization strategies:
1) MPW (Multi Project Wafer) sharing;
2) Wafer size game, 12-inch vs 8-inch wafers;
3) Open-source IP substitution, IP reuse strategy;
4) Improve tape out yield levels, using mature processes, etc.
5. Why are Tape Out Costs So High?
The price of a single tape out is primarily composed of the costs of the mask and wafer, with the mask accounting for a significant portion.
The mask (Photomask), also known as a photomask, is the graphic master used in the photolithography process of microelectronics manufacturing. The process of transferring graphics from the mask to the wafer is akin to the operation of a banknote printing machine. We can think of the photolithography machine as a banknote printing machine, where the process of printing the graphics of the banknote master onto paper is similar to how the photolithography machine prints chip graphics onto the wafer, both requiring a master template, which is the so-called mask.
Manufacturing a chip requires hundreds or even thousands of steps, and the mask is not just a single layer; for example, the 14nm process requires about 60 layers, while 7nm requires about 80 layers or more. The price of the mask primarily depends on the “process node” chosen for the chip; the higher the process node, the more expensive the tape out. Generally, the more advanced the process node, the more layers of masks are required. For instance, the tape out cost for the Kirin 985 using 7nm EUV technology is at least $30 million, while using more mature process technologies like 16nm or 28nm can significantly reduce tape out costs.
Typically, a 40nm mask costs about 5 million, a 28nm mask about 10 million, and a 14nm mask about 25 million. (Prices may vary by manufacturer; this is just to illustrate that MASK costs are relatively high.)
Additionally, the overall cost of the mask includes the costs of quartz, photoresist, and other raw materials, the usage costs of Mask Writers and Inspection equipment, as well as the generation of mask-related data, including OPC, MDP software licenses, server usage, and labor development costs. For a chip, with dozens of layers of masks, requiring so many steps, equipment, software, and personnel, the high costs are not surprising.
6. The Importance of Tape Out Experience
Participating in tape out is a rite of passage for chip engineers, marking their entry into the field.
For chip engineers, only projects that include the tape out phase are considered complete chip projects, and participating in tape out helps enhance learning in the IC development process.
For example, in baseband chip design, understanding when to implement low power consumption and the strategies for low power consumption, from design to implementation to application, all require support from the tape out phase. Because one cannot only focus on principles; one must also be aware of the uncertainties in the tape out process and take effective measures to mitigate them. This way, after completing each chip project, one has the opportunity to further establish standards, optimize workflows, and improve work efficiency while ensuring delivery quality.
Especially for commercial chips, tape out is akin to an exam, testing both the engineers and the company. Each tape out represents real financial stakes, and a few failures can potentially bankrupt a company.
For companies with R&D foundations and financial support, tape out is also very important. Top-tier design houses in China prioritize high-quality delivery, striving for “first time right,” meaning they aim to successfully complete chips in one go.
In cases of very large chips, with hundreds of engineers, each participating in only a small part, the sense of involvement may proportionally decrease.
However, regardless, only tape out can transform your ideas and efforts into a tangible part of this world, participating in the actual operation of this world, which is a worthy first step to be proud of.
The tape out process typically takes 2-6 months (including material preparation, photolithography, doping, electroplating, and packaging testing), making it the most critical and costly phase in chip manufacturing. However, the specific situation of tape out still depends on the production capacity of the tape out manufacturer.
After the tape out process, it transitions to the mass production phase, conducting chip mass production-level testing while also developing software for the chip, ultimately leading to mass production.
7. Challenges and Solutions in Tape Out
Design and Cost Challenges
In the chip design and tape out process, the challenges of design and cost are increasingly prominent, becoming significant constraints on industry development.
Design Complexity: With the continuation of Moore’s Law, the number of transistors on chips continues to increase, leading to an expansion of circuit scales. This not only increases the workload and technical difficulty of layout verification and routing optimization but also demands higher standards for performance enhancement and power consumption control. The rising length and density of interconnects also complicate design and verification.
Process Technology Advances: High precision requirements have driven a technological leap from deep submicron to nanometer-level processes. This raises higher demands for equipment precision and material performance, leading to increased equipment costs and difficulties in material R&D and procurement. Additionally, high-precision processes require stricter quality control to ensure stability and reliability in every production step, further increasing overall tape out costs.
Response Strategies:
Design Phase: By introducing more efficient design tools and methods, such as high-level synthesis and automated routing, design efficiency can be improved and human errors reduced. Employing hierarchical and modular design concepts can decompose complex systems into more manageable sub-modules, thus reducing design complexity.
Cost Control: Optimizing process parameters and material selection is key. In-depth research into process principles and material performance can identify more cost-effective process solutions and material combinations. Improving equipment utilization and reducing scrap rates are also effective ways to lower costs. Strengthening communication and collaboration with supply chain partners ensures the stability of material supply and reasonable pricing.
The challenges of design and cost are unavoidable issues in the chip tape out process. By continuously innovating and optimizing various aspects of the design and tape out processes, these challenges can be effectively addressed, promoting the sustained development of the semiconductor industry.
Measures to Address Tape Out Failures:
In the semiconductor manufacturing field, tape out failures can have serious consequences, including financial losses, time delays, and potentially affecting the success of the entire project. Therefore, implementing effective response measures is crucial.
Strengthening design verification and testing: Conducting thorough and rigorous simulation testing during the design phase, as well as strict layout verification and timing analysis before actual tape out, can help identify and correct potential issues as early as possible, significantly improving the success rate of tape out.
Close communication with tape out manufacturers: Various process and equipment issues may arise during the tape out process. Establishing a regular communication mechanism with tape out manufacturers to provide timely feedback and resolve issues is essential for ensuring the smooth progress of tape out.
Establishing a comprehensive failure analysis and improvement mechanism: Even with thorough preventive measures and preparations, the possibility of tape out failures still exists. By deeply analyzing the causes of failures, the root problems can be identified, and design and tape out processes can be optimized to prevent similar issues from recurring.
Reducing the risk of tape out failures requires a multi-faceted approach, including strengthening design verification and testing, close communication with tape out manufacturers, and establishing a comprehensive failure analysis and improvement mechanism. Implementing these measures not only improves the success rate of tape out but also provides strong support for the sustained development and technological innovation of the semiconductor manufacturing industry.
