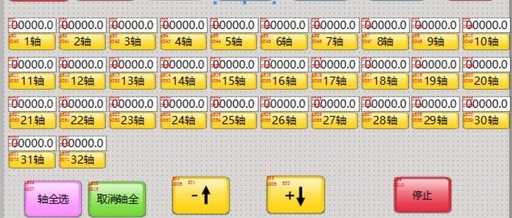
Programming 32 Axes with Xinjie PLC (C Language Version) – Essential Guide
‖ System Learning Life is like a marathon; sometimes you need to pause and take a break to go further. Recently, there have been many industrial control PLC projects, so the upcoming content will mostly focus on industrial control PLC topics. All programming knowledge is provided by project team member “Tang Lu Lu” and organized … Read more