Click the card to follow immediately
1. Overview of Digital Twin Technology
Digital twin technology creates precise virtual models of physical entities, systems, or processes in digital space, allowing them to reflect and simulate the state, behavior, and performance of physical objects in real-time within a virtual environment. This technology relies on cutting-edge technologies such as the Internet of Things (IoT), big data, cloud computing, and artificial intelligence. It continuously monitors the operational status of physical entities through sensors and data collection methods, inputting the collected data into digital models for continuous updates and optimizations. Digital twins help enterprises understand the operational status of equipment or systems in real-time, predict future operational trends, optimize performance, and even test different operational scenarios in virtual space, reducing risks and costs. This technology is widely applied in manufacturing, urban planning, energy management, healthcare, aerospace, and other fields, driving the digital transformation of the entire process from product design and manufacturing to operational maintenance, laying a solid foundation for intelligent decision-making and autonomous system management.
2. Industry Background
2.1 Current Status and Trends of Target Industries In the context of rapid development in the manufacturing industry, the stable operation of factory equipment is crucial for the production efficiency and economic benefits of enterprises. Traditional equipment maintenance methods, such as regular maintenance and post-failure repairs, have obvious limitations. Regular maintenance often occurs at fixed time intervals, regardless of the actual operational status of the equipment, leading to both over-maintenance and under-maintenance situations. Over-maintenance wastes significant human, material, and financial resources, and frequent downtime for maintenance can impact production schedules; while under-maintenance may allow equipment to operate in a potentially faulty state, increasing the risk of sudden failures. Post-failure repairs are even more passive, as equipment failures can lead to production line stoppages, causing significant economic losses, including direct losses from production interruptions, repair costs, and potential customer order delays. Against this backdrop, digital twins provide a new possibility for the manufacturing industry to achieve predictive maintenance of equipment. Digital twins can enable real-time monitoring and prediction of equipment status.
Furthermore, with the continuous advancement of sensor technology, equipment can now collect various operational data in real-time, such as temperature, pressure, and vibration. This data can be transmitted to the virtual model via digital twins for analysis, compared with ideal states, and used to detect any anomalies in real-time. Based on historical data and algorithm models, digital twins can also predict potential failures and issues that may arise in the equipment, providing early warning information to maintenance personnel.
2.2 Market Demand Analysis
For large manufacturing enterprises, the production lines involve numerous and complex equipment, and any failure of a key piece of equipment may trigger a chain reaction, leading to the paralysis of the entire production line. Therefore, there is a high demand for the reliability and stability of equipment, and predictive maintenance can help these enterprises achieve refined management of equipment, reduce operational costs, and enhance the core competitiveness of the enterprise, resulting in strong market demand.
Although small and medium-sized enterprises have relatively smaller equipment scales, they also need to enhance their profitability by improving equipment operational efficiency and reducing maintenance costs in a fiercely competitive market environment. Predictive maintenance can provide small and medium-sized enterprises with an economical and efficient equipment maintenance solution, helping them achieve optimal operational states of their equipment under limited resource conditions, thus having broad market potential. Meanwhile, with increasingly stringent environmental requirements and heightened awareness of safe production, enterprises have raised higher demands for compliant operation and safety assurance of equipment, and predictive maintenance can effectively prevent safety accidents and environmental pollution issues caused by equipment failures, further driving the growth of market demand.
3. Pain Point Analysis
(1) Difficulty in Fault Prediction Traditional maintenance relies on manual experience or scheduled inspections, making it difficult to accurately predict sudden failures. The high interdependence of multiple components in complex equipment means that a failure in a single part can trigger a chain reaction, making it challenging to quickly locate the root cause of the problem.(2) High Maintenance Costs Preventive maintenance (such as regularly replacing parts) may lead to over-maintenance and waste resources, while passive repairs (handling after a failure) may cause production losses due to downtime.(3) The Conflict between Downtime and Production Efficiency Maintenance requires downtime, but during tight production schedules, the allowable downtime is limited, leading to incomplete maintenance and the accumulation of hidden dangers. The long debugging time after equipment restart may affect production rhythm.(4) Predominantly Passive Maintenance Most factories still operate under a “repair it when it breaks” model, resulting in frequent unplanned downtimes that impact delivery cycles.The pain points of factory equipment maintenance essentially represent a comprehensive challenge involving technology, management, and resources. Through digital transformation (such as IoT + AI), process optimization, and personnel capability upgrades, enterprises can gradually shift from “fire-fighting” maintenance to proactive prevention, reducing overall costs and improving equipment reliability.
4. Solution Architecture
4.1 Overall Framework Design

4.2 Core Technology Introduction
Predictive maintenance of equipment involves multiple key areas. At the data collection level, various high-precision sensors, such as vibration sensors, temperature sensors, and pressure sensors, conduct real-time and comprehensive data collection of various data during the operation of the equipment, which forms the basis for subsequent analysis. In terms of data analysis technology, big data analysis, machine learning, and deep learning algorithms are used to deeply mine and analyze the massive data collected, extracting key features and potential patterns that reflect the operating state of the equipment. For example, decision trees, support vector machines, and other machine learning algorithms can be used to construct predictive models for equipment failures, achieving precise predictions of equipment failures through learning from large amounts of historical data. In the field of deep learning, neural networks, especially recurrent neural networks (RNN) and their variants – long short-term memory networks (LSTM), have significant advantages in processing time-series data, effectively capturing the trends of equipment operational data over time, thereby predicting equipment failures more accurately. IoT technology enables interconnectivity between equipment and between equipment and systems, ensuring that data can be transmitted in real-time and stably, providing strong support for centralized processing and analysis of data. These core technologies are integrated, supporting the predictive maintenance system for equipment, helping enterprises to detect potential equipment failures in advance, reduce equipment failure rates, and enhance production efficiency and economic benefits.
The core technology of predictive maintenance is based on the closed-loop system of “data-driven + digital twin,” which collects multi-dimensional data such as equipment vibration, temperature, and current in real-time through high-precision sensors, combined with edge computing for noise filtering and feature extraction (such as envelope spectrum analysis of vibration signals), constructing a digital twin model that synchronously maps to physical equipment (integrating geometric, physical, and behavioral simulation), using machine learning algorithms (such as LSTM, CNN, isolation forest) for fault pattern recognition and remaining life prediction, and generating maintenance strategies through dynamic optimization algorithms, ultimately forming an intelligent closed-loop of “monitoring – analysis – prediction – decision – feedback,” accurately predicting the health status of equipment and optimizing resource scheduling.
5. Application Scenarios
5.1 Real-time Status Monitoring and Alarm of Equipment in a Steel Plant
For a steel plant, the stable operation of equipment motors is crucial. Taking the 1-4# ESP production line of a certain steel plant as an example, this production line is currently the most advanced in the steel rolling industry. The sensors on the production line are mainly installed on low-speed heavy-load large gear reducers and split boxes, covering 4 ESP production lines, involving 63 pieces of equipment and 426 measurement points (integrated temperature and vibration), and equipped with 36 monitoring systems. These sensors and monitoring systems achieve monitoring, diagnosis, and early warning functions for equipment status, providing valuable suggestions for equipment maintenance and repair, ensuring controlled management of equipment status.
By real-time collecting vibration data from the equipment, when parameters exceed set thresholds, the system automatically triggers an early warning mechanism and promptly notifies maintenance personnel. This allows maintenance personnel to quickly take preventive measures to effectively prevent potential issues from escalating into severe failures, ensuring the continuous and stable operation of the equipment.

Figure 5-1 Overview of Motor Monitoring
After monitoring for several months, it was found that the vibration value of the 1# ESP roughing R1 reducer exceeded the standard, and the equipment remained in the alarm stage. The monitored values are as follows:
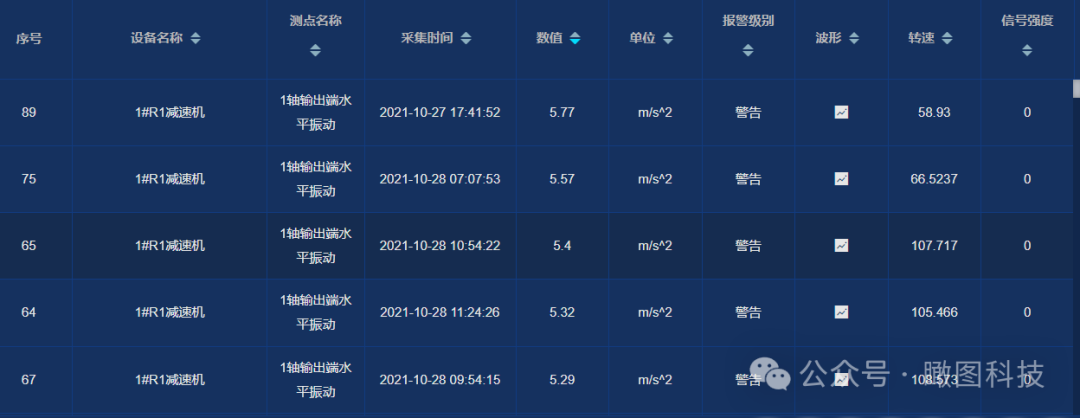
Figure 5-2 Abnormal Vibration Alarm
5.2 Expert Diagnostic Analysis After automatic system diagnosis, the time-domain spectrum of the output end of the R1 reducer’s 1-axis showed significant impact phenomena, and the frequency domain graph revealed a peak at the gear meshing frequency (38.36Hz) and its numerous harmonics. The system initially determined that the problem might be related to pitting or wear of the gears on the 1-axis and 2-axis.
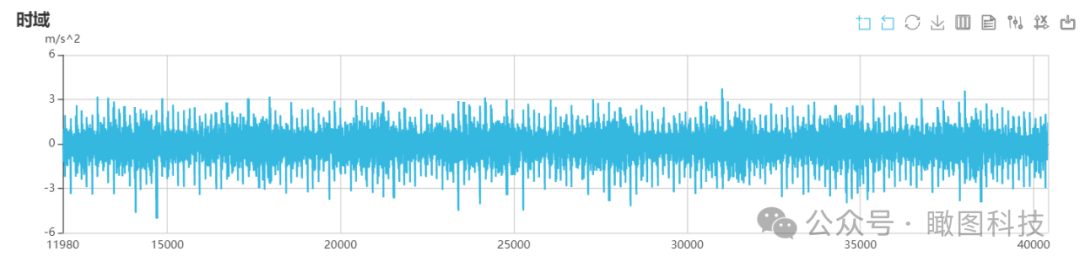
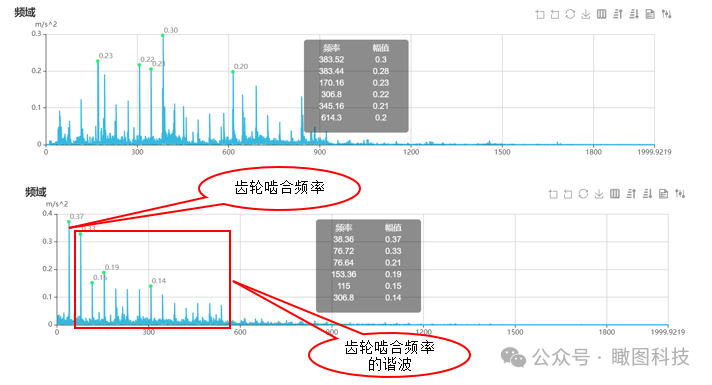
Figure 5-3 Time-domain and Spectrum Graphs Before Repair
Based on further analysis by experts, it was confirmed that the problem originated from the peeling of the tooth surface of the 1# gear shaft, leading to abnormal gear behavior. Ultimately, the system’s diagnosis aligned with the expert’s analysis, as shown in the specific diagnostic conclusions.
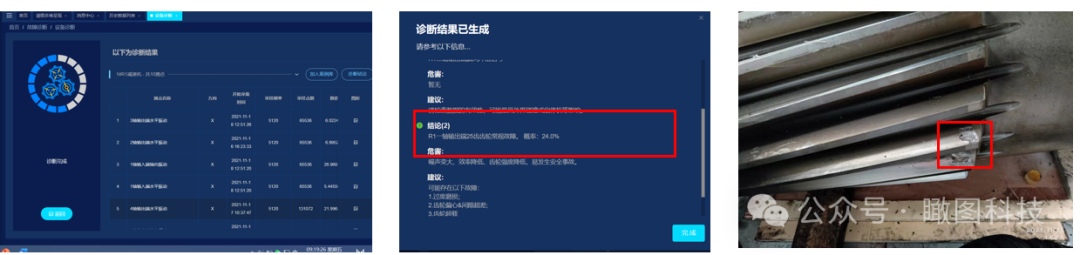
Figure 5-4 Diagnostic Analysis Results
5.3 Equipment Repair and Feedback After discovering the peeling issue of the 1# gear shaft, engineers immediately replaced the gear shaft. After the replacement, a comparison of the time-domain waveforms and spectrum data before and after the repair showed a noticeable disappearance of abnormal impacts. Subsequently, the reducer returned to normal operating status, indicating that the fault issue had been effectively resolved.
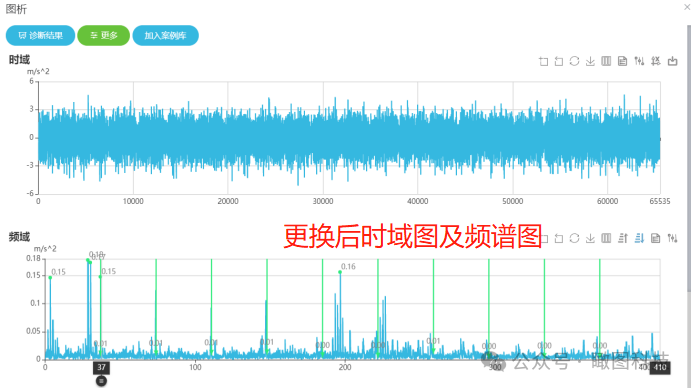
Figure 5-5 Time-domain and Spectrum Graphs After Repair
5.4 FMEA Fault Knowledge Base – A Perfect Closed Loop on the Path to Intelligence
To further enhance fault handling efficiency, steel plant experts saved this anomaly as knowledge experience and stored the relevant data in the FMEA (Failure Mode and Effects Analysis) fault knowledge base for fault retention. By accumulating this experience in the FMEA fault knowledge base, the system can automatically call relevant fault information, including fault phenomena, cause analysis, and solutions, whenever similar anomalies occur again, swiftly providing it to operational personnel. This allows operational personnel to respond to and handle equipment issues more efficiently, shortening fault elimination times, reducing downtime losses, and subsequently improving equipment operational efficiency and reliability.
Additionally, FMEA promotes the establishment of a knowledge accumulation mechanism, progressively enhancing daily operations and fault warning capabilities, ultimately forming an intelligent closed loop of “monitoring – analysis – prediction – decision – feedback.”

Figure 5-6 FMEA Fault Knowledge Base
6. Project Value and Significance
6.1 Enhancing Equipment Reliability and Stability By constructing a virtual digital model corresponding to physical equipment, it can reflect the operational status of the equipment in real-time. Using sensors to collect key data such as vibration, temperature, and pressure of the equipment and transmitting it to the digital twin model, real-time analysis and simulation based on this data can identify potential fault risks in advance. It can predict potential failures such as overheating and insulation aging, allowing timely maintenance measures to be taken to avoid sudden equipment failures, greatly enhancing the reliability and stability of the equipment and ensuring continuity of production.6.2 Reducing Equipment Maintenance Costs
Maintenance plans tailored to the actual operational status of the equipment only involve targeted actions when maintenance is needed, avoiding unnecessary maintenance work, thereby reducing maintenance frequency and costs. Additionally, by predicting failures in advance, it reduces the high repair costs and production interruption losses caused by sudden equipment failures, saving substantial funds for enterprises.
6.3 Optimizing Production Processes and Improving Production Efficiency
The digital twin model can simulate the operational conditions of equipment under different working conditions, helping enterprises optimize production processes. By analyzing equipment operational data, enterprises can understand performance under different production loads, allowing for reasonable adjustments to production plans, keeping equipment operating at optimal states, and improving production efficiency. Moreover, as predictive maintenance reduces downtime caused by equipment failures, production lines can operate more stably, further enhancing production efficiency.
6.4 Supporting Decision-Making and Providing Data Support
The digital twin system integrates a large amount of equipment operational data and maintenance records, providing robust data support for enterprise decision-making. Enterprise managers can make scientific decisions regarding equipment procurement, upgrades, and replacements based on this data. Furthermore, by analyzing historical data, they can summarize patterns of equipment failures and maintenance experiences, providing reference for formulating equipment management strategies and maintenance standards.

Overview (Kantu)
Kantu Technology is a company focused on digital twin 2/3D engine rendering, a leader in the independent research and development of domestic 3D engine technology; committed to visual system design and 3D virtual simulation development, perfecting domestically developed 3D engines, breaking the monopoly of foreign AAA industrial design software.
