
Magnesium alloy is a highly promising emerging metal, with a density of only about 2/3 that of aluminum and 1/4 that of steel. It has advantages such as good formability, excellent heat dissipation, and damping vibration, and is abundant in resources and easy to recycle. Therefore, magnesium alloys are favored in fields requiring lightweight manufacturing, such as new energy vehicles.
Since the second half of 2023, domestic magnesium prices have stabilized, marking a critical period for large-scale applications in the magnesium industry. However, traditional high-pressure die casting (HPDC) technology, while widely used, faces issues such as environmental pollution, complicated slag removal, high safety risks in the melt, high energy consumption, and the tendency for castings to oxidize and include gas pores, leading to unstable performance.
The magnesium alloy industry urgently needs safer, more environmentally friendly, and reliable forming technologies to meet the growing demand for lightweight manufacturing. The semi-solid injection molding technology (Thixomolding), also known as thixotropic injection molding technology, has emerged as one of the most promising green manufacturing technologies for magnesium alloy components worldwide.
On November 29, 2024, SAIC Group’s Innovation Research and Development Institute released the world’s first mass-produced electric drive magnesium alloy casing based on the semi-solid injection molding process, along with a three-in-one electric drive assembly for new energy vehicles using this solution. This product uses AZ91D magnesium alloy material, with a total casing weight of 13.7 kg, achieving a 30% weight reduction compared to aluminum alloy casings, marking the official entry of magnesium alloy semi-solid forming technology into the core component field of automobiles.As the green and low-carbon transformation of the manufacturing industry has become an irreversible proposition, the path to lightweight manufacturing has become an industrial necessity. Magnesium alloy, a metal with a density of only 1/4 that of steel and 2/3 that of aluminum alloy, is timely in stepping onto the stage. More importantly, China holds 70% of the world’s magnesium ore reserves and 91.6% of primary magnesium production capacity, possessing a complete industrial chain. However, for the past decade, magnesium alloys have remained on the fringes, used in components like steering wheel skeletons and laptop casings, until semi-solid forming technology opened a breakthrough.
01Process Principles and Advantages
The magnesium alloy semi-solid injection molding process belongs to thixotropic casting technology (Thixocasting).
First, magnesium alloy particles, sized like rice grains, are cut from magnesium alloy ingots as raw materials. Under gravity or negative pressure, the magnesium alloy particles enter the barrel; inside the barrel, the rotation of the screw, combined with heat from external heaters, heats and shears the magnesium alloy particles during their forward transport. In the middle of the barrel, the magnesium alloy is compressed by the screw, resulting in thermoplastic deformation and densification; when reaching the storage section at the front of the screw, the magnesium alloy particles have transformed into a partially molten state containing spherical solid phases, forming a semi-solid slurry with excellent fluidity and filling ability. Subsequently, this slurry is injected into the mold at high speed through a nozzle, rapidly cooling and solidifying under high speed and pressure, thus forming parts with specific shapes and sizes. After injection, the front end of the nozzle cools to form a cold plug to achieve self-sealing, completing continuous forming operations without the need for protective gas and without fully melting the material.
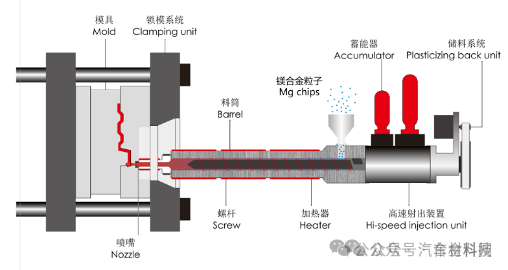
Principle of magnesium alloy semi-solid injection molding process
Compared to traditional liquid die casting, the magnesium alloy semi-solid injection molding technology has the following advantages:
a. High safety; b. Environmentally friendly; c. Less oxidation inclusion; d. Fewer gas defects; e. Superior mechanical properties; f. High dimensional accuracy; g. Long mold life; h. High material utilization; i. High product yield; j. Reduced energy consumption.
In addition, the semi-solid injection molding technology can effectively avoid the pre-crystallization phenomenon of magnesium alloys during high-pressure die casting, significantly improving the microstructural characteristics of magnesium alloy products, making it one of the key technologies for manufacturing high-quality magnesium alloy structural components.
02Development of Molding Equipment
Although the basic structure of semi-solid injection molding machines is similar to that of injection molding machines, there are significant differences in system pressure, speed, and control complexity. The operating temperature of the injection screw and barrel is much higher than that of injection molding machines, thus requiring special steel materials and special designs, increasing the difficulty of equipment development.
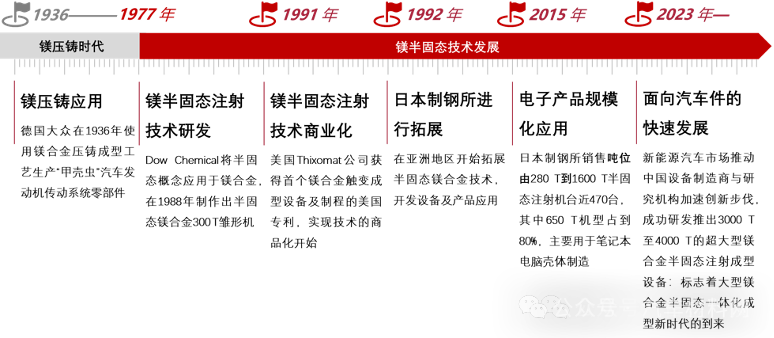
Development history of magnesium alloy semi-solid injection molding technology
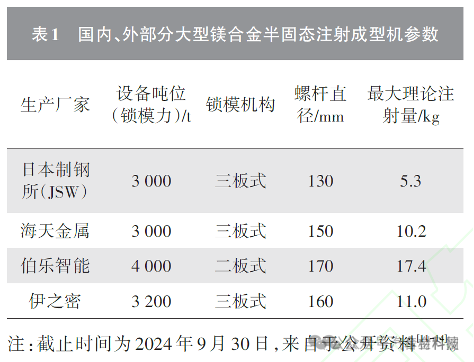
In 2020, the rapid rise of new energy vehicles once again propelled the upgrade of magnesium alloy semi-solid equipment, and the industry began to seek the manufacture of larger magnesium alloy integrated automotive structural components. In recent years, domestic equipment manufacturers have started to develop large-scale equipment, successively launching super-large magnesium alloy semi-solid equipment with capacities of 3000-4000T, providing ideal solutions for large-sized magnesium alloy materials used in multi-screen back panels, interior door panels, dashboard skeletons, and three-electric (battery, motor, electronic control) structural components.
Currently, semi-solid injection molding machines are developing towards larger sizes. This process still requires continuous technological innovation and enhancement of manufacturing capabilities. China’s equipment technology strength is continuously increasing, providing strong support for the development of the magnesium alloy manufacturing industry.
03Materials and Processes
The semi-solid forming process is suitable for alloy systems with a certain solidification range, and the liquidus temperature of magnesium alloys should be kept as low as possible to avoid excessive heating that reduces screw life. Currently, the commercially used magnesium alloy materials for semi-solid injection molding processes are mainly AZ91D and AM60B.
(1) AZ91D magnesium alloy
It is the most widely used magnesium alloy, with a solidification range of 437-597 °C, exhibiting excellent semi-solid forming capabilities.
Japanese scholars have found that the grain size of AZ91D alloy prepared using semi-solid injection molding is significantly smaller than that produced by hot chamber die casting and slightly smaller than that produced by cold chamber die casting. Additionally, in actual parts, the casting defect rate of the semi-solid injection molding process is lower, and its mechanical properties are superior.
Shanghai Jiao Tong University conducted systematic research on the microstructure and properties of semi-solid AZ91D magnesium alloy at different solid fractions. Flowability test results indicate that the higher the injection temperature, the better the casting flowability. However, when the forming temperature is too high, the distribution of the second phase begins to show an uneven trend, and higher temperatures are prone to larger defect bands. A moderate forming temperature can achieve a good balance of strength and elongation. It is worth noting that the above performance is based on thin-walled parts. The impact on thick-walled parts may differ; for example, in cases where flowability is not highly demanded, slurries with high solid fractions can more effectively reduce gas entrapment and solidification shrinkage defects due to their thixotropic characteristics, thus achieving better strength and elongation.
(2) AM60B magnesium alloy
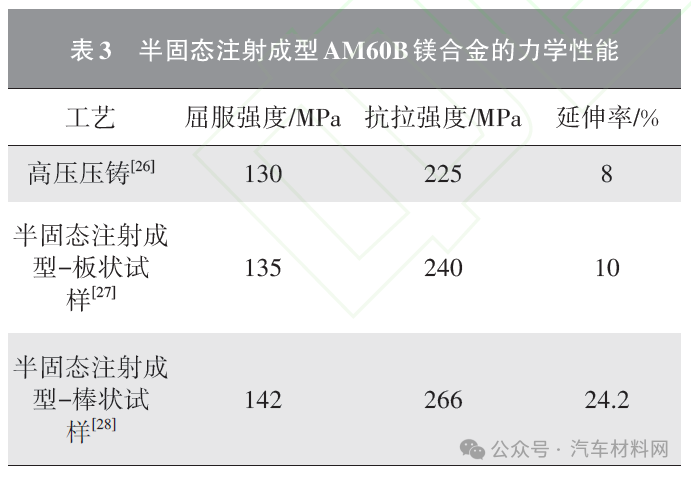
Compared to AZ91D alloy, AM60B alloy generally has a higher elongation. The semi-solid injection molding process is also applicable to AM60B alloy and can achieve higher mechanical properties than die casting (as shown in the table below).
However, in practical use, to achieve ideal forming effects, the semi-solid forming temperature of AM60B alloy is usually 10-20 °C higher than that of AZ91D alloy.
Patel et al. conducted comparative studies on the mechanical properties, fracture mechanisms, and microstructural characteristics of AZ91D and AM60B produced by semi-solid injection molding. The results showed that due to the lower Al content in AM60B magnesium alloy, the content of the brittle phase Mg17Al12 in the semi-solid eutectic structure is lower than that in AZ91D. Patel et al. also conducted fatigue performance tests on semi-solid injection molded AM60 alloy, finding that the alloy exhibited a basically symmetrical hysteresis loop during tensile and compressive processes, with significantly better fatigue resistance than the die-cast state. Chen et al. used semi-solid injection molded AM60 sheets as raw materials, and further applied hot rolling deformation treatment on their non-textured structure, significantly reducing grain size and increasing yield strength to 331 MPa, while nearly doubling fracture toughness.
In addition, researchers are also attempting to develop new types of semi-solid magnesium alloy materials.
Using semi-solid injection molding technology to produce magnesium-based composite materials is an innovative and clever processing technique.
Disruptive Innovation, Unlocking Market Opportunities
China is the world’s largest producer of new energy vehicles.In 2023, China’s production of new energy vehicles reached 9.587 million units, accounting for over 60% of the global share, and is expected to further rise to 13.168 million units in 2024, with a year-on-year growth rate of 38.7%. This explosive growth directly drives the structural demand for lightweight materials.With its high specific strength, electromagnetic shielding, and damping advantages, magnesium alloy has become the preferred lightweight material for new energy vehicles.
According to statistics, the global automotive industry demands about 385,000 tons of magnesium, accounting for 70% of the total magnesium alloy consumption market, covering 10 major systems and over 100 types of components.
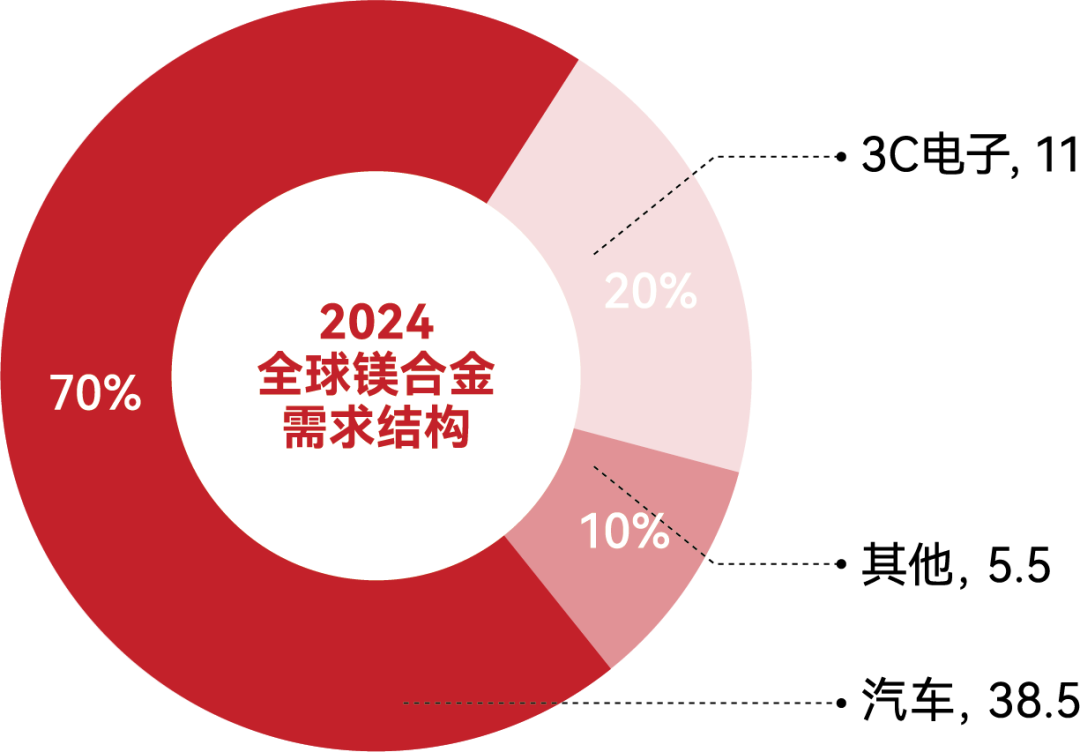
Figure: Global magnesium alloy demand structure in 2024 (10,000 tons)
In 2024, the amount of magnesium used per vehicle in new energy vehicles has reached 10 kg, while traditional vehicles use about 5 kg. In the future, as global automotive lightweight requirements continue to increase and pure electric vehicle technology matures, combined with national planning and industry forecasts, the global magnesium alloy demand corresponding to automotive lightweighting may grow from 570,000 tons in 2024 to 1.35 million tons by 2027.
Table: Mechanical properties of AZ91D magnesium alloy under different forming processes

Data source: Ministry of Industry and Information Technology
From the perspective of specific application components, the demand for magnesium alloy semi-solid molding technology in the automotive industry is showing a leap from small parts to large structural components. Small and medium-sized parts: traditional applications such as dashboard back panels and central control brackets continue to grow; large structural components: integrated large parts such as shock towers, battery pack casings, and motor housings are becoming new growth points; super-large components: with the popularization of 4000T and above equipment, super-large structural components such as door inner panels and rear hatch inner panels are beginning trial production.
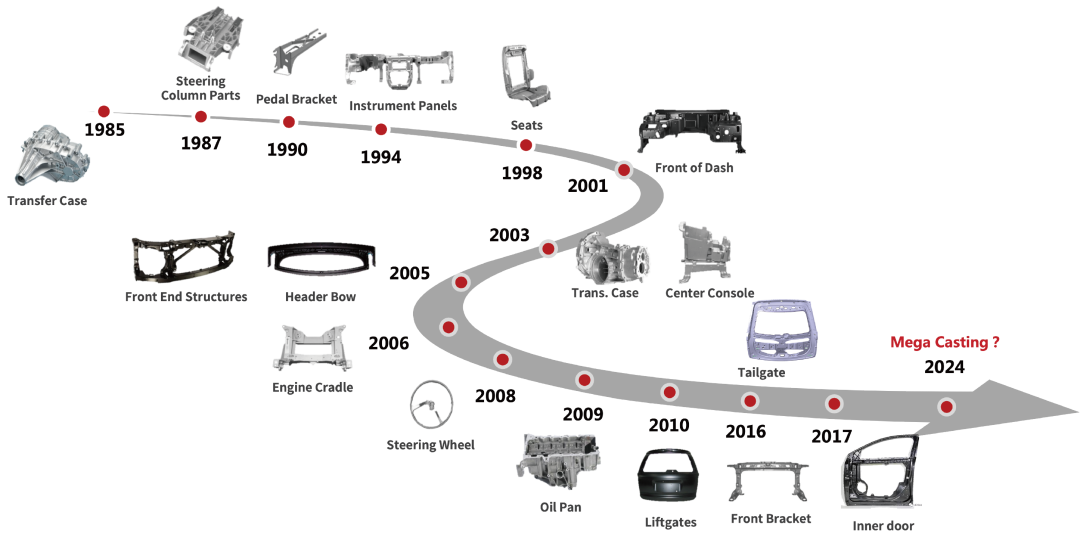
Figure: Evolution of magnesium alloy parts for vehicles
In terms of technical economics, the breakthrough progress of semi-solid casting processes has significantly enhanced the competitiveness of magnesium alloys in the automotive field. The second-generation magnesium alloy electric drive casing developed by SAIC Group uses semi-solid casting technology, successfully overcoming the technical bottleneck of gas porosity rates below 3%, improving product mechanical properties by 20%, and increasing the qualification rate from 78% to 95%, with comprehensive costs reduced by 18%. BYD has laid out projects for single units of 8 kg and over 15 kg for large casings, which have completed trial production and bench testing; Xiaomi, Lantu, and Geely are accelerating technology implementation, while Li Auto, NIO, and Hongqi have completed engineering validation, marking the official entry of magnesium alloys from peripheral components into the core track of new energy vehicles, potentially disrupting the future of lightweight competition in new energy vehicles.
Integration and Innovative Application of 3D Printing Technology
1.Core Path of Technology Integration
- 1.
Revolution in Mold Manufacturing
- •
3D Printed Die Casting Molds: Using Selective Laser Melting (SLM) technology to directly print magnesium alloy molds, achieving complex flow channel designs (such as conformal cooling channels), shortening the mold development cycle by over 50%, while reducing material waste from traditional CNC processing by up to 70%
- •
Rapid Iteration and Optimization: Designing mold structures through topology optimization algorithms, combined with digital twin technology to simulate the die casting process in real-time, predicting defects and adjusting parameters, improving yield rates to 98%
Composite Manufacturing Processes
- •
Combination of Additive and Subtractive Manufacturing: First 3D print magnesium alloy preforms (such as thin-walled features), then fill with high-flow magnesium alloy through die casting, achieving integrated forming of large complex parts (such as door inner panels), reducing weight by 30%
- •
Surface Functionalization: Using 3D printing to construct micro-porous structures (porosity 5%-15%) on the surface of die castings, followed by die casting to fill with enhanced materials (such as carbon fiber), improving wear resistance and thermal conductivity
2.Key Technological Innovations
- 1.
Breakthroughs in Material Systems
- •
Rare Earth Enhanced Magnesium Alloy Powders: Development of spherical powders doped with Y and Ce (particle size 15-63 μm), with an ignition point raised to 950 °C, suitable for laser 3D printing, with tensile strength reaching 350 MPa
- •
High-Temperature Resistant Binders: Using nano-silica modified binders to prevent interfacial delamination during the 300 °C die casting process of 3D printed magnesium alloys
Optimization of Process Parameters
- •
Dual-Modal Control: Using low energy density (150 J/mm³) during the 3D printing phase to ensure interlayer bonding, switching to high energy density (800 J/mm³) during the die casting phase to achieve rapid filling, reducing gas pore defects
- •
Real-Time Monitoring Systems: Integrating X-ray computed tomography (CT) and infrared thermal imaging to dynamically monitor die casting temperature fields (±2 °C) and stress distributions, with defect identification accuracy exceeding 95%
3.Innovative Application Scenarios
- 1.
Lightweight Structures in Aerospace
- •
Satellite Brackets: 3D printed magnesium alloy honeycomb structures (porosity 80%), die cast filled with titanium alloy reinforcement, achieving an overall weight reduction of 60%, with a specific strength of 500 MPa
- •
Rocket Engine Components: Using WAAM (Wire Arc Additive Manufacturing) to print magnesium alloy combustion chamber casings, with die cast cooling channels, high-temperature resistance up to 800 °C, and a 40% cost reduction
Core Components of New Energy Vehicles
- •
Integrated Battery Trays: 3D printed magnesium alloy frames (thickness 0.5 mm), die cast filled with high thermal conductivity magnesium alloy, thermal conductivity coefficient increased to 180 W/m·K, weight reduction of 45%
- •
Motor Casings: Using 3D printed conformal cooling channel molds, die casting rare earth magnesium alloy (WE43), improving heat dissipation efficiency by 30%, with power density reaching 5 kW/kg
4.Progress in Industry Chain Collaboration
- 1.
Localization of Equipment
- •
Haitian Zhi Sheng launched the world’s first 8000T magnesium alloy composite die casting machine, integrating a 3D printing powder spreading module, supporting ±0.02 mm positioning accuracy
- •
Li Jin Technology developed a dual-station system, reducing the switching time between 3D printing and die casting processes to 3 minutes, improving efficiency by 300%
Establishment of Standard Systems
- •
Formulated the “Technical Specifications for Magnesium Alloy Additive-Dye Casting Composite Manufacturing”, clarifying material composition (RE content ≥ 1.5%), process parameters (layer thickness ≤ 0.03 mm), and other standards
- •
Established a database of die casting performance for 3D printed magnesium alloy parts, covering 200 alloy grades and 5000 sets of process parameters
5.Challenges and Future Directions
- •
Technical Bottlenecks: Need to address insufficient interlayer bonding strength in 3D printing (shear strength < 50 MPa) and gas retention during the die casting process (porosity > 1%).
- •
Cost Optimization: The cost of 3D printed magnesium alloy powders is as high as 2000 yuan/kg (traditional die casting magnesium ingots only 18,000 yuan/ton), requiring cost reduction through large-scale production.
- •
Green Manufacturing: Develop 3D printing processes without SF₆ protection, combined with water-based cutting fluids, to reduce carbon emissions by 50%
Disclaimer:Data sourced from the internet, compiled by Mai Mai Exhibition. Copyright belongs to the original authors and their institutions. We respect originality and are happy to share. If there are any infringements or copyright issues, please contact our manager Yuan at 15221898851 for deletion. Thank you!