Smartphones, computers, communication base stations, and artificial intelligence servers all rely on a key component—the printed circuit board, commonly known as PCB.
The performance of a PCB largely depends on the quality of its upstream materials.
This article systematically analyzes the industrial chain structure of PCB materials, core technical indicators, characteristics and applications of various materials, and discusses industry development trends.
1. PCB Industrial Chain
1. Overview
(1) Core Functions of PCB
The main function of a PCB is to connect various electronic components to form predetermined circuits, acting as a relay for transmission. It is an indispensable key electronic interconnect component in electronic products, occupying a core position.
(2) Industrial Chain Hierarchy
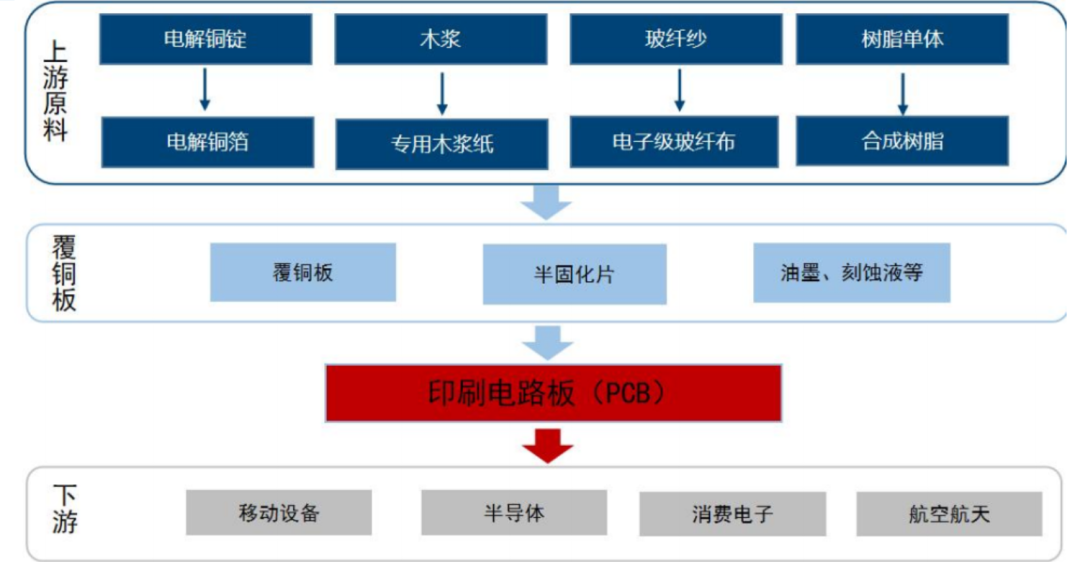
The PCB industrial chain has a clear hierarchical division. The upstream consists of various raw material suppliers, the midstream involves the production of copper clad laminates and other intermediate products, while the downstream encompasses the application fields of PCBs.
Raw materials from the upstream are processed into intermediate products in the midstream, which are then manufactured into PCBs through a series of processes, ultimately applied in various electronic products downstream.
2. Composition of Upstream Raw Materials
(1) Types of Core Raw Materials
The main raw materials for PCBs include electrolytic copper ingots, wood pulp, glass fiber yarn, and resin monomers.
After processing, these raw materials become electrolytic copper foil, specialized wood pulp paper, electronic-grade glass fiber cloth, and synthetic resins, which are important materials for producing copper clad laminates.
(2) Raw Material Processing Flow
Taking electrolytic copper ingots as an example, they undergo a series of processes to be transformed into electrolytic copper foil; glass fiber yarn is made into electronic-grade glass fiber cloth;
resin monomers are synthesized into resin through chemical reactions. These processed materials will be used in the production of copper clad laminates.
3. Downstream Fields
(1) Consumer Electronics Field
Consumer electronics are an important application field for PCBs, as products like smartphones, tablets, and laptops all rely on PCBs.
In these devices, PCBs play a crucial role in connecting various electronic components and ensuring the normal operation of the devices.
(2) Communication Equipment Field
The demand for PCBs in the communication equipment field is also significant, as 5G base stations, routers, and switches require high-quality PCBs to achieve stable signal transmission.
High-frequency PCBs play a key role in 5G base stations, capable of carrying millimeter-wave signal transmission, with operating frequencies reaching 28GHz or even higher.
(3) Industrial and Aerospace Fields
In the industrial sector, various industrial control devices and automation equipment require PCBs for circuit connections.
In the aerospace field, due to the high reliability and stability requirements for equipment, the performance of PCBs is subjected to more stringent tests.
Overview of the PCB Industrial Chain
2. Copper Clad Laminate
1. Basic Concepts
(1) Definition of Copper Clad Laminate
Copper clad laminate, fully known as copper foil laminated board, is a board-like material made by soaking reinforcing materials in resin glue and covering one or both sides with copper foil, formed through hot pressing.
It serves three main functions in printed circuit boards: conduction, insulation, and support, making it a core material for manufacturing printed circuit boards.
(2) Structure of Copper Clad Laminate
Copper clad laminate consists of several parts: glass fiber cloth (reinforcing material), resin, fillers, and copper foil. These parts work together to determine the performance of the copper clad laminate.
2. Production Process
(1) Process Flow
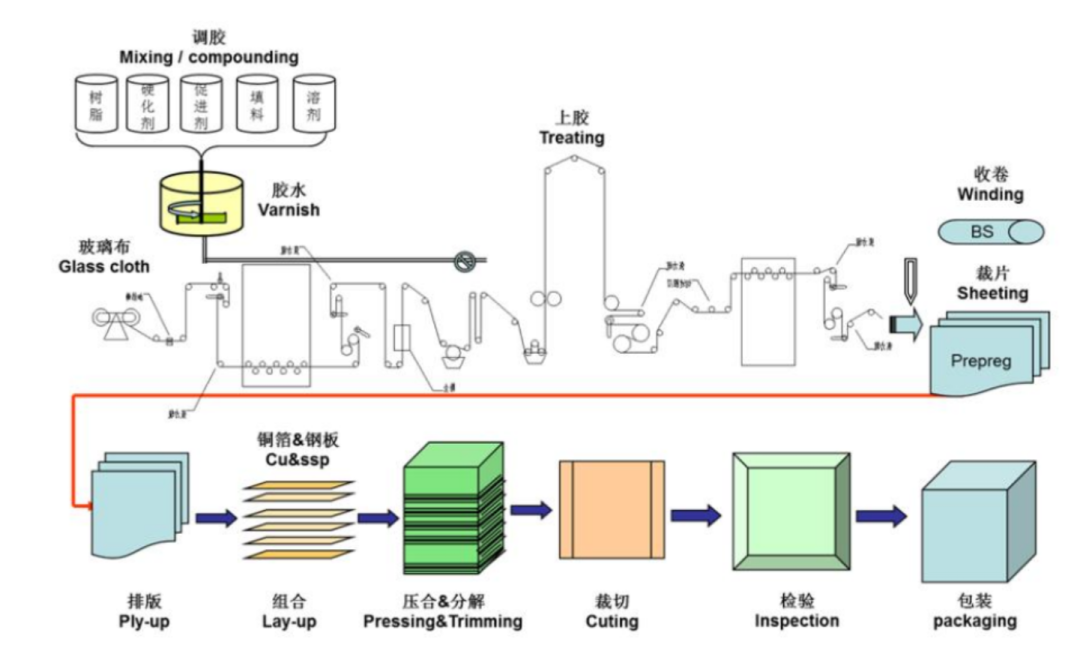
The production process of copper clad laminate includes steps such as glue preparation, glue application, rolling, cutting, assembly, pressing & decomposition, edge trimming, inspection, and packaging.
First, the glue is prepared by mixing various raw materials in proportion; then the glass cloth undergoes glue application; after gluing, the glass cloth is rolled and cut;
next, the copper foil and cut glass cloth are assembled, pressed, and decomposed; then the board is edge-trimmed, inspected for quality, and packaged.
(2) Key Process Control Points
During the production of copper clad laminates, there are several key process control points. For example, in the glue preparation stage, the formula and viscosity of the glue directly affect the performance of the copper clad laminate;
the control of temperature, pressure, and time during the pressing stage is also crucial, as they affect the bonding strength and stability of the copper clad laminate.
Production Process Flow of Copper Clad Laminate
3. Cost Structure of Copper Clad Laminate
(1) Proportion in PCB Costs
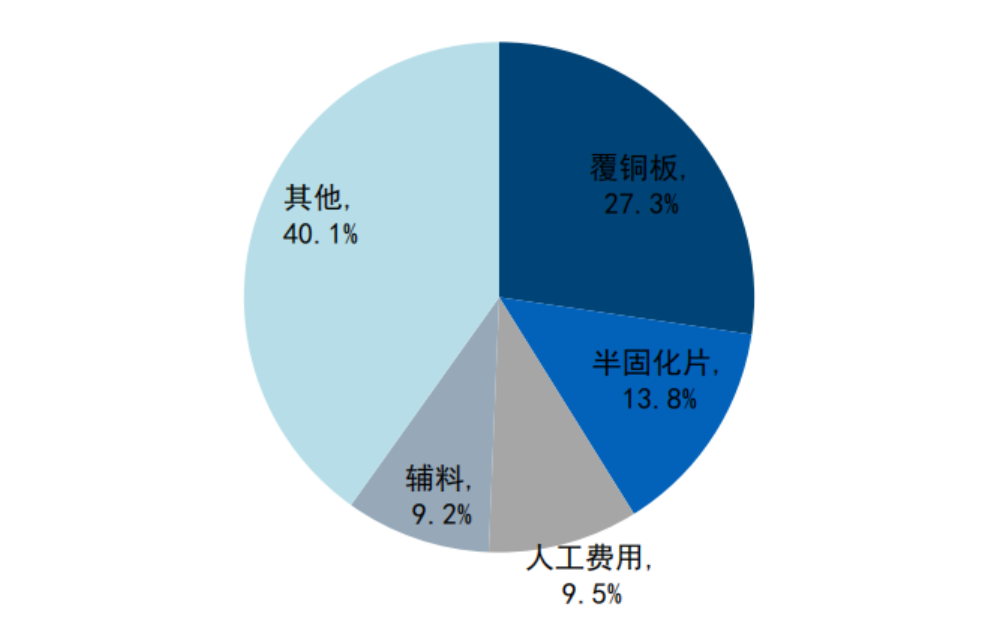
According to data from the China Business Industry Research Institute, direct costs account for nearly 60% of the PCB cost structure. Among these, the proportion of copper clad laminate is the highest, reaching 27.31%, followed by semi-cured sheets.
(2) Internal Cost Distribution of Copper Clad Laminate
In the cost composition of copper clad laminate, the cost of copper foil accounts for the largest share at 42.1%; resin and glass fiber cloth account for 26.1% and 19.1%, respectively;
the remainder consists of manufacturing costs and labor costs, with labor accounting for 3.5%, manufacturing costs for 2.7%, and other raw materials for 6.5%.
PCB Cost Structure
4. Performance Indicators of Copper Clad Laminate
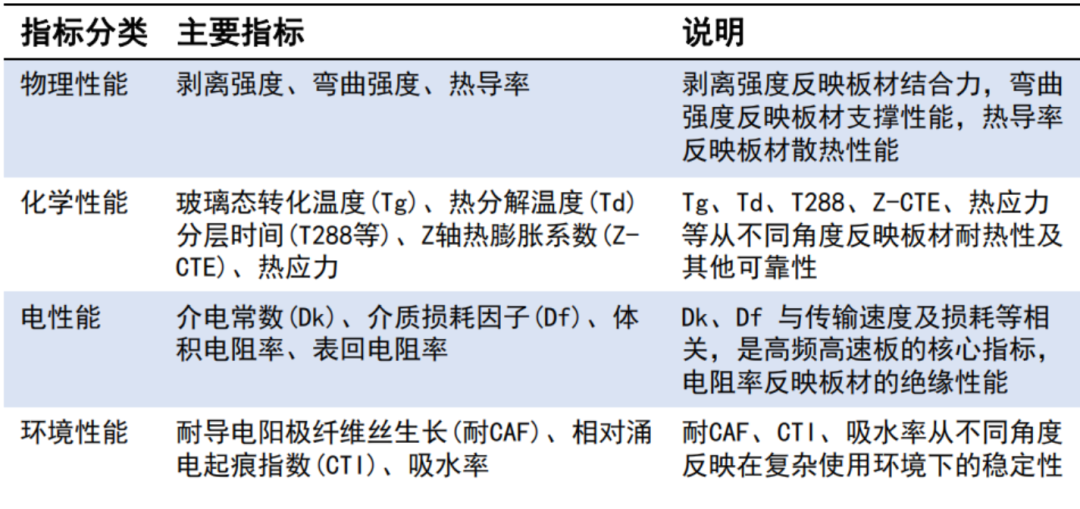
(1) Physical Performance Indicators
Physical performance indicators mainly include peel strength, bending strength, and thermal conductivity. Peel strength reflects the bonding force of the board, bending strength reflects the supporting performance of the board, and thermal conductivity reflects the heat dissipation performance of the board.
(2) Chemical Performance Indicators
Chemical performance indicators include glass transition temperature (Tg), thermal decomposition temperature (Td), delamination time (T288, etc.), Z-axis thermal expansion coefficient (Z-CTE), and thermal stress.
These indicators reflect the heat resistance and other reliability of the board from different angles.
(3) Electrical Performance Indicators
Electrical performance is a core indicator of copper clad laminate, mainly including dielectric constant (Dk), dielectric loss factor (Df), volume resistivity, and surface resistivity.
Dk and Df are related to transmission speed and loss, making them core indicators for high-frequency and high-speed boards, while resistivity reflects the insulation performance of the board.
(4) Environmental Performance Indicators
Environmental performance indicators include resistance to conductive anodic filament growth (CAF), comparative tracking index (CTI), and water absorption rate.
These indicators reflect the stability of copper clad laminate in complex usage environments from different angles.
Performance Indicators and Classification of PCB
5. Classification of Copper Clad Laminate Grades
(1) Grading Standards
The grading of copper clad laminates is mainly based on their electrical performance indicators, especially the dielectric constant (Dk) and dielectric loss (Df) at 10GHz, while also considering factors such as signal transmission speed, processable layers, and board thickness.
Panasonic’s Megtron series products serve as a benchmark in the field of high-speed copper clad laminates and are generally regarded as the industry standard in the CCL sector.
(2) Performance Differences Among Different Grades
There are significant performance differences among copper clad laminates of different grades. For example, ultra-low loss copper clad laminates have a Dk of 3.0, a Df of 0.002, a signal transmission speed of up to 224Gbps, more than 40 layers, and a board thickness of 4.2mm; while standard laminates have a Dk of 4.4, a Df of 0.02, and relatively lower performance.
3. Electronic Resin
1. Basic Functions of Electronic Resin
(1) Impact on Copper Clad Laminate Performance
Electronic resin is the only organic material in the production of copper clad laminates that can be designed. The physical and chemical properties, dielectric properties, and environmental performance of copper clad laminates are mainly determined by the glue formulation, with the main resin having the largest proportion in the glue formulation, significantly impacting the performance of copper clad laminates.
(2) Designability of Resin
The electronic resin used in the production of copper clad laminates is obtained through chemical reactions of organic compounds with specific backbone structures and reactive functional groups, resulting in thermosetting resins with specific molecular weight ranges that meet the physical and chemical property requirements of different copper clad laminates, reflecting its designability.
2. Composition of Copper Clad Laminate Glue
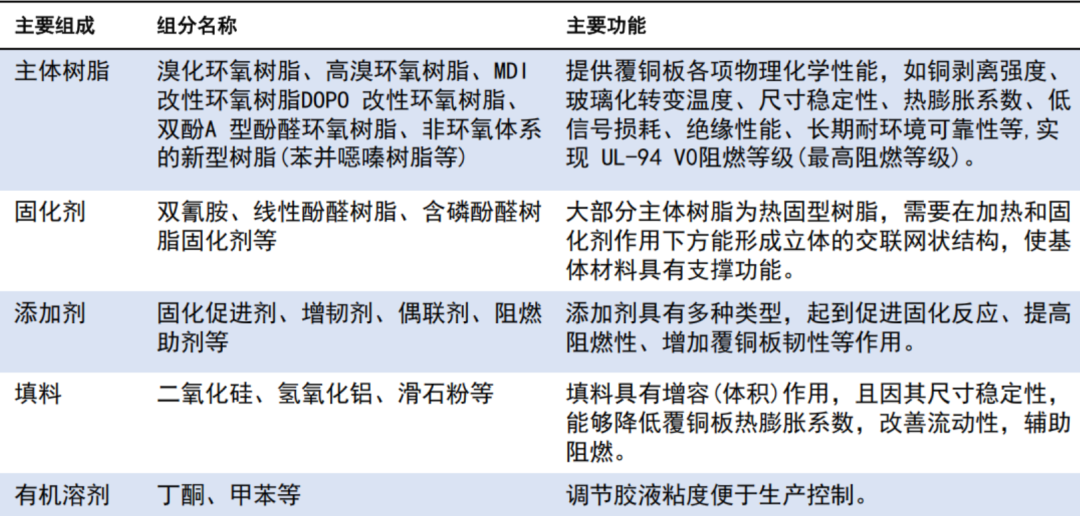
(1) Main Resin
Main resins include brominated epoxy resin, high-bromine epoxy resin, MDI-modified epoxy resin, DOPO-modified epoxy resin, bisphenol A-type phenolic epoxy resin, and new non-epoxy system resins (such as benzoxazine resin).
They provide various physical and chemical properties for copper clad laminates, such as copper peel strength, glass transition temperature, dimensional stability, thermal expansion coefficient, low signal loss, insulation performance, and long-term environmental reliability, achieving UL-94 V0 flame retardant rating (the highest flame retardant rating).
(2) Curing Agents
Curing agents include dicyandiamide, linear phenolic resin, and phosphorus-containing phenolic resin curing agents. Most main resins are thermosetting resins that require heating and curing agents to form a three-dimensional cross-linked structure, giving the matrix material its supporting function.
(3) Additives and Fillers
Additives include curing accelerators, toughening agents, coupling agents, and flame retardant aids, which promote curing reactions, enhance flame retardancy, and increase the toughness of copper clad laminates.
Fillers include silica, aluminum hydroxide, talc, etc., which serve to increase volume and, due to their dimensional stability, can reduce the thermal expansion coefficient of copper clad laminates, improve flowability, and assist in flame retardancy.
(4) Organic Solvents
Organic solvents such as butanone and toluene are mainly used to adjust the viscosity of the glue for production control.
Composition of Copper Clad Laminate Glue
3. Types of Electronic Resins
(1) Epoxy Resin
Epoxy resin is a polymer with a main chain of aliphatic, aromatic, or alicyclic compounds, commonly utilizing high-functionality phenolic epoxy resins in the PCB industry.
It has excellent mechanical properties, insulation, electrical performance, chemical stability, dimensional stability, low shrinkage, and strong adhesion, making it the most widely used product in copper clad laminates.
However, due to the generation of a large number of -OH polar groups during the curing reaction of epoxy resin, it can significantly affect the dielectric constant and dielectric loss of copper clad laminates, necessitating modification through blending with other resins, such as polyphenylene oxide-modified epoxy resin and phenolic resin-modified epoxy resin.
(2) Bismaleimide Resin
Bismaleimide (BMI) belongs to the polyimide resin system and is a multifunctional compound with maleimide groups as active end groups, possessing flowability and moldability similar to epoxy resin.
However, commonly used bismaleimide has high solubility and brittleness in the cured product, leading to poor processability, requiring modification for practical application.
Japan’s Mitsubishi Gas Chemical was the first to apply bismaleimide in high-frequency circuit PCBs by creating BT resin from bismaleimide combined with triazine and epoxy, which has high heat resistance, low thermal expansion rate, and can be modified to reduce dielectric constant and dielectric loss.
(3) Cyanate Ester Resin
Cyanate ester (CE) resin is a thermosetting resin with two or more cyanate functional groups in its structure.
Different structures of cyanate ester resins exhibit different properties, but all produce a cross-linked polymer primarily composed of triazine ring structures upon curing, resulting in a high cross-link density and brittleness of CE resin’s curing reaction products.
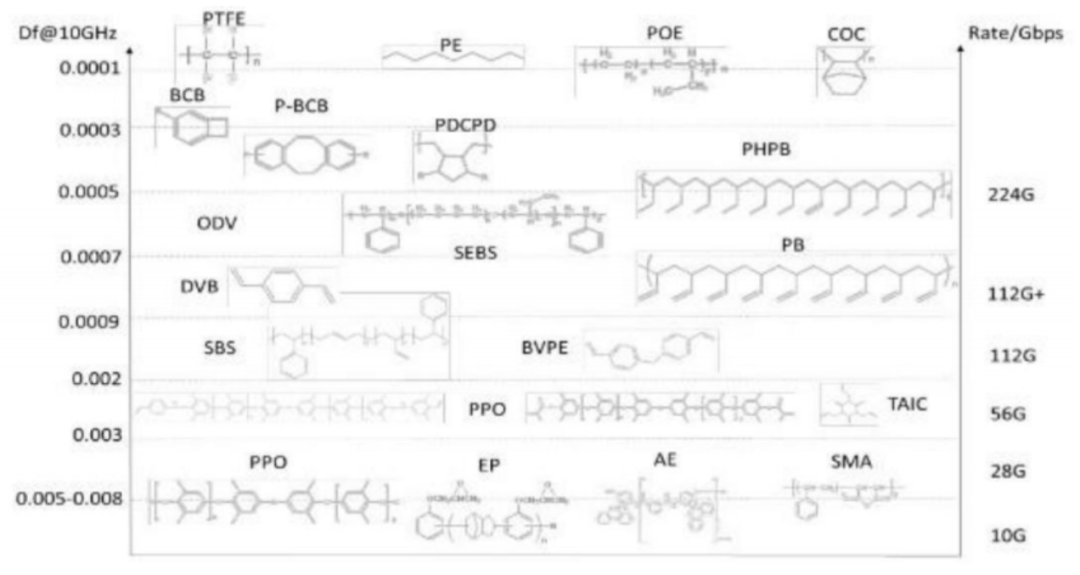
(4) Polyphenylene Oxide Resin
Polyphenylene oxide is produced from 2,6-dimethylphenol as a monomer through oxidative coupling polymerization under the action of a catalyst. Currently, the commonly used resin in copper clad laminates is the end-capped acrylic ester-based PPO resin, with a molecular weight of 2000-2500.
Due to its phenyl ring structure, the resin system exhibits excellent thermal properties, meeting the requirements for copper clad laminates. The methyl acrylate end-capped PPO has a very low dielectric loss factor (Df), around 0.003 under 10GHz conditions.
Currently, only Sabic, Asahi Kasei, and Mitsubishi Gas Chemical have the capability for mass production of electronic-grade PPO overseas, while China’s Shengquan Group has also achieved full production capacity of thousands of tons.
(5) Hydrocarbon Resin
Hydrocarbon resin is a homopolymer or copolymer of polyolefins that contains only C and H elements in its molecular structure, with polymerization monomers typically being compounds such as butadiene, styrene, divinylbenzene, isoprene, and their derivatives.
From a structural perspective, due to the low polarity of C-H in the polymer molecular chain and low cross-link density, the resin exhibits excellent low dielectric (Dk~2.0-2.8), low loss performance (Df<0.005), and extremely low water absorption, but it also has the drawback of a low glass transition temperature.
To achieve a hydrocarbon copper clad laminate with good overall performance, it is often necessary to introduce other resins into the hydrocarbon resin system, such as MPPO, BMI, CE, or even high-purity low-chlorine epoxy resins.
Common hydrocarbon resin systems used in copper clad laminates include polybutadiene systems and styrene-butadiene (SB, SBS) copolymer systems. Notable hydrocarbon resins include the ODV series from Japan’s Nippon Steel & Sumitomo Metal Corporation, the PB series from Japan’s Sojitz Corporation, and the Ricon series from the US’s Shadom.
(6) PTFE Resin
Polytetrafluoroethylene (PTFE) is a non-polar linear polymer with a highly symmetrical structure composed of carbon and fluorine elements.
PTFE exhibits excellent low dielectric performance, with a dielectric constant of 2.1 and dielectric loss of 0.0003 in the high-frequency (10GHz) band.
However, PTFE as a matrix resin also has some issues; on one hand, its intrinsic thermal conductivity is low, making it ineffective for heat dissipation when used as a dielectric substrate;
on the other hand, its thermal expansion coefficient is too high, leading to warping of the resin and copper foil under high-temperature conditions; additionally, its low adhesion to substrates and poor processability limit its applications.
Structural Formula of Electronic Resin and Its Relationship with Df
4. Matching Resins with Applications
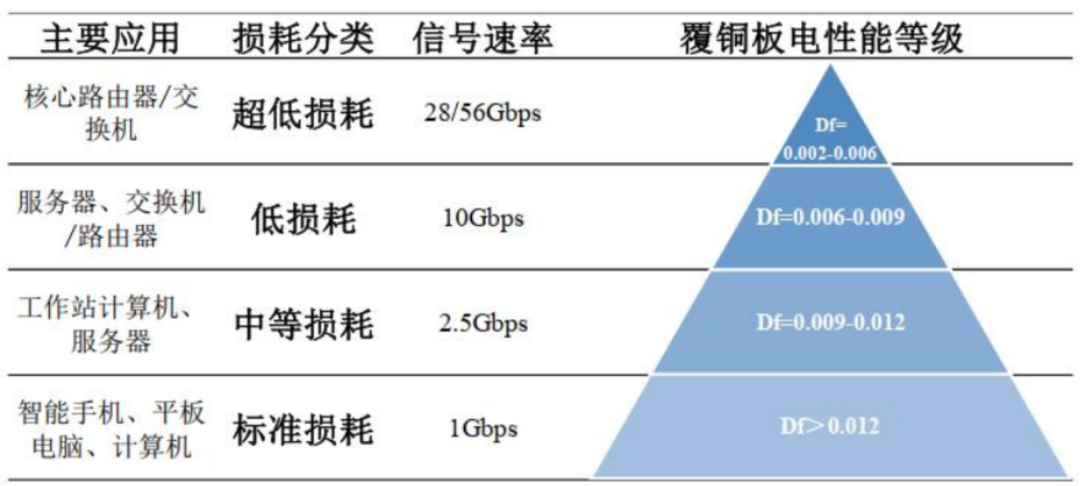
(1) Ultra-Low Loss Application Matching
Core routers, switches, and other application scenarios require signal rates to reach 28/56Gbps, classified as ultra-low loss applications, corresponding to a copper clad laminate electrical performance level of Df=0.002-0.006, necessitating low dielectric loss resin materials such as polyphenylene oxide resin and hydrocarbon resin.
(2) Low Loss Application Matching
Servers, switches, routers, and other application scenarios with signal rates of 10Gbps are classified as low loss applications, with copper clad laminate electrical performance levels of Df=0.006-0.009, allowing for the use of modified epoxy resins and other resin materials.
(3) Moderate Loss Application Matching
Workstation computers, servers, and other application scenarios with signal rates of 2.5Gbps are classified as moderate loss applications, with copper clad laminate electrical performance levels of Df=0.009-0.012, generally satisfied by standard epoxy resins and other resin materials.
(4) Standard Loss Application Matching
Smartphones, tablets, computers, and other application scenarios with signal rates of 1Gbps are classified as standard loss applications, with copper clad laminate electrical performance levels of Df>0.012, suitable for standard epoxy resins and other resin materials.
Classification of Copper Clad Laminate and Corresponding Applications
4. Glass Fiber Cloth
1. Electronic Yarn and Electronic Cloth
(1) Electronic Yarn
Electronic-grade glass fiber yarn, commonly referred to as electronic yarn, is a high-end product among glass fiber yarns, with a single filament diameter not exceeding 9 microns. It possesses excellent heat resistance, chemical resistance, electrical, and mechanical properties, serving as the primary raw material for manufacturing electronic-grade glass fiber cloth.
(2) Electronic Cloth
Depending on the positioning of electronic cloth, it can be divided into high-end, mid-range, and low-end electronic cloth; based on thickness, it can be categorized into thick electronic cloth, thin electronic cloth, ultra-thin electronic cloth, and extremely thin electronic cloth;
By function, it can be classified into Low Dk/Df cloth, Low CTE cloth, high CAF-resistant cloth, high dimensional stability cloth, high impregnation cloth, high heat resistance cloth, high flatness cloth, and low impurity cloth.
2. Size Classification of Electronic Cloth
(1) High-End Electronic Cloth Size
High-end electronic cloth includes ultra-thin cloth and extremely thin cloth, with ultra-thin cloth thickness <28μm and extremely thin cloth thickness between 28-35μm.
(2) Mid-Range Electronic Cloth Size
Mid-range electronic cloth is thin cloth, with a thickness of 36-100μm.
(3) Low-End Electronic Cloth Size
Low-end electronic cloth is thick cloth, with a thickness >100μm (not included).
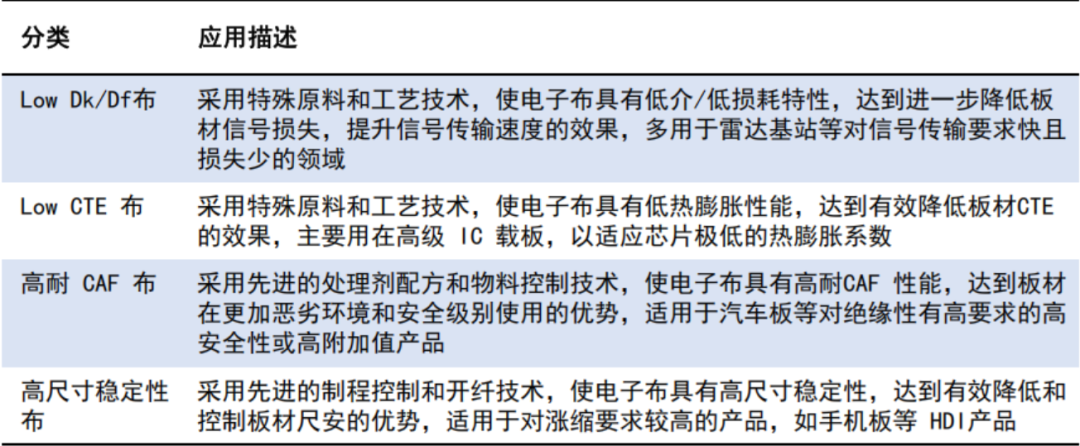
3. Function Classification of Electronic Cloth
(1) Low Dk/Df Cloth
Low Dk/Df cloth uses special raw materials and process technologies to give electronic cloth low dielectric and low loss characteristics, achieving further reduction in signal loss and enhancement of signal transmission speed, commonly used in radar base stations and other fields requiring fast signal transmission with minimal loss.
(2) Low CTE Cloth
Low CTE cloth employs special raw materials and process technologies to provide electronic cloth with low thermal expansion properties, effectively reducing the CTE of the board, primarily used in advanced IC substrates to accommodate the extremely low thermal expansion coefficients of chips.
(3) High CAF-Resistant Cloth
High CAF-resistant cloth utilizes advanced treatment agent formulations and material control technologies to give electronic cloth high CAF resistance, providing advantages for boards used in harsher environments and high safety or high value-added products, such as automotive boards with high insulation requirements.
(4) High Dimensional Stability Cloth
High dimensional stability cloth employs advanced process control and opening fiber technologies to provide electronic cloth with high dimensional stability, effectively reducing and controlling the dimensions of the board, suitable for products with high expansion and contraction requirements, such as mobile phone boards and other HDI products.
Function Classification and Characteristics of Glass Cloth
4. High-End Glass Fiber Cloth
(1) Dielectric Performance
The dielectric performance of glass is closely related to the polarization rate of its constituent elements; the higher the polarization rate of the elements, the greater their contribution to the dielectric constant.
Currently, most low-dielectric glasses are silicon-boron-aluminum system glasses, with the dielectric constant of traditional E-glass fibers generally around 6.6, significantly higher than that of typical resin substrates (with a dielectric constant generally around 3.0), and the dielectric glass fiber occupies a high volume fraction in high-frequency and high-speed PCBs, greatly affecting the dielectric performance of printed circuit boards.
(2) Glass Formulation
To reduce the dielectric constant and dielectric loss of glass, it is necessary to increase the content of components with low polarization rates, such as silica, but this can lead to excessively high melting temperatures, long melting times, and high requirements for melting equipment, so it is necessary to balance various performance aspects by adjusting the glass formulation.
(3) Next-Generation Glass Fiber Cloth
To further reduce the dielectric constant and dielectric loss of glass fiber cloth, the next generation of glass fiber cloth will utilize quartz fibers, significantly enhancing properties while also greatly increasing processing difficulty.
Different Types of Glass Fiber Components

5. Market Landscape of Glass Fiber Cloth
(1) Foreign Investment
Currently, the main manufacturers of specialty glass fiber cloth include Japan’s Nitto Denko Corporation, the US’s AGY Company, and Taiwan’s Taiwan Glass Group, among a few others.
Among them, Nitto Denko’s products are benchmark products, with their low dielectric products (LowDK generation 1 and generation 2) and low expansion products (LowCTE) widely used in communication equipment and chip packaging fields.
(2) Domestic Investment
Domestically, China National Materials Technology’s wholly-owned subsidiary Taishan Glass Fiber has already achieved mass production capacity for LowDK generation 1 cloth. In April 2025, the company announced the construction of a 35 million meter specialty glass fiber cloth investment project, with a construction period of 12 months, which will greatly increase the company’s production capacity;
Honghe Technology’s LowDK products have already been validated by downstream applications; International Composites has disclosed that the company has independently developed low-dielectric glass fiber for mass production, which has been applied in high-end 5G communication equipment.
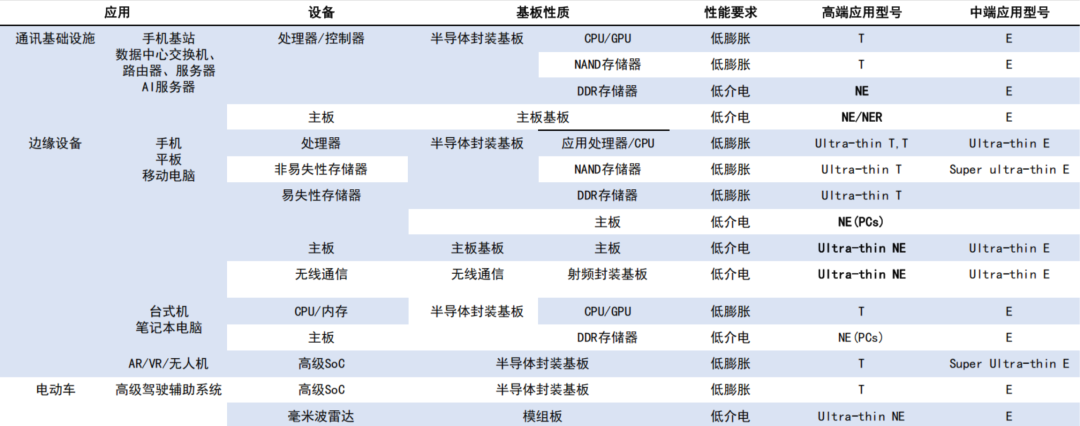
Application Scenarios of Nitto Denko’s Glass Fiber Products
5. Filler Technology
1. Silica Micro Powder
(1) Characteristics of Silica Micro Powder
Silica has stable chemical properties, with advantages such as low dielectric and low loss, and its thermal expansion coefficient is extremely low, making it the most commonly used filler in copper clad laminates.
(2) Classification of Silica Micro Powder
Silica micro powder can be simply classified into angular silica micro powder and spherical silica micro powder based on morphology.
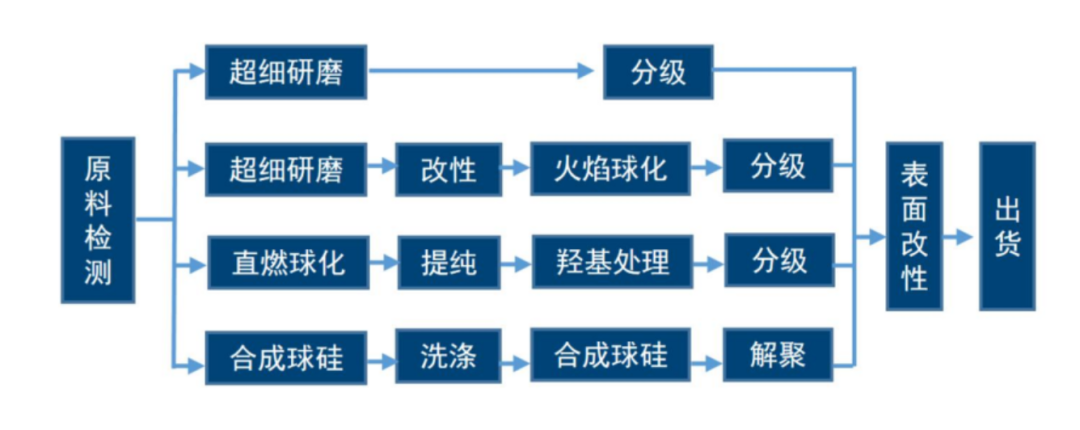
2. Silica Micro Powder Processing
(1) Preparation of Angular Silica Micro Powder
Angular silica micro powder is produced from quartz blocks and quartz sand (melted quartz, glass-like materials, etc.) through grinding, precision classification, and impurity removal processes to create silica powder materials.
(2) Preparation of Spherical Silica Micro Powder by Flame Method
Spherical silica micro powder is produced by using selected angular silica micro powder as raw material, processed into spherical silica powder materials through the flame method.
(3) Preparation of Spherical Silica Micro Powder by Direct Combustion Method
Direct combustion spherical silica is produced by igniting metal silicon powder in oxygen, forming silica gas that cools and condenses into spherical silica particles.
(4) Preparation of Spherical Silica Micro Powder by Chemical Method
The chemical synthesis method generates organic silicon spheres through the hydrolysis reaction of silane.
Silica Micro Powder Preparation Process
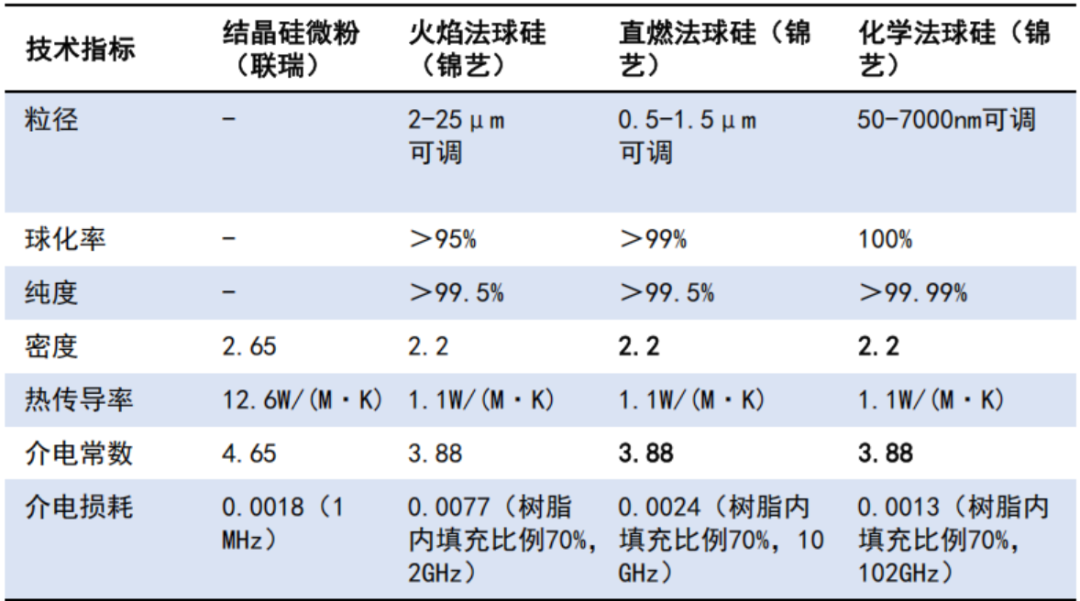
3. Technical Indicators of Different Types of Silica Micro Powder
(1) Indicators of Crystalline Silica Micro Powder
Crystalline silica micro powder (Lianrui) has a density of 2.65, a dielectric constant of 4.65, and a dielectric loss of 0.0018 at 1MHz.
(2) Indicators of Flame Method Spherical Silica
Flame method spherical silica (Jinyi) has an adjustable particle size of 2-25μm, a sphericity >95%, purity >99.5%, density of 2.2, thermal conductivity of 12.6W/(M·K), and a dielectric constant of 3.88, with a dielectric loss of 0.0077 at a resin filling ratio of 70% at 2GHz.
(3) Indicators of Direct Combustion Method Spherical Silica
Direct combustion spherical silica (Jinyi) has an adjustable particle size of 0.5-1.5μm, a sphericity >99%, purity >99.5%, density of 2.2, thermal conductivity of 1.1W/(M·K), and a dielectric constant of 3.88, with a dielectric loss of 0.0024 at a resin filling ratio of 70% at 10GHz.
(4) Indicators of Chemical Method Spherical Silica
Chemical method spherical silica (Jinyi) has an adjustable particle size of 50-7000nm, a sphericity of 100%, purity >99.99%, density of 2.2, thermal conductivity of 1.1W/(M·K), and a dielectric constant of 3.88, with a dielectric loss of 0.0013 at a resin filling ratio of 70% at 102GHz.
Technical Indicators of Silica Micro Powder
4. Modification and Application of Silica Micro Powder
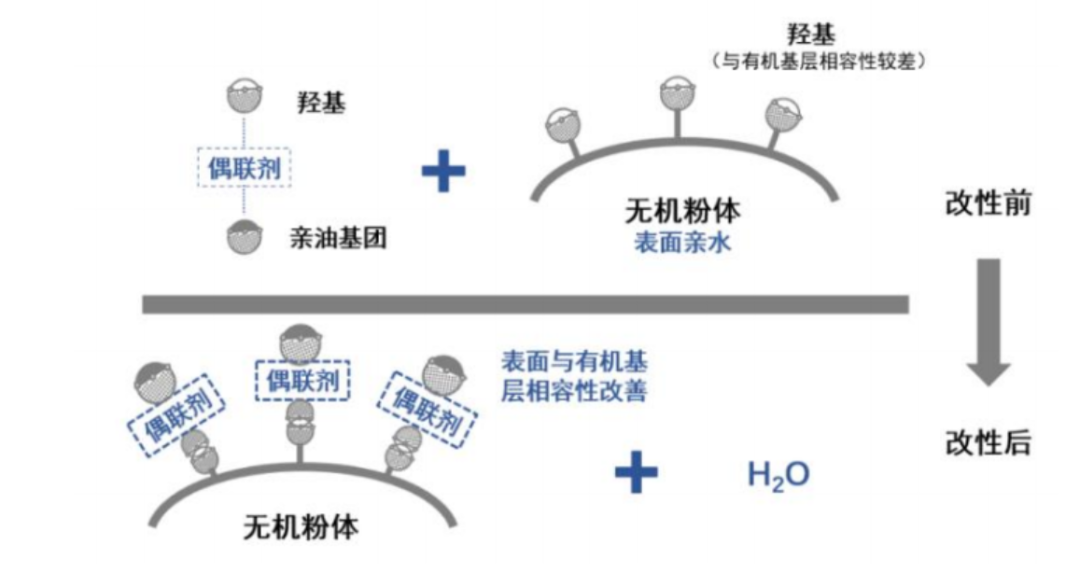
(1) Purpose and Methods of Modification
In the application of silica micro powder with downstream organic substrates, issues such as interfacial separation, agglomeration, and difficulty in dispersion may arise due to the polar nature of surface hydroxyl groups.
To improve these issues, one approach is to change the surface properties of the inorganic powder to directly reduce bonding problems.
Another approach is to modify the physical characteristics of the powder, such as particle size and morphology, to reduce the contact area between the powder and organic substrates, thereby indirectly mitigating the negative effects of organic-inorganic gaps.
(2) Filler Requirements for Different Grades of CCL
The higher the grade of CCL, the higher the requirements for fillers. To balance costs, different grades of fillers are often mixed in practical applications.
Lianrui New Materials can produce silica and other micro powders of various sizes and morphologies, widely used in PCB and packaging fields, holding a leading position in China.
Modification Principle Diagram of Silica Micro Powder
6. Downstream Demand
1. AI Servers
(1) AI Infrastructure
According to Business Research Insights, the global AI infrastructure market size is projected to reach $27.94 billion in 2024, expected to rise to $32.98 billion in 2025, and reach $124.03 billion by 2033, with a compound annual growth rate of 18.01% from 2025 to 2033.
(2) AI Server Shipment Volume
Due to the rapid deployment of AI applications and the continuous increase in AI capital expenditures by tech giants, the shipment volume of AI servers is rising rapidly.
According to TrendForce data, the global shipment volume of AI servers is expected to reach 2.131 million units in 2025, with a year-on-year growth rate of 27.6%, and is expected to maintain a growth rate of over 15% in the future.
(3) Special Requirements for PCBs in AI Servers
AI servers differ significantly from ordinary servers in terms of core processor structure, often adopting a CPU+GPU architecture, where the GPU board group represents an incremental component compared to ordinary servers. The GPU board group mainly includes GPU components, module boards, and NVSwitch, all of which require high-end CCL.
AI servers have extremely high requirements for data transmission speed, necessitating high-speed signal transmission and low loss. Currently, some high-end AI servers already use M8-level CCL, which requires high-frequency and high-speed resins and glass fiber cloth with superior dielectric constants and loss factors.
2. Ordinary Servers
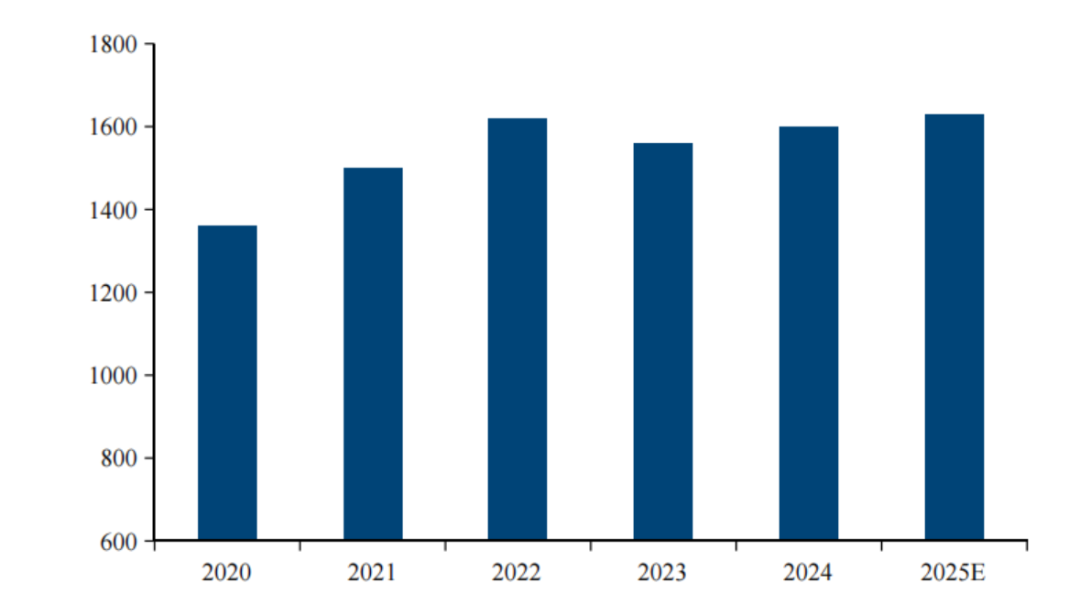
(1) Global Server Shipment Volume
According to data from the China Business Industry Research Institute, the global server shipment volume is projected to grow from 13.6 million units in 2020 to 16 million units in 2024, with a compound annual growth rate of 4.15%. The China Business Industry Research Institute predicts that the global server shipment volume will reach 16.3 million units in 2025.
(2) Impact of Server Platform Upgrades on CCL
From the perspective of copper clad laminate technology upgrades, comparing the latest Intel Eagle Stream platform with previous generations clearly shows that the upgrade of copper clad laminates used in server platforms is at a critical transformation period, stepping from one level to another.
Moreover, the number of CCL layers required after server iterations has significantly increased, leading to a growing demand for high-speed copper clad laminates in high-performance servers.
Global Server Shipment Volume
3. PCB and High-End CCL Market Space
(1) PCB Markets for Various Downstream Applications
According to Prismark data, with the explosive growth in demand for AI servers, coupled with the high value of PCBs used in servers, servers have become the main driving force for PCB demand.
The compound annual growth rate of the server PCB market is projected to be 11.6% from 2023 to 2028, with the market size expected to reach $18.92 billion by 2029.
(2) High-End CCL Market Size
According to Goldman Sachs data, due to the rapid expansion of server demand, the global high-end CCL market size is expected to grow rapidly, with the market size projected to increase from less than $4 billion in 2024-2026 to over $6 billion, with a compound growth rate of 28%.
7. Market Competition Landscape
1. High-Speed Boards
The high-speed board market is benchmarked by Japan’s Panasonic, with Taiwanese companies Lianmao Electronics and Taiyo Yuden in the second tier, collectively holding about 60% of the market share.
2. High-Frequency Boards
High-frequency boards are represented by Rogers, with Taikangni in the second tier, collectively holding over 70% of the market share.
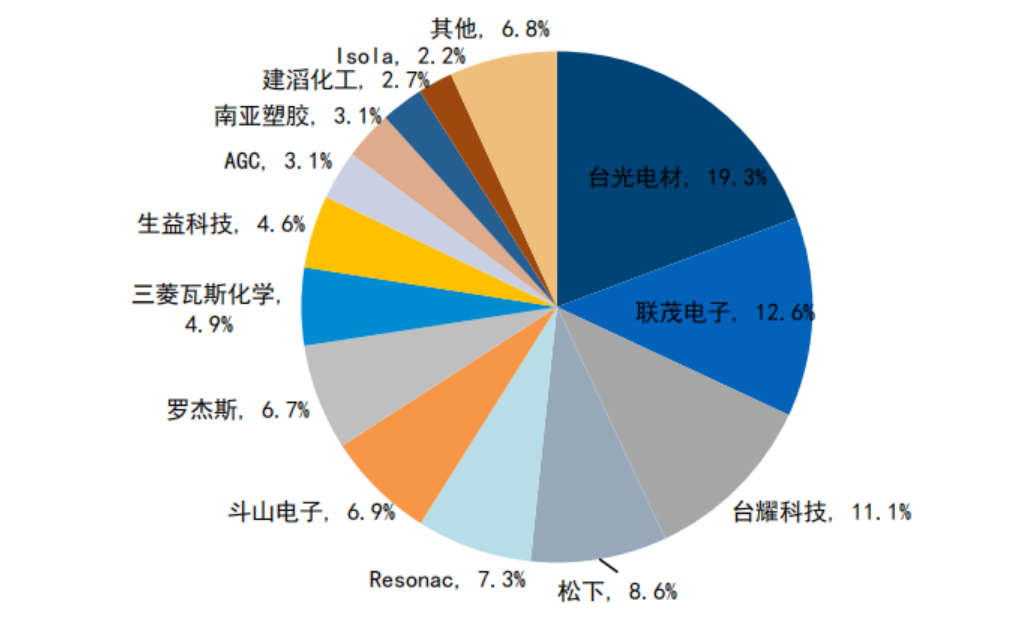
3. Global Sales of Copper Clad Laminate Enterprises
According to Prismark data, in 2023, there are 13 companies of a certain scale among the three major categories of rigid specialty copper clad laminate manufacturers, with total sales of approximately $3.818 billion, accounting for about 93% of the global sales of such copper clad laminates.
Among them, four companies from Taiwan account for 46.1% of sales; Japanese companies account for 23.9%; and European and American companies account for 8.9%. Specifically, Taisol accounts for 19.3%, Lianmao Electronics accounts for 12.6%, Taiyo Yuden accounts for 11.1%, Resonac accounts for 7.3%, and Panasonic accounts for 8.6%.
Doosan Electronics accounts for 6.9%, Rogers accounts for 6.7%, Mitsubishi Gas Chemical accounts for 4.9%, Shengyi Technology accounts for 4.6%, Nanya Plastics accounts for 3.1%, AGC accounts for 3.1%, Isola accounts for 2.2%, and Kingboard Chemical accounts for 2.7%, with others accounting for 6.8%.
Sales Volume Concentration in the Copper Clad Laminate Industry
4. Global Sales Volume of Copper Clad Laminate Enterprises
In terms of sales volume, these 13 companies have a sales volume of 100 million square meters, accounting for about 87% of the total sales volume of such copper clad laminates globally.
Among them, Lianmao Electronics accounts for 19.3%, Taisol accounts for 16.1%, Taiyo Yuden accounts for 12.4%, Doosan Electronics accounts for 6.5%, Shengyi Technology accounts for 6.3%, Nanya Plastics accounts for 5.6%, Kingboard Chemical accounts for 3.4%, Resonac accounts for 3.5%, Mitsubishi Gas Chemical accounts for 3.1%, Panasonic accounts for 4.8%, AGC accounts for 2.3%, Rogers accounts for 2.4%, Nanya New Materials accounts for 1.4%, and others account for 12.8%.