 Search on WeChat
Search on WeChat Industrial Control Blade
Industrial Control Blade
Overview: Why can standardized programs reduce 80% of fault misjudgments?

In automated production lines, the alarm system is the “language” of human-machine interaction: a flashing red light indicates an emergency fault, a yellow light represents a warning state, and a steady green light is a “reassurance signal” that the equipment is functioning normally. However, in reality, 76% of factories experience misjudgments by operators due to chaotic alarm logic (such as irregular flashing frequency and loss of control after silencing). This article is based on the Mitsubishi FX3U PLC and implements a three-stage solution throughstandardized hardware wiring, modular program design, and visual debugging verification to achieve a fully controllable alarm system for the “alarm – prompt – silence – reset” process. From the logic of the flashing red light to the handling of the buzzer silencing, each step provides ladder diagram code and on-site measurement data to ensure that engineers can apply it directly.

Detailed Description: From Wiring to Code, the Three-Layer Implementation Logic of the Alarm Program
(1) Hardware Configuration and Signal Distribution: Ensuring Each Light and Button is in Its Place
Core Principle: Input and output signals must meet the “fault-safe” design, and critical buttons (such as silence and fault clearing) must be independently wired and equipped with anti-misoperation protection.
- I/O Allocation Table (Example: Mitsubishi FX3U-48MR):
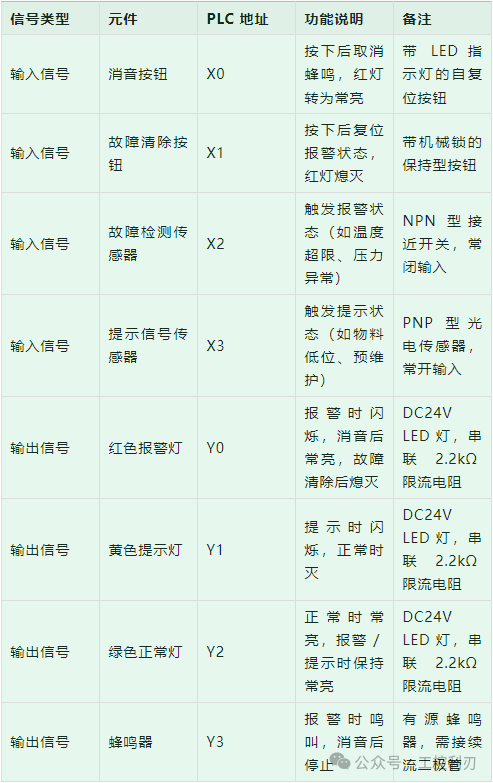
(2) Program Logic Design: Implementing “State Machine” Style Alarm Control with Ladder Diagrams
Core Idea: The alarm system is divided into five states: “Normal – Prompt – Alarm – Silence – Fault Clearing”, using auxiliary relays (M) and timers (T) to achieve state switching and light flashing logic.
The connection between the warning lights and the PLC is generally driven directly bythe output points of the PLC, with one output point corresponding to one indicator light or buzzer. This means that the number of layers of warning lights selected corresponds to the number of I/O points needed for control. In the design process, we can select the number of layers of warning lights based on the functions that our equipment needs to indicate.
Here, we discuss the programming of a three-layer (red, yellow, green) warning light with a buzzer, which is also the most common usage in the design process of a single automated device.
Function definitions are as follows:
Alarm: Red light flashing, buzzer sounding
Prompt: Yellow light flashing, green light steady
Normal: Green light steady
Silence button pressed: Red light steady, buzzer off
Fault clearing: Red light off
Based on this, we create the following program:
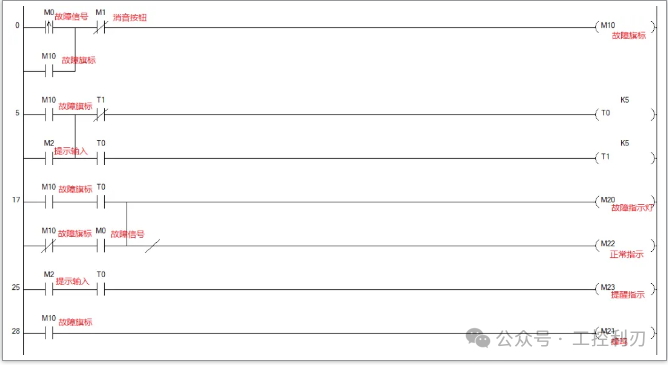
▲ The program in the figure serves as a reference
Overview: From Standalone Control to Intelligent Operation and Maintenance – The Value Extension of Alarm Programs
A standardized Mitsubishi FX3U alarm program can not only reduce 90% of fault misjudgments but also lay the foundation for the intelligentization of production lines. After applying this solution, a beverage bottling factory reduced its equipment fault response time from an average of 8 minutes to 2 minutes, saving over 500,000 yuan in downtime costs annually.
Advanced Application Directions:
- Linking with HMI Uploading M0 and M1 states to the touchscreen via the FX3U’s RS485 port to display specific fault codes (e.g., “E01 – Temperature Over Limit”);
- Alarm Priority Design Adding M4 (emergency alarm) and M5 (general alarm), implementing priority display during multiple faults through comparison instructions;
- Data Traceability Using the FX3U’s SD card module to record the trigger time and duration of each alarm, forming fault analysis reports.
Insights from Experienced Engineers: “The core of the alarm program is not ‘lighting and sounding’, but ‘accurately conveying fault information’. Remember the three elements: clear status (light color / regular flashing), simple operation (intuitive location of silence / reset buttons), and reliable logic (anti-misoperation, easy maintenance).”
Previous Recommendations
Stop grinding through books! 11 methods for controlling motor start and stop with dual buttons on Mitsubishi PLC, easy for beginners to copy!
Stop blindly modifying processes! A blood-and-tears summary of 150 process flow diagrams that can improve factory efficiency by 300%
Experienced drivers guide you quickly into PLC control servo positioning learning, hop on board!
Top ten sensors every electrical engineer must learn! If you don’t understand, you’re out!
Five fatal pitfalls in learning PLC! The third one cost me three months of work【A must-read guide for beginners】
24 comprehensive wiring guides for sensors: From beginner to expert, an essential tool for engineers!
Mitsubishi Works2 software universal shortcuts, the secret weapon to improve programming efficiency!
No more asking for help with sensor wiring: Full illustrations for two/three/four/five wires, say goodbye to burnt modules
Super practical method for converting electrical diagrams to PLC ladder diagrams, everyone is sharing it!
No more confusion in electrical design! Understanding these 50 classic diagrams can save you three years of detours!
With this 120-page PPT for learning PLC, why read any more “heavenly books”! 15 minutes to quickly get started with electrical control and PLC programming