Authors: Zhang Xiaoyang, Wang Shanshan, Li Ping
Affiliation:China Nonferrous (Shenyang) Metallurgical Machinery Co., Ltd.
Source: “Metal Processing (Thermal Processing)” Magazine
The multi-functional CNC dual-station quenching machine tool was developed and designed by the manufacturer in collaboration with our company’s technical personnel, based on the diversified characteristics of our products and the requirements for quenching machine tools. This machine integrates the functions of three specialized quenching machines, innovatively creating a fully functional, easy-to-operate, resource-saving, space-saving, and highly efficient dual-station surface quenching machine tool, which is a domestic first in terms of its multi-functionality and CNC integration.
1. Procurement Philosophy for Quenching Machine Tools
In accordance with the company’s relocation and upgrade requirements, outdated equipment with backward technology and low efficiency was eliminated, and advanced, CNC, digital, high-efficiency, cost-saving new machines were introduced. Our company manufactures large rotary kilns, mixers, and other complete sets of equipment, with a complex product structure requiring a variety of parts for surface quenching. The old quenching machine tool had been in use for over thirty years, characterized by a single structure, mechanical obsolescence, high labor intensity, low production efficiency, and an inability to meet the developmental needs of the company’s products.
During the relocation procurement, technical personnel conducted research and summarized the existing CNC machine tools based on the company’s current products and development needs over the next five years, proposing the purchase of a new type of quenching machine tool that not only addresses the shortcomings of the old machine but also meets the quenching conditions for all products, ensuring the intrinsic quality of products, improving production efficiency, reducing labor intensity, and lowering procurement costs, thereby achieving the group’s requirement for domestically leading equipment that will not fall behind within five years.
2. Characteristics and Requirements of Our Products
The newly purchased quenching machine tool is placed in the company’s heat treatment workshop, and its main function is to complete the surface quenching tasks for all workpieces. These workpieces are characterized by diversity, complexity, and high technical requirements, necessitating high functionality and precision from the machine tool, as well as high technical requirements for the operators.
The machine tool needs to achieve full coverage of all product ranges and must meet the main parameters of these typical parts, which include: spur gears, helical gears, single heart bevel gears, gear shafts, gear rings, shafts, wheels, guide rails, racks, large rotary parts, wheels, and sleeve parts, etc. Among them, typical parts include gears, gear shafts, shafts, wheels, and linear guide rails, with specific parameter requirements listed in the attached table.
Typical Parts Main Parameter Table
|
Parameter Requirements |
Gear |
Gear Shaft |
Shaft |
Wheel |
Linear Guide Rail |
|
Weight/kg |
0~15000 |
0~6000 |
0~2000 |
0~2000 |
0~1000 |
|
Diameter/mm |
300~5000 |
0~800 |
30~400 |
400~700 |
— |
|
Module |
8~50 |
8~50 |
— |
— |
— |
|
Pitch Angle(°) |
5~35 |
8~35 |
— |
— |
— |
|
Length/mm |
0~1200 |
0~3000 |
0~3000 |
0~1500 |
0~4000 |
|
Tooth Length/mm |
0~1200 |
0~1000 |
— |
— |
— |
3. Features of the Multi-functional CNC Dual-station Quenching Machine Tool
This multi-functional CNC dual-station quenching machine tool (see Figure 1) mainly focuses on reforming four major components: the CNC system, the main mechanical structure, the electrical control system, and the quenching cooling circulation system. The main mechanical structure includes a large gantry station and a small vertical station; the electrical control system adopts a leading CNC system globally, including the CNC Siemens 840DSL system, S120 servo drive system, ZTTP500kW fully digital controlled IGBT medium frequency power supply, and Siemens 840DSL human-machine interface. The accompanying quenching cooling circulation system has the functions of cooling and heating the quenching medium, with pressure regulation, pressure display, temperature control, and temperature display functions, providing strong hardware support for precise control of the cooling medium.

Figure 1
The multi-functional CNC dual-station quenching machine tool has the following three characteristics compared to ordinary quenching machines:
1. Multi-functional Dual-station
This device adopts a “gantry + vertical” dual-station structure, achieving multiple functional requirements with one machine tool. Ordinary quenching machines on the market are either single gantry or single vertical, while this quenching machine organically combines both types. Each station has a transformer; although both stations cannot be used simultaneously, having two transformers in one machine is a domestic leading feature.
The design of the multi-functional dual-station has the following two characteristics: Feature one, the large station can perform quenching on gear types, gear ring types, racks, large rotary types, linear guide rails, etc.; Feature two, the small station can perform quenching on shaft types, wheel types, wheels, sleeves, etc., especially achieving surface quenching of shafts with a diameter range within 700 mm and a height range within 3500 mm in one surface quenching without soft bands. The dual-station shares one heating power supply, and alternating heating is achieved through PLC control, with each quenching station’s parameters adjustable individually, allowing for continuous quenching functionality.
2. Advanced CNC System
The CNC system uses the German SIEMENS CNC system, which features precise positioning, high reliability, and simple operation. It mainly consists of the following parts: operation panel, control panel, servo motor driver (SIMODRIVE S120), and logic control unit.
(1) By programming the CNC, various parameters related to the quenching process can be adjusted, including the rotation speed of the rotary worktable, the six-direction actions of the transformer, heating power, and the size of the quenching spray liquid.
(2) Writing quenching programs is also very convenient, using the Siemens 840DSL CNC system, which has functions for program input, control, and monitoring of the machine tool, cooling system, and quenching power supply status. It allows operators to input geometric parameters and process data of parts through the human-machine interface, and the system automatically generates execution programs for quenching treatment, achieving automatic process control, process storage, and reproduction functions. The rotation speed of the large station and the power output can be set in different segments of a program to meet the requirements for different rotation speeds and heating powers for certain parts. Different quenching methods can also be programmed, such as continuous quenching, simultaneous quenching, segmented continuous quenching, segmented simultaneous quenching, and reverse spraying.
(3) To ensure the correctness of the quenching program, the CNC system has a program review function that checks whether the quenching program is correct before the workpiece is quenched. If the program is incorrectly written, the machine tool will not execute any actions. For example, if a program only sets the heating to start and does not stop heating after the quenching ends, the system will refuse to quench and provide an error prompt. Error checks also include transformer operating position and speed limits, workpiece rotation speed limits, power voltage output limits, timing limits, program start and end checks, and spray start and stop checks.
(4) The CNC system can achieve both automatic and manual functions. Through an electric hand pulse, manual control of any motion axis and switch control can be performed, while the automatic process can execute the entire process actions and control the switches for water, electricity, and gas quenching.
3. High Precision of CNC Machine Tool, Stable Quenching Quality
Ordinary quenching machines mainly rely on operators to manually adjust the distance between the transformer’s sensor and the workpiece to achieve the required surface hardness for quenching. Due to manual adjustments, the control varies from person to person, making it difficult to achieve consistent quality for a batch of quenched workpieces. Moreover, if the control of the quenching joint is not well managed, quenching cracks may occur. After achieving mechanical CNC, the multi-functional CNC quenching machine tool relies on CNC mechanical transmission, performing specified actions according to the designated program, ensuring good stability. The rotation of the machine tool and the movement of the sensor are also controlled by the program, precisely controlling the position of the quenching joint, making it less likely for workpieces to crack during quenching, improving the efficiency of quenched workpieces, and ensuring the quality of quenched workpieces of the same batch and size.
Previously, quenching machines did not have rotary tables and relied on separately made reduction mechanisms and welded support frames as rotary tables. This mechanism would experience intermittent pauses during operation, causing uneven hardness in the quenched workpieces. The large station of the multi-functional CNC quenching machine tool adopts a large and small gear meshing structure, which not only runs very smoothly but also can accurately provide the required rotation speed for the workpieces, with a minimum speed of 200 mm/min and a maximum speed of 4800 mm/min, fully meeting the rotation speed requirements for all rotary parts, ensuring the surface quenching quality of all workpieces, improving production efficiency, reducing labor intensity, shortening workpiece turnover cycles, and expanding surface quenching capacity.
4. Cost and Energy Savings
1. Savings on Procurement Funds
If this multi-functional CNC dual-station quenching machine tool were not available, to achieve surface quenching for all company products, it would require the procurement of three different functional specialized quenching machines (vertical automatic tooth-cutting, large rotary, linear type) to meet the requirements. However, the manufacturer created this new type of quenching machine based on our procurement philosophy, which only requires auxiliary tooling to fully realize these three functions. This saves a significant amount of procurement funds, reducing the company’s relocation costs.
2. Efficient and Energy-saving Power Cooling System and Quenching Liquid Cooling System
The cooling system consists of two parts: power cooling and quenching liquid cooling. This system has high cooling capacity, ensuring that the power supply and quenching cooling medium can operate continuously for 8 hours without exceeding 40°C. The cooling power part uses an air-cooled cooling unit, and the copper busbar has a sufficiently large heat exchange area, achieving a cooling capacity of 50 m³/h. The quenching liquid circulation cooling system is more complex, with a liquid collection tank designed under the rotary worktable to collect the cooling liquid after quenching, which is then sent back to the liquid pit in the ground through stainless steel pipes. The liquid is filtered and pumped back to the medium storage tank. The quenching medium tank is equipped with two sets, each with a volume of 2 m³, and the quenching cooling medium is recycled back to the liquid tank, allowing for automatic circulation. The medium in the tank is cooled by a compressor cooling unit, achieving the required cooling capacity. The quenching cooling medium collection tank is equipped with electric heating pipes and stainless steel plate heat exchangers, featuring heating and cooling systems, as well as pressure display, pressure regulation, temperature display, and temperature control functions.
3. Improved Power Utilization Rate
The design of the dual-station structure only provides one power supply, allowing the two stations to be used alternately. Although they cannot be used simultaneously, this effectively improves the utilization rate of the power supply, achieving the goal of cost reduction. The efficient power cooling system also provides solid support for the continuous operation of the dual-station machine tool.
4. Space Savings
The dual-station design of the machine tool saves at least half the area. Both stations utilize the same power supply, the same medium storage tank, and the same filtering system.
5. Automatic Adjustment of Deformation Function
Equipped with displacement sensors, the sensor can float back and forth and side to side. When performing surface quenching on linear guide rail types, after positioning, the system automatically releases the corresponding Z servo axis for up and down movement, allowing it to close the loop with the displacement sensor, enabling the sensor to float back and forth, with front and back tracking achieved by mechanical templates, ensuring consistency in the quenching gap between the sensor and the workpiece.
6. Labor Savings
Ordinary quenching machines require at least four operators: one to operate the electrical control buttons, one to control the quenching liquid’s switch and flow, one in front of the quenching station to control the gap between the sensor and the workpiece, and one to assist the main operator. After adopting the multi-functional CNC quenching machine tool, the tasks of these four individuals can be programmed into the CNC program. Once the program is set, each action of the machine tool is executed according to the established steps, requiring only one operator to monitor the machine tool to prevent accidents during operation, which not only saves labor but also significantly reduces the labor intensity of workers.
7. High Efficiency
Surface quenching of gears and gear shafts requires specialized oil-embedded or vertical quenching machines, with the cooling medium being quenching oil. This machine features an automatic tooth-cutting mechanism that allows the gear to rotate while the sensor moves laterally. The large station can achieve the functionality of an oil-embedded quenching machine, using PAG quenching liquid instead of oil for cooling. The CNC functionality of the machine can achieve more precise automatic tooth-cutting, ensuring stable quality and improving efficiency by two times compared to oil-embedded quenching machines. This combines the functions of both oil-embedded and vertical quenching machines into one, significantly reducing procurement and production costs, saving space, and addressing the shortcomings of both types of machines, improving the efficiency of surface quenched workpieces and shortening the production cycle of workpieces.
5. Application Examples
The multi-functional CNC dual-station quenching machine tool adopts a gantry + vertical structure, fully meeting the production requirements for small batches of shafts, gears, etc., while ensuring the reliability of the mechanical performance of the products, optimizing the mechanical structure and electrical configuration of the machine tool, achieving ease of operation, retention and reuse of process parameters, and convenient maintenance.
Figure 2 shows the gantry large station quenching a tooth plate, which does not require rotation; the profiling sensor moves from bottom to top to perform surface quenching on the tooth plate. For a batch of the same model tooth plates, as long as the positional gap is set correctly and the process parameters are input, uniform surface quenching quality with the same hardness can be achieved.
Figure 3 shows the surface quenching of the upper surface of the top cover, where the workpiece is fixed on the rotary table and rotates uniformly, while the sensor remains stationary, achieving surface quenching along the circumference. A single alignment for a batch of workpieces can complete the process.
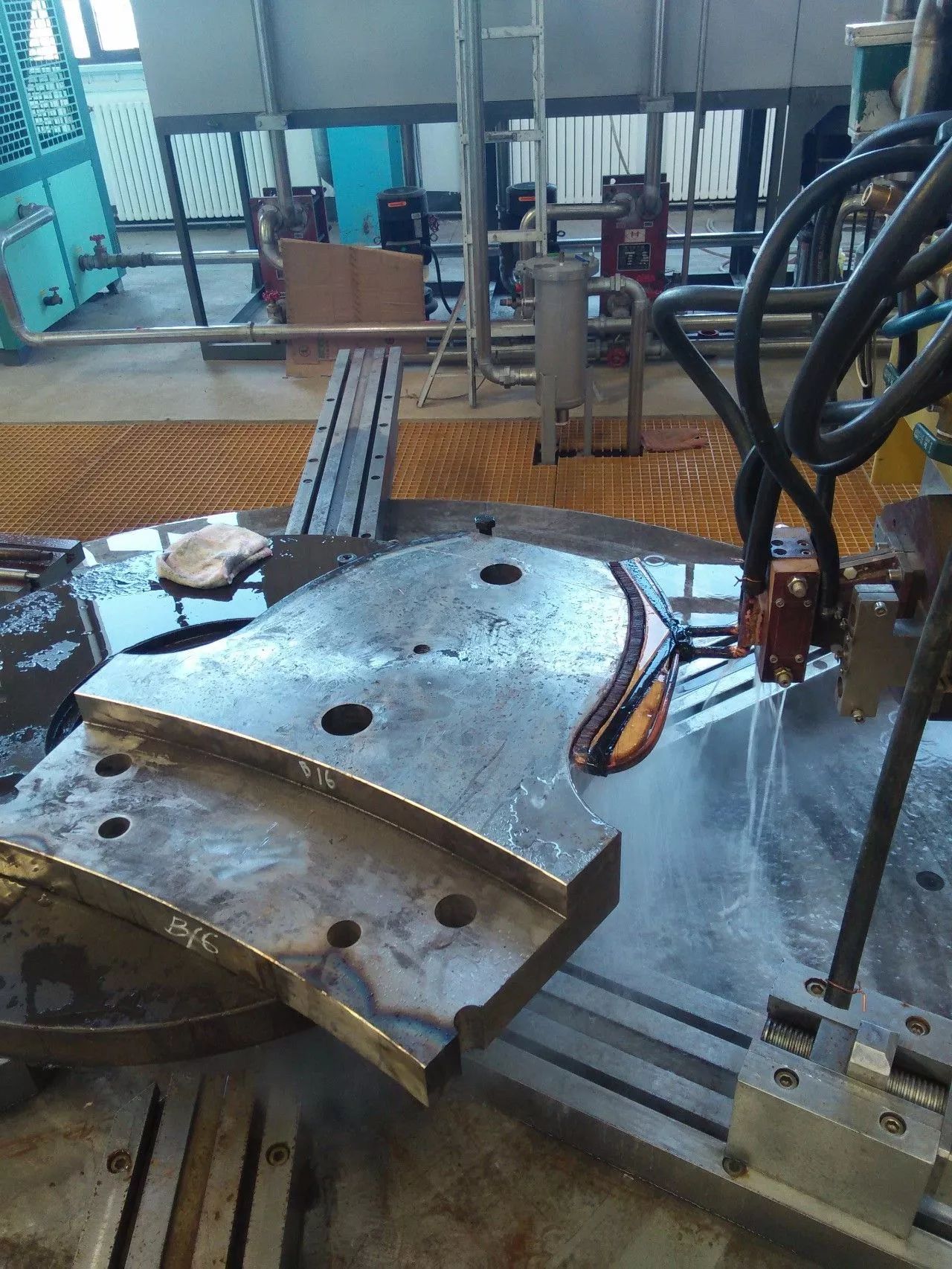
Figure 2 Surface Quenching of Tooth Plate
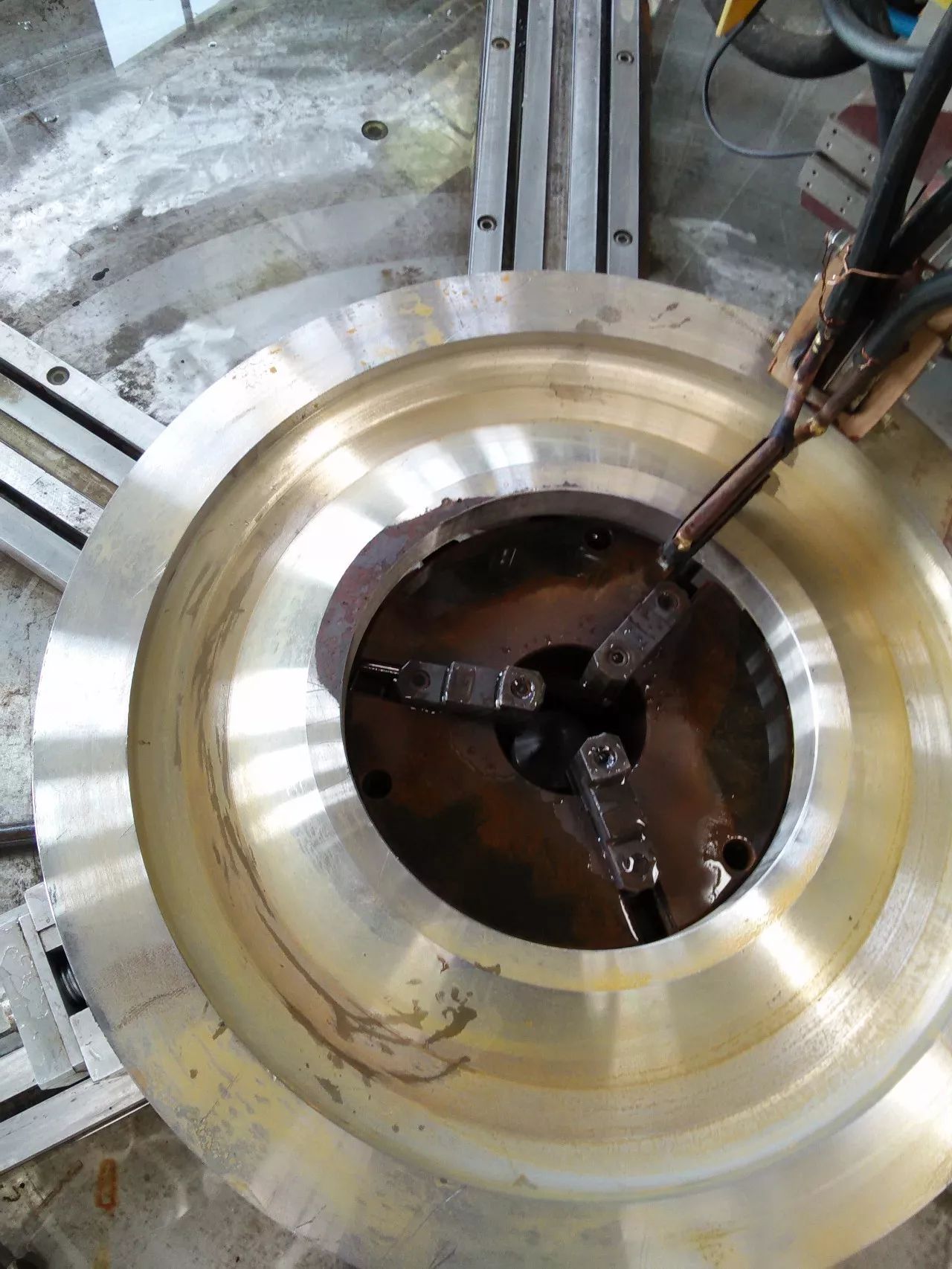
Figure 3 Surface Quenching of Top Cover
Figure 4 shows the surface quenching of a helical gear, where the gear rotates while achieving automatic tooth-cutting, and the sensor moves from bottom to top for quenching. For gears with the same module, same number of teeth, and the same diameter, after inputting the process parameters, the hardness and quality of the tooth surface can be guaranteed, eliminating adverse factors from manual operation.

Figure 4 Surface Quenching of Helical Gear
6. Conclusion
The procurement of the multi-functional CNC dual-station quenching machine tool represents a significant advancement in the CNC heat treatment equipment of our company, which has been established for over 70 years. It is also the most advanced surface quenching equipment currently available domestically. Its acquisition has provided a production foundation and benefits for our current production and product development over the next five years.
The multi-functional CNC dual-station quenching machine tool consists of four major components: an advanced CNC system, optimized mechanical structure, intelligent electrical control system, and practical quenching cooling circulation system. It features a compact structure, small footprint, ease of programming based on the shape of workpieces, convenient retention, easy operation, high production efficiency, low labor intensity, stable surface quenching quality, and reduced occurrence of quenching cracks and human factors affecting product quality, making it the preferred equipment for the development and introduction of small and medium-sized enterprises in China.

Hot Points↓↓Read the original text↙