
3D printing (additive manufacturing) has evolved from early “rapid prototyping” tools into a universal manufacturing platform covering various fields such as flexible electronics, biomedicine, architecture, and catalytic reactors. Its core value lies in the ability to form complex structures without molds and to drive materials layer by layer through digital models for customized production, significantly reducing the cost and cycle time of small batches of complex components.
However, the 3D printing of soft materials (such as hydrogels and organic gels) still faces the following bottlenecks:
1. Structural collapse and reliance on post-processing: Traditional extrusion (e.g., FDM) or photopolymerization (e.g., SLA) technologies require continuous energy input or prolonged post-curing. Soft materials, due to their low modulus, are prone to sagging and interlayer slippage, resulting in poor fidelity.
2. Energy consumption and efficiency contradiction: Photopolymerization requires high-intensity UV light sources, while thermal curing relies on ovens or lasers, leading to energy consumption several orders of magnitude higher than traditional injection molding.
3. Material limitations: Existing soft material inks need to balance flowability (printability) and curing rate (shape retention), but highly reactive monomers can lead to short shelf life and nozzle clogging.
To overcome the above limitations, recent research has shifted towards “self-energizing curing” approaches. The core challenge of 3D printing soft materials can be summarized as: how to achieve rapid in-situ curing under low energy consumption conditions while maintaining high fidelity and long-term stability of complex structures. This is precisely the motivation behind the “FP-3D printing-in-situ curing” strategy proposed by Chen Su’s team at Nanjing University of Technology in this study—by designing a printable and self-polymerizing ink system, combining the cutting-edge polymerization’s “self-energizing” characteristics with the “shape freedom” of 3D printing, fundamentally solving the energy consumption-precision contradiction in soft material manufacturing.

1. Main Content:
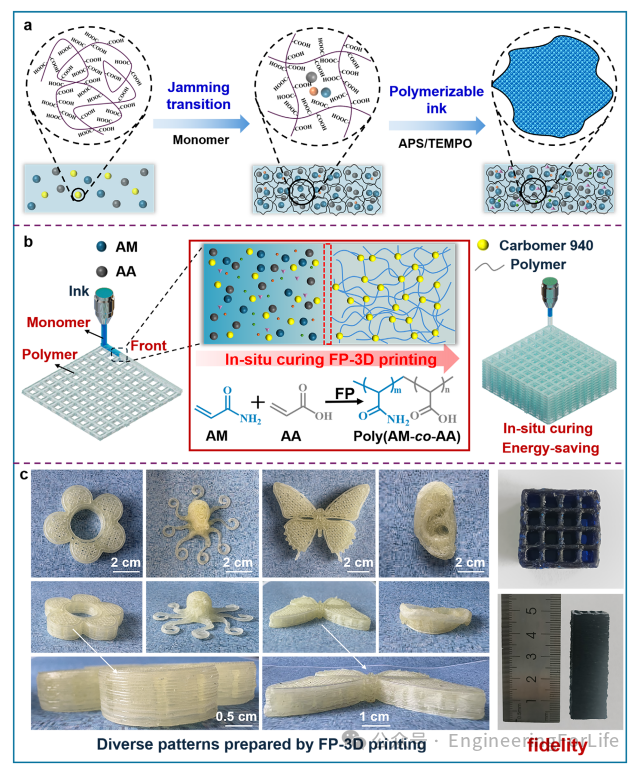
Figure 1: Schematic of the FP–3D printing–in-situ curing strategy
First, it demonstrates that Carbomer 940 swells in water to form a microgel network, causing the ink to present a solid “blockage” under low shear and recover flowability under high shear, achieving printability; subsequently, it illustrates that after the printing head extrudes the ink, only a 20-second heating at 100 °C at the starting point triggers the frontier polymerization, with the reaction heat self-driving the polymerization wave to propagate in the printing direction, completing in-situ curing in seconds; finally, it presents five complex three-dimensional soft structures (flower, octopus, butterfly, human ear, and grid) obtained using this strategy, with no significant collapse or deformation between layers, verifying the method’s universality and high fidelity advantages for fine, large-span, and multi-curvature structures.
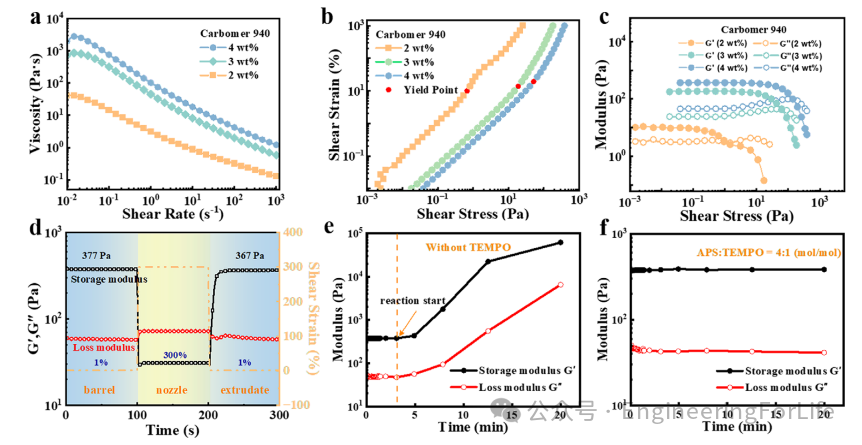
Figure 2: Ink rheological behavior and storage stability
Through steady-state and dynamic rheological tests, the printable window of the ink is comprehensively evaluated. The viscosity-shear rate curve shows that the 4 wt% Carbomer 940 system has a viscosity of up to 1970 Pa·s at 0.01 s⁻¹ and drops to 4.21 Pa·s at 100 s⁻¹, with a shear-thinning index n<1, meeting extrusion requirements; the yield stress increases from 0.68 Pa to 51.7 Pa as the Carbomer 940 concentration increases from 2 wt% to 4 wt%, ensuring self-support after printing. Cyclic strain recovery experiments indicate that G’ recovers 97% within 30 seconds, effectively preventing “sagging.” Time scans further reveal that the ink without TEMPO begins self-polymerization at 40 °C within 3 minutes, while the formulation with APS/TEMPO=4:1 shows almost no change in modulus over 24 hours, significantly extending the storage and printing operation window and preventing nozzle clogging.
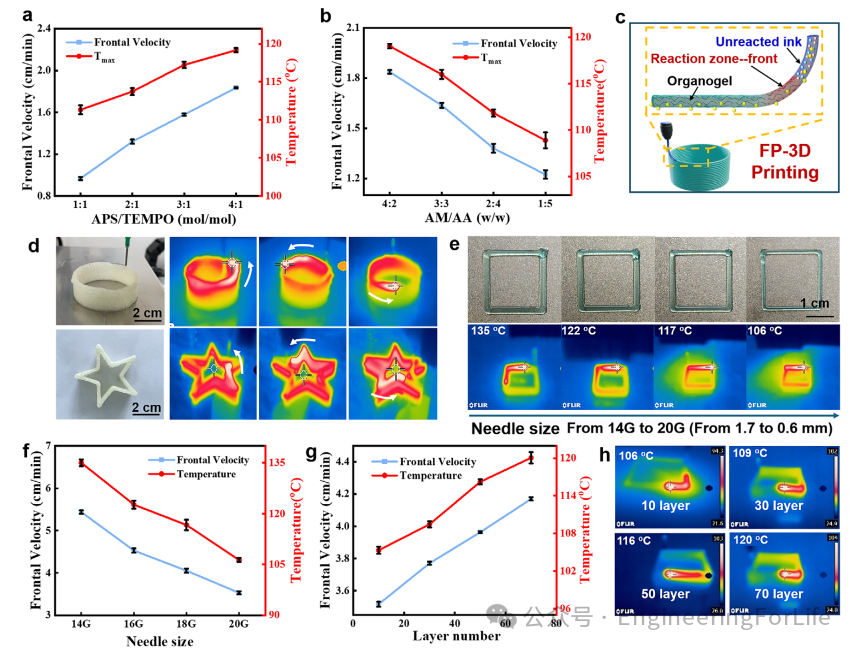
Figure 3: FP–3D printing process parameters and real-time thermal imaging
First, the formulation is systematically optimized in a test tube: as the APS/TEMPO molar ratio increases from 1:1 to 4:1, the frontier speed increases from 1.22 to 1.83 cm min⁻¹, and the maximum temperature rises from 109 °C to 119 °C; as the AM/AA mass ratio increases from 1:5 to 4:2, the speed increases from 1.22 to 1.83 cm min⁻¹, and the temperature rises from 109 °C to 119 °C, indicating that a higher AM content provides more reaction heat. Subsequently, on a three-dimensional printing platform, the formulation with APS/TEMPO=4:1 and AM/AA=4:2 is fixed, and experiments are conducted using 14–20 G needles (inner diameter 1.7–0.6 mm), finding that thicker needles produce thicker printed lines with less heat loss, with the frontier speed increasing from 3.52 to 5.43 cm min⁻¹, and the maximum temperature rising from 106 °C to 135 °C. Thermal infrared sequence images clearly show the white high-temperature reaction zone moving synchronously with the printing head, achieving layer-by-layer in-situ curing from layers 10 to 70, and as the number of layers increases, the accumulated heat causes the frontier speed to slowly rise from 3.52 to 4.17 cm min⁻¹, with the temperature rising from 106 °C to 120 °C, ensuring that the thick sample is fully polymerized.
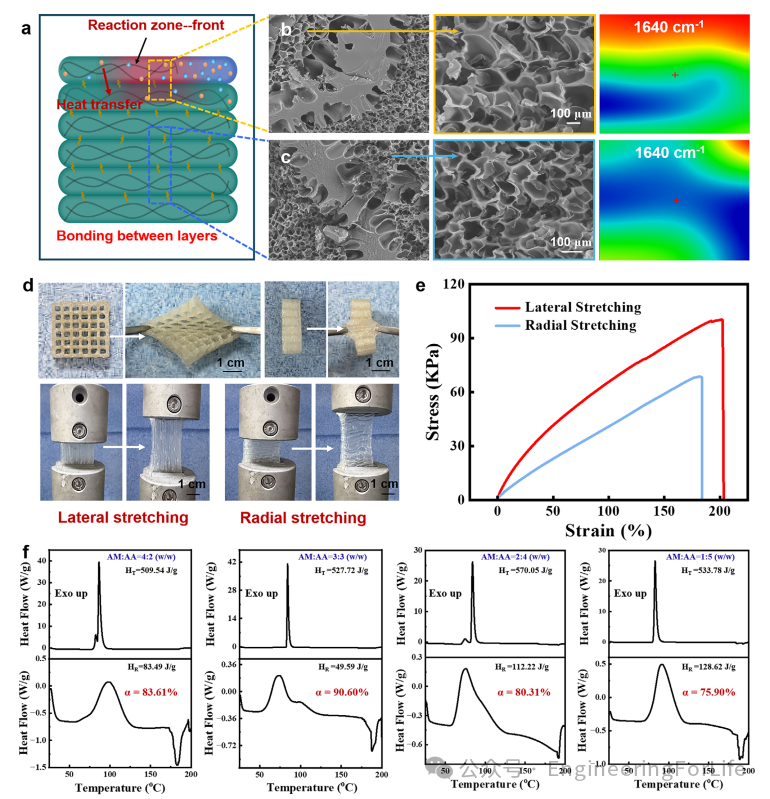
Figure 4: Interlayer bonding mechanism and mechanical performance characterization
Diagrams and experimental data jointly illustrate the physical and chemical origins of strong interlayer bonding: the heat released from frontier polymerization is conducted downward, allowing the unreacted regions of the lower layer to continue crosslinking, forming a continuous skeleton; SEM cross-sections show that the pore size of the top layer is about 148 μm, while the bottom layer is only 93 μm, presenting a gradient densification; micro-infrared at 1640 cm⁻¹ shows that the intensity of C=C bonds transitions from high red signals in the upper layer to low blue signals in the lower layer, confirming that the lower layer has a higher degree of crosslinking. Tensile tests indicate that the tensile strength of printed samples along the printing direction (lateral) is about 100 kPa, with a fracture elongation of 202%, while the strength in the vertical printing direction (radial) is 68 kPa, with an elongation of 183%, showing that radial performance is superior to traditional layer-by-layer printed samples, indicating that in-situ curing significantly suppresses interlayer slippage; DSC measurements show that the curing degree of samples with four different AM/AA ratios is between 75.9% and 90.6%, further verifying the completeness of the reaction.
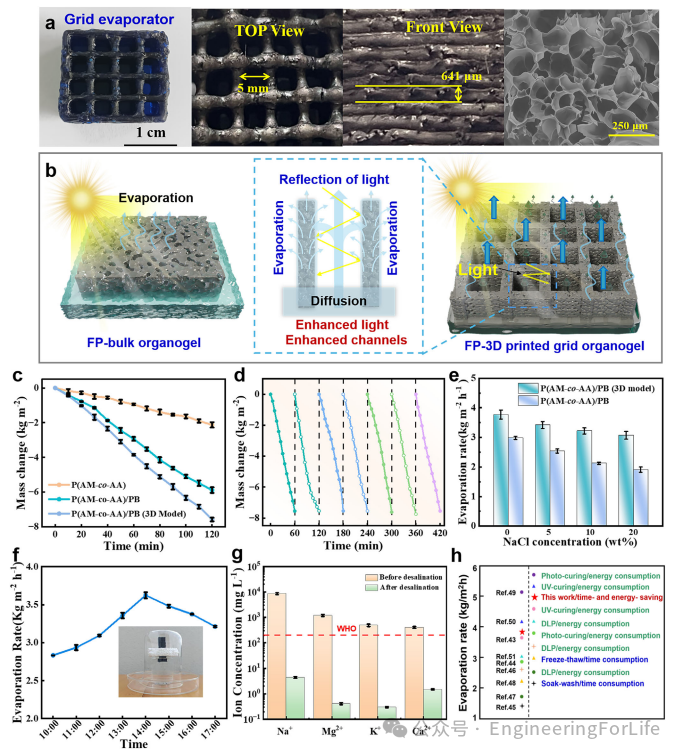
Figure 5: Solar water evaporation performance of 3D grid organic gel evaporator
Using FP-3D printing to construct a grid evaporator containing Prussian blue (PB) photothermal agents in one step: the macro 5 mm square grid increases the light exposure area and steam dissipation channels, while the micro 93 μm honeycomb pores are formed by rapid temperature rise to suppress phase separation, with both interconnected to achieve efficient water transport (fully spread within 2.6 seconds). UV-vis-NIR measurements show that the 3D grid has an absorption rate of 92.38%, higher than the planar 89.05%, with multiple reflections enhancing light capture; under 1 kW m⁻² illumination, the evaporation rate of the 3D grid reaches 3.77 kg m⁻² h⁻¹, an increase of 26% compared to the planar 2.98 kg m⁻² h⁻¹, and the performance remains almost unchanged after seven cycles. In 5–20 wt% NaCl solutions, the 3D grid rate decreases from 3.77 to 3.07 kg m⁻² h⁻¹, still outperforming the planar structure; real outdoor seawater experiments (Nanjing, July 30) peak at a rate of 3.6 kg m⁻² h⁻¹, with post-desalination Ca²⁺, K⁺, Mg²⁺, and Na⁺ concentrations all below WHO drinking water standards. For dye wastewater containing MB, RhB, and MO, the condensed collection liquid shows no characteristic absorption peaks in UV-vis, proving that the evaporator possesses both high-efficiency desalination and organic pollutant removal capabilities.
Full Summary:
This study proposes an integrated strategy of “frontier polymerization-3D printing-in-situ curing,” designing a printable ink composed of Carbomer 940, acrylamide/acrylic acid, and TEMPO inhibitors, achieving instantaneous triggering and self-propagating second-level curing, drastically reducing energy consumption while ensuring strong interlayer bonding, successfully printing complex high-fidelity soft gels; it constructs a 3D grid evaporator containing Prussian blue, achieving an evaporation rate of 3.77 kg m⁻² h⁻¹ under 1 kW m⁻² illumination, demonstrating high-efficiency and stable desalination and purification capabilities for high-salinity and dye wastewater, providing a universal new approach for energy-efficient additive manufacturing of soft materials.
References:
https://doi.org/10.1002/adma.202419039
Source:EngineeringForLife
Disclaimer: The views expressed are solely those of the author and are for research purposes. The author’s expertise is limited, and any scientific inaccuracies should be pointed out in the comments below!
