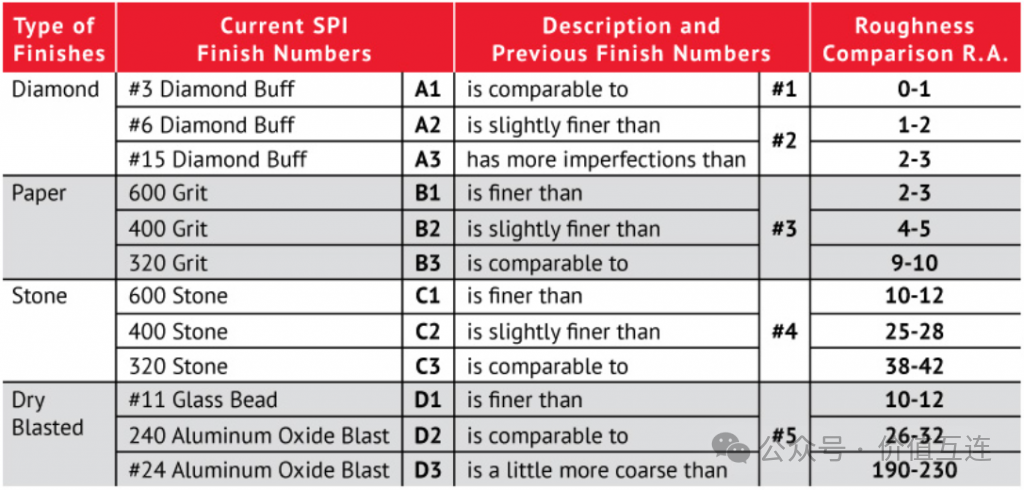
The Society of the Plastics Industry (SPI) has established a set of finishing process standards to represent the surface finish of finished parts. Molds can be polished or textured either mechanically or manually; specific standards are shown in the table below:
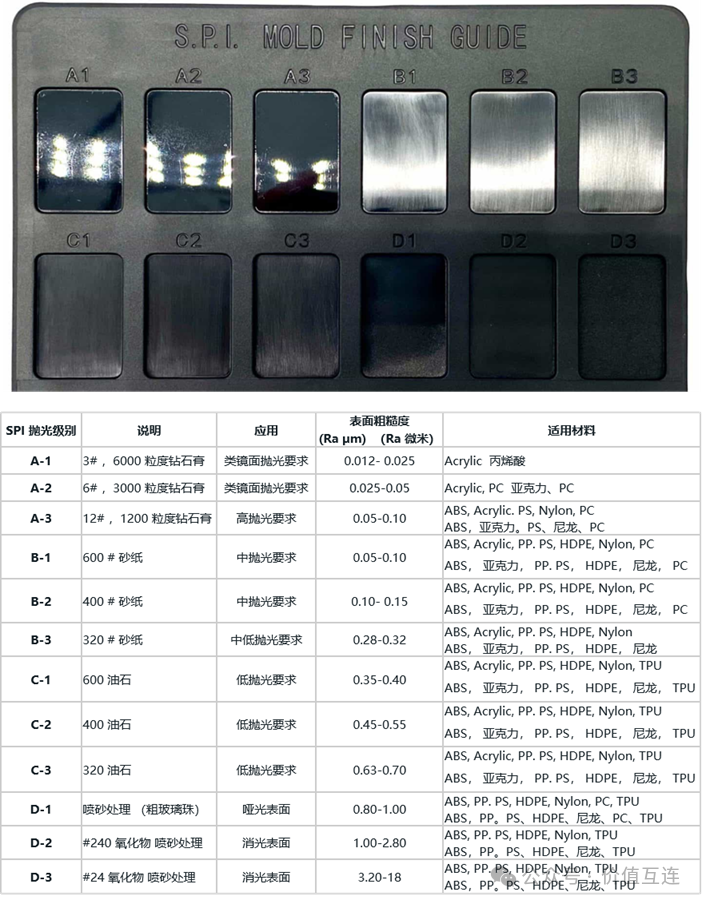
 The translation summary is as follows:
The translation summary is as follows:
SPI Series:
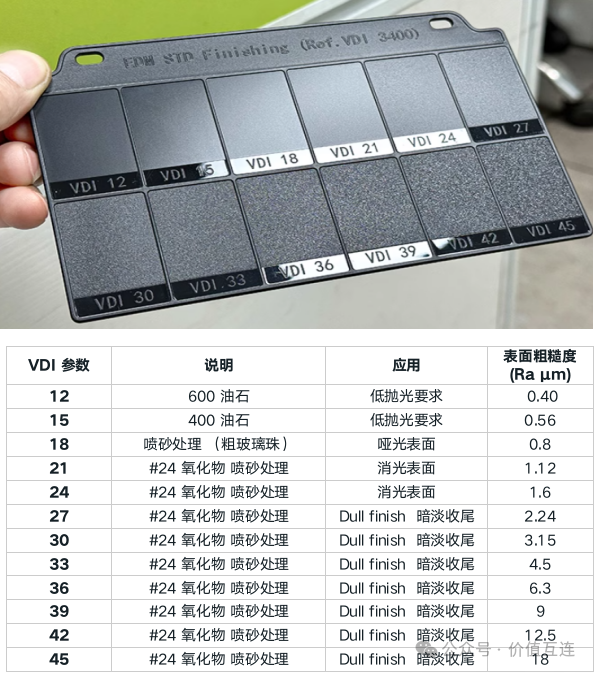
VDI Series:
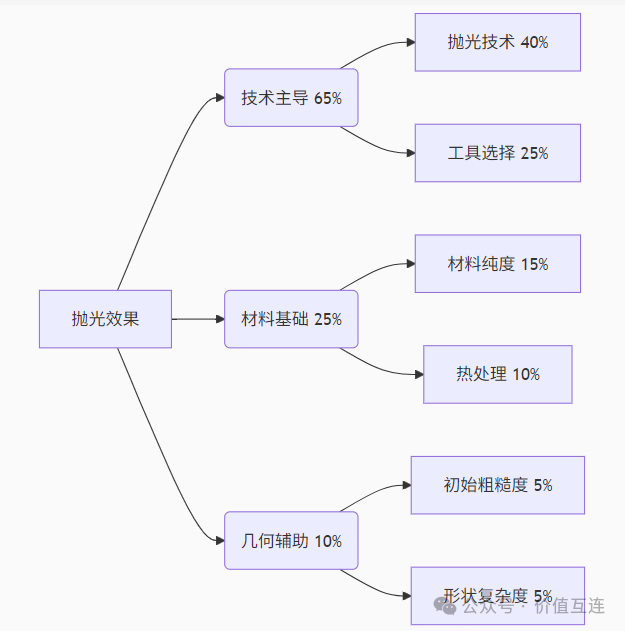
1. Core Logic Framework for Polishing Quality
2. Action Guide for Key Factors
| Factor | Operational Points | Risk Avoidance |
|---|---|---|
| Polishing Technique | Stepwise polishing (800#→3μm diamond paste) + 90° reversal | Avoid unidirectional pattern residue |
| Tool Selection | Ultrasonic tools for deep grooves/fiber wheels, wool wheels for flat surfaces | Tool hardness > mold hardness + 1 HRC |
| Mold Material | Prefer S136/NAK80, ELMAX powder steel for high mirror finish | Reject direct mirror polishing of P20 steel |
| Heat Treatment | Quenching followed by deep cryogenic treatment (-196℃), hardness deviation ≤ ±2 HRC | Prevent soft spots causing orange peel effect |
| Shape Treatment | Electrolytic polishing for narrow seams, magnetic polishing for freeform surfaces | Avoid dead corners inaccessible by mechanical tools |
3. Quick Reference for SPI/VDI Standards
| Grade | Roughness Ra (μm) | Visual Features | Cost Factor |
|---|---|---|---|
| SPI A1 | ≤0.012 | No defects under 40x microscope | 1.8x |
| SPI B1 | ≤0.025 | No visible defects to the naked eye | 1.3x |
| SPI C1 | ≤0.05 | Slight fine lines acceptable | Baseline |
| VDI 12 | ≈0.05 | =SPI C1 (function-oriented) | 0.9x |
Note: VDI 12 is a commonly used industrial grade, with costs lower than SPI B but higher than C.
4. Cost-Effective Solution Decision Tree
Is optical-grade surface required?
├── Yes → Choose SPI A grade solution:
│ ├── Material: ASSAB 88 mirror steel
│ ├── Process: Diamond paste mirror polishing + ultrasonic fine-tuning
│ └── Cost: ↑40% but lifespan ↑200%
│
└── No → Choose VDI 12 grade solution:
├── Material: Pre-hardened steel 718HH
├── Process: Chromium oxide mechanical polishing
└── Cost: ↓30% compared to SPI B grade
5. Three Golden Rules to Follow
-
Material Determines the Upper Limit:
-
Forcing non-mirror steel to achieve a mirror finish results in a yield drop of over 50%
Technology Compensates for Defects:
-
EDM (Electrical Discharge Machining) must be followed by chemical mechanical polishing to remove the white layer
Cost Benchmarking Function:
-
VDI 12 grade for automotive interior parts saves 25% cost compared to SPI B grade without affecting performance
Ultimate Conclusion: The essence of mold polishing is the product of material purity × heat treatment uniformity × process precision, wherepolishing technology plays a dominant role (40% weight). Mastering stepwise polishing direction control + SPI/VDI standard conversion logic can optimize costs by over 30% while ensuring quality.