[Introduction] This lecture is selected from the speech titled “Intelligent Cost Control and Real-Time Scheduling in Large-Scale Manufacturing” delivered by Zhu Yu, CTO of Youyi Data, at the first Big Data Application Conference in China on July 14, 2016. (Reply “Tsinghua Big Data” in the DataPi backend to download the lecture notes, valid for 7 days~)

 Today, I will finish this topic as quickly as possible. Today’s topic is called “Intelligent Cost Control and Timely Scheduling in Large-Scale Manufacturing”, which I find quite challenging.
Today, I will finish this topic as quickly as possible. Today’s topic is called “Intelligent Cost Control and Timely Scheduling in Large-Scale Manufacturing”, which I find quite challenging.
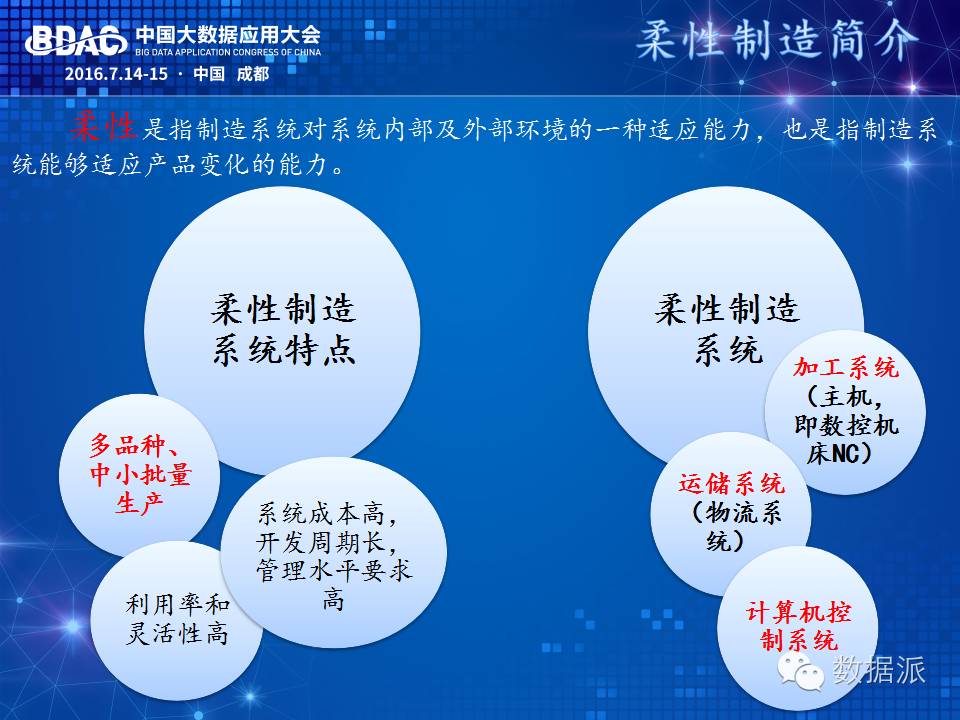
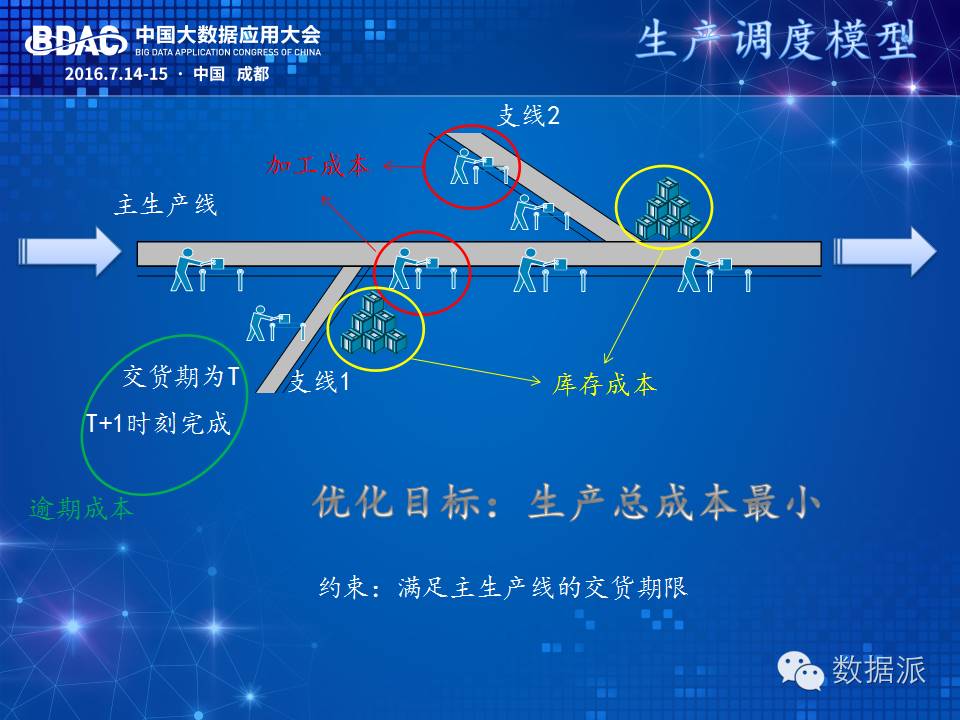
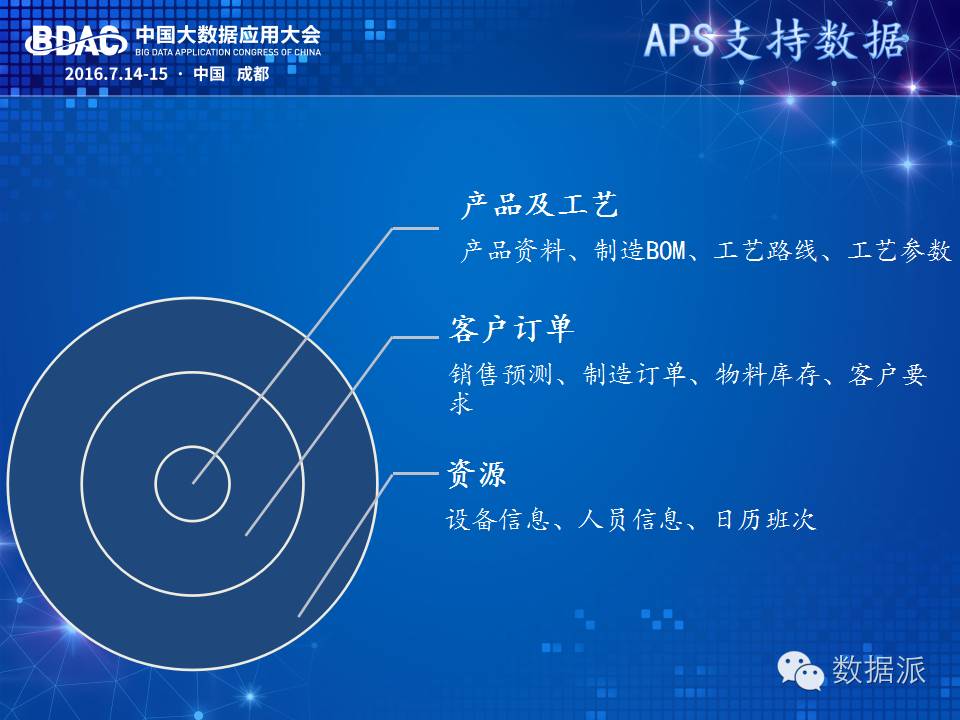
Let’s start with flexible manufacturing. The processing system of flexible manufacturing may be suitable for various types of enterprises. If you have stable orders, every owner hopes that the factory can operate 24 hours a day. However, the problem is that you may have such orders today, but not tomorrow. Different products require different production lines, which is unacceptable for every business owner due to high costs. Therefore, we wonder if we can make partial modifications to the production line, such as changing my tools or lathe to do something else, which is what we call flexible manufacturing.
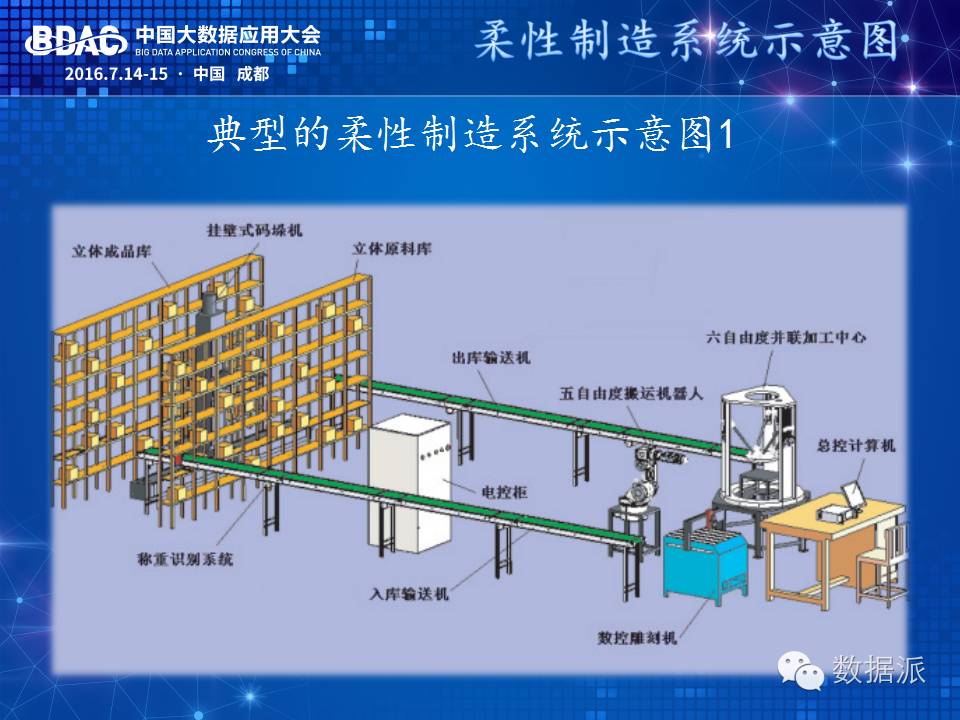 How do we control costs here? In general flexible manufacturing, there will be manufacturing systems, control systems, warehouse systems, and transportation systems. The warehouse and transportation systems are quite important. If the warehouse is well-managed, the funds occupied by the enterprise will be reduced, and the entire operation of the enterprise will be better. This system looks simple, but in reality, it is quite complex. Data must be found for each processing link, and mathematical models must be established to perform calculations. The amount of calculation is still quite large; this is typical flexible manufacturing. If processing is done in a certain order, the amount of calculation is enormous.
How do we control costs here? In general flexible manufacturing, there will be manufacturing systems, control systems, warehouse systems, and transportation systems. The warehouse and transportation systems are quite important. If the warehouse is well-managed, the funds occupied by the enterprise will be reduced, and the entire operation of the enterprise will be better. This system looks simple, but in reality, it is quite complex. Data must be found for each processing link, and mathematical models must be established to perform calculations. The amount of calculation is still quite large; this is typical flexible manufacturing. If processing is done in a certain order, the amount of calculation is enormous.
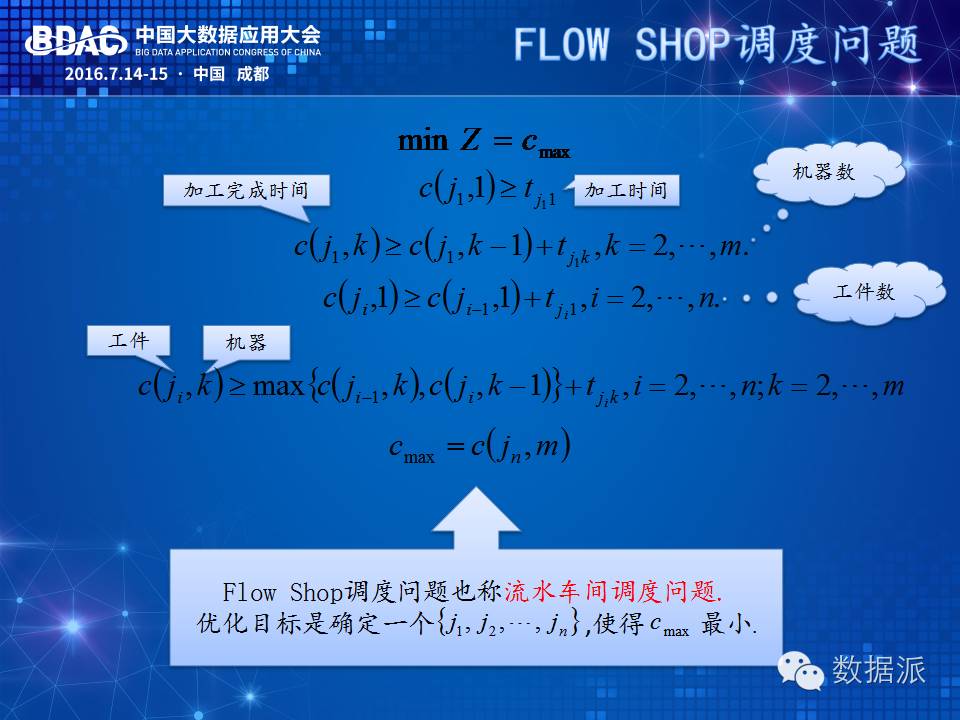
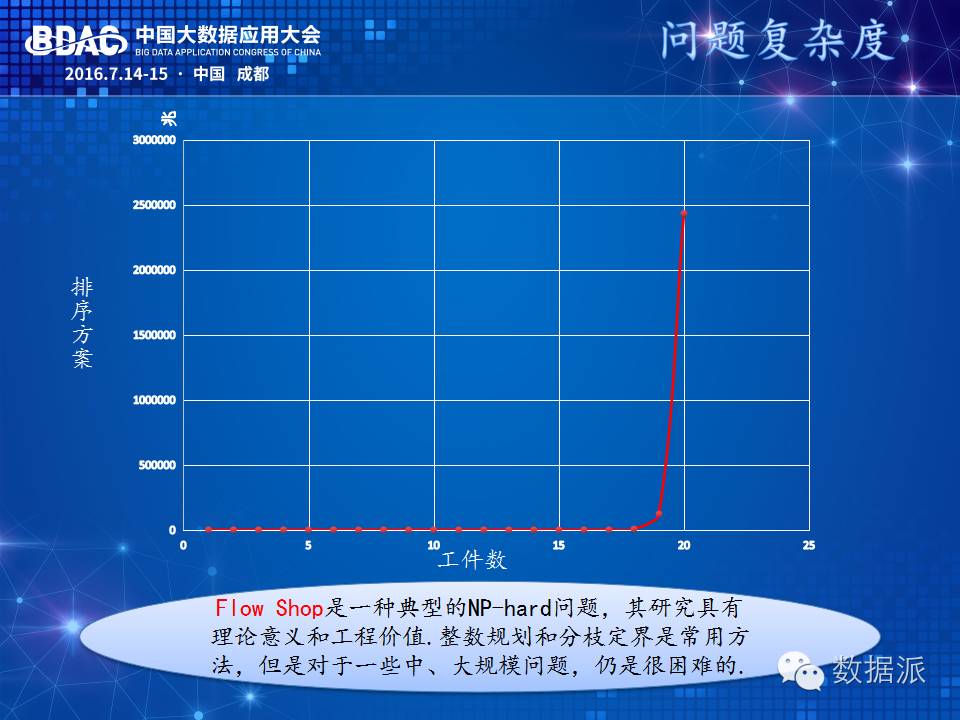
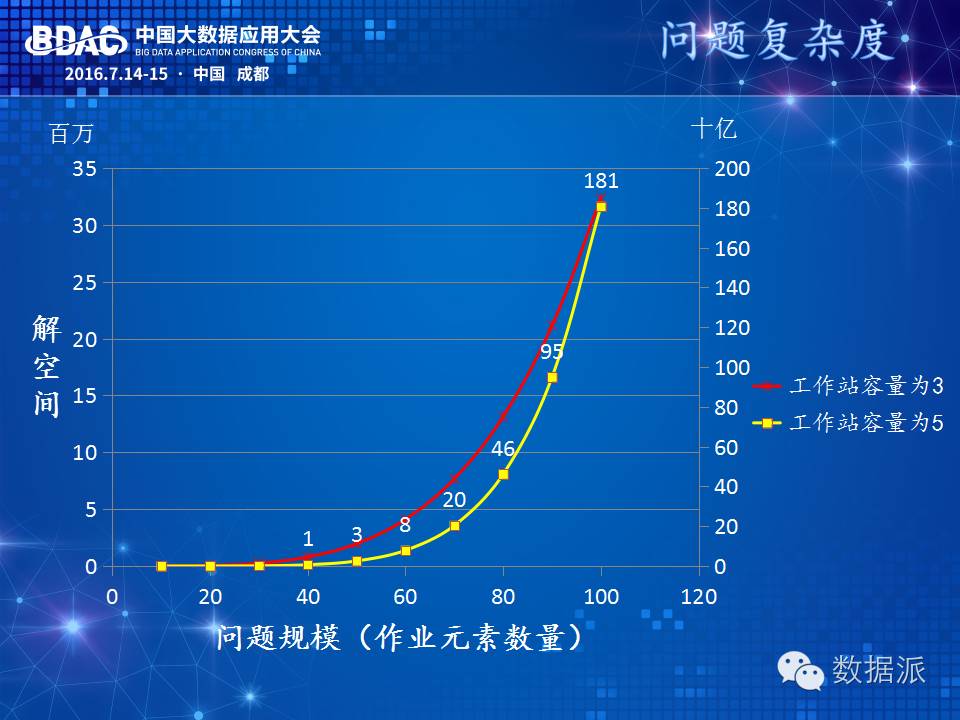
How do we integrate intelligent components? What does it mean to be intelligent manufacturing? This means establishing a mathematical model and incorporating many constraints for searching. By the time it reaches 20, it has already become very large, reaching hundreds of millions. By using the number of products being processed and performing permutations and combinations, one can see that this is quite large. The technology of artificial intelligence has actually existed for many years, and there has been no substantial breakthrough until now. Although AlphaGo has defeated the highest Go masters, there has been no substantial technical breakthrough; the shock it brings is merely due to its application breakthroughs. Now we need to optimize costs in scheduling this manufacturing process, calculating what order to use to ensure that all materials are evenly distributed across each workstation. Imagine managing such a production line; you have to handle anomalies. When exceptions occur, what emergency measures should be taken need to be calculated very quickly. This involves using artificial intelligence technology to exclude solutions that are irrelevant to achieving cost optimization within a vast search space.
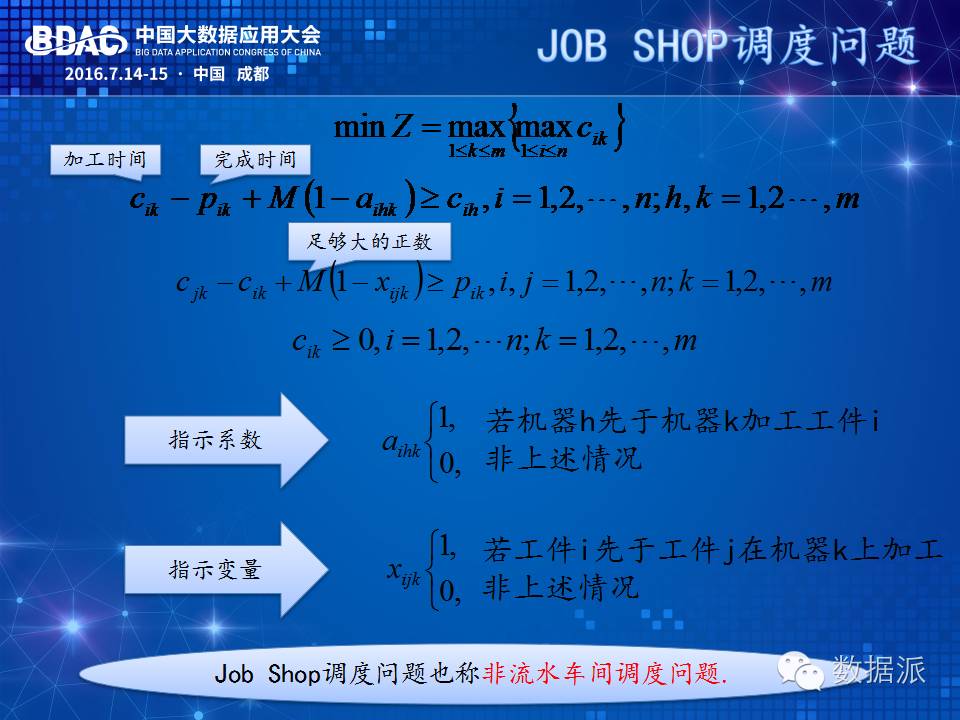
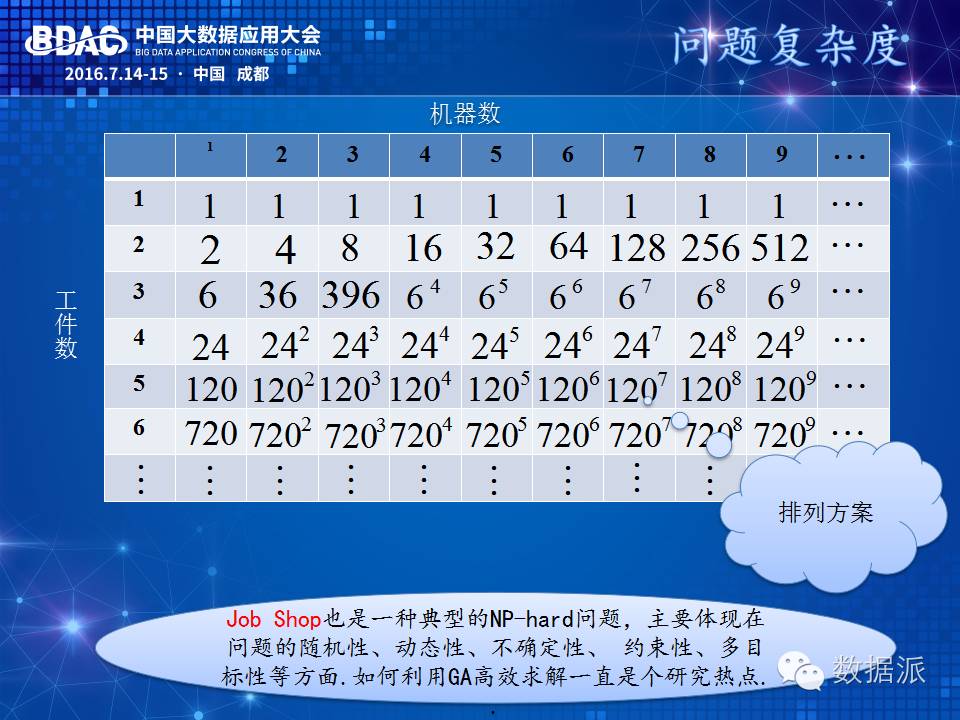
This is another type; it is unordered. The previous one was a production line that performed this search in an orderly manner. If a certain workpiece’s processing order on a certain production line is random, then this combination is turbulent. If it has N levels, the calculations become even larger. In such cases, intelligence must be added.
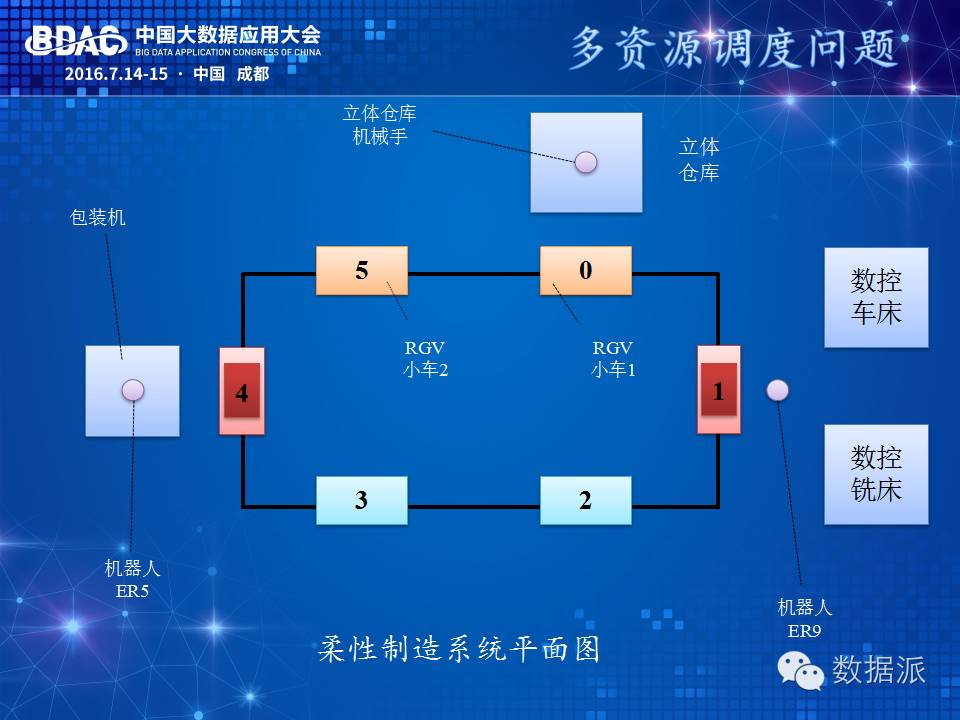 From this diagram, it not only considers the production link but also the warehouse side, transportation systems, packaging, and so on. So I think discussing these things now is somewhat ahead of its time; can you collect such a large volume of data?
From this diagram, it not only considers the production link but also the warehouse side, transportation systems, packaging, and so on. So I think discussing these things now is somewhat ahead of its time; can you collect such a large volume of data?

If every processed workpiece lacks RFID, it is difficult to track its status. Additionally, can your lathes and work states all be integrated? Do you need to implement an MIS system? Many small and medium-sized enterprises ask this question: if you sell me a set of MIS, how much can I earn, how much can you save me? After implementing an APS, it’s all very impressive, but in the end, it’s hard to say what benefits it can bring. Although Premier Li has mentioned strategies for 2025, 2030, and 2065, as business owners, they must know that their enterprises need to survive until those times, which is a very practical problem. I must answer this question for every business.
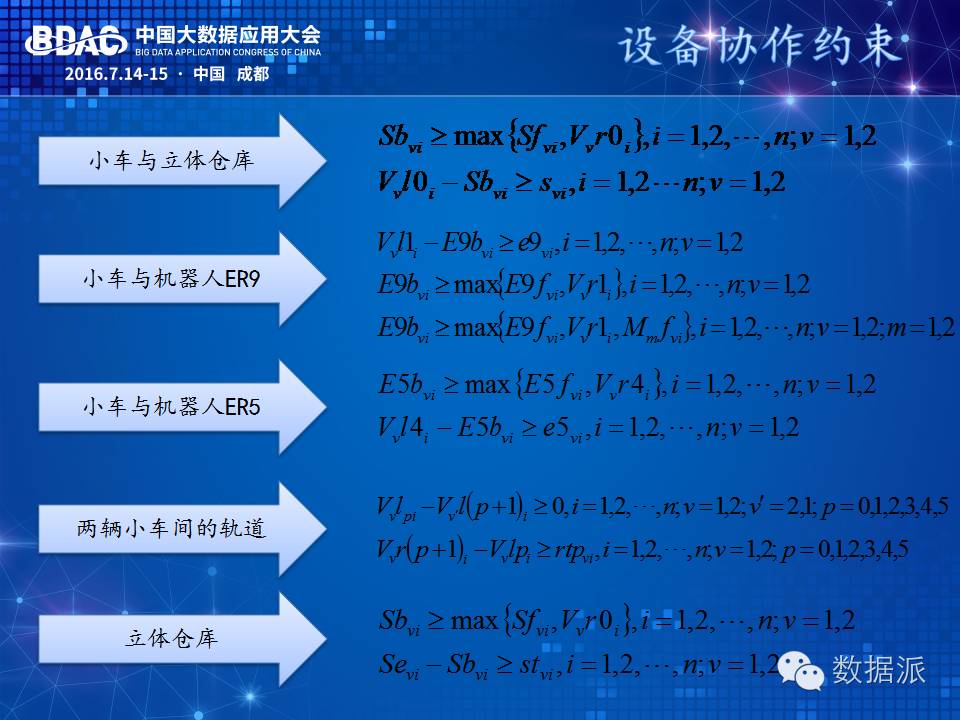
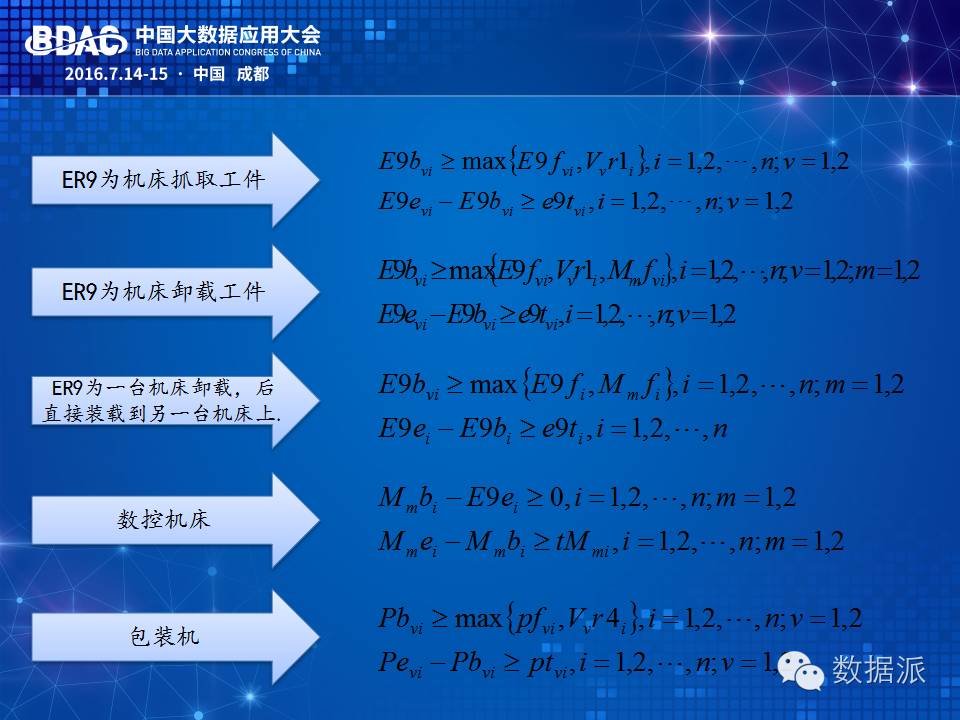
 Every business process has numerous constraints. Finding these elements under such constraints expands the search space even more. Let’s talk about process manufacturing. The flexible manufacturing mentioned earlier is to reflect the adaptability of your enterprise. When the environment, products, and processes change, you must make adjustments immediately.
Every business process has numerous constraints. Finding these elements under such constraints expands the search space even more. Let’s talk about process manufacturing. The flexible manufacturing mentioned earlier is to reflect the adaptability of your enterprise. When the environment, products, and processes change, you must make adjustments immediately.
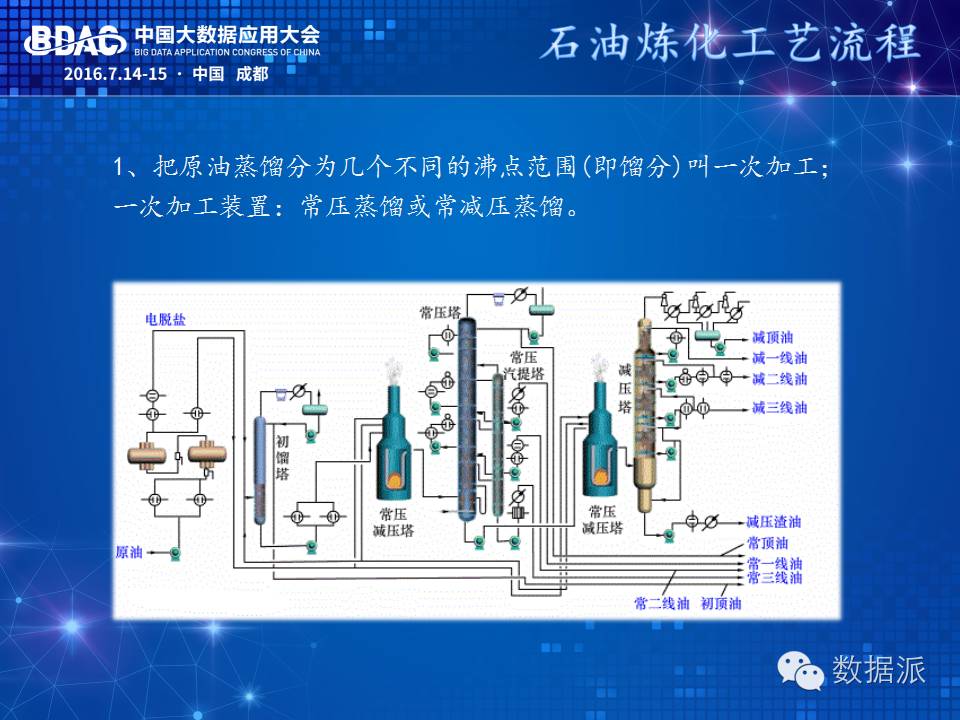 Process manufacturing is continuous manufacturing, typically seen in the oil and petrochemical supply process. It is basically divided into three stages. The first stage is called the refining stage, which is primarily a physical process that separates materials based on different temperatures.
Process manufacturing is continuous manufacturing, typically seen in the oil and petrochemical supply process. It is basically divided into three stages. The first stage is called the refining stage, which is primarily a physical process that separates materials based on different temperatures.
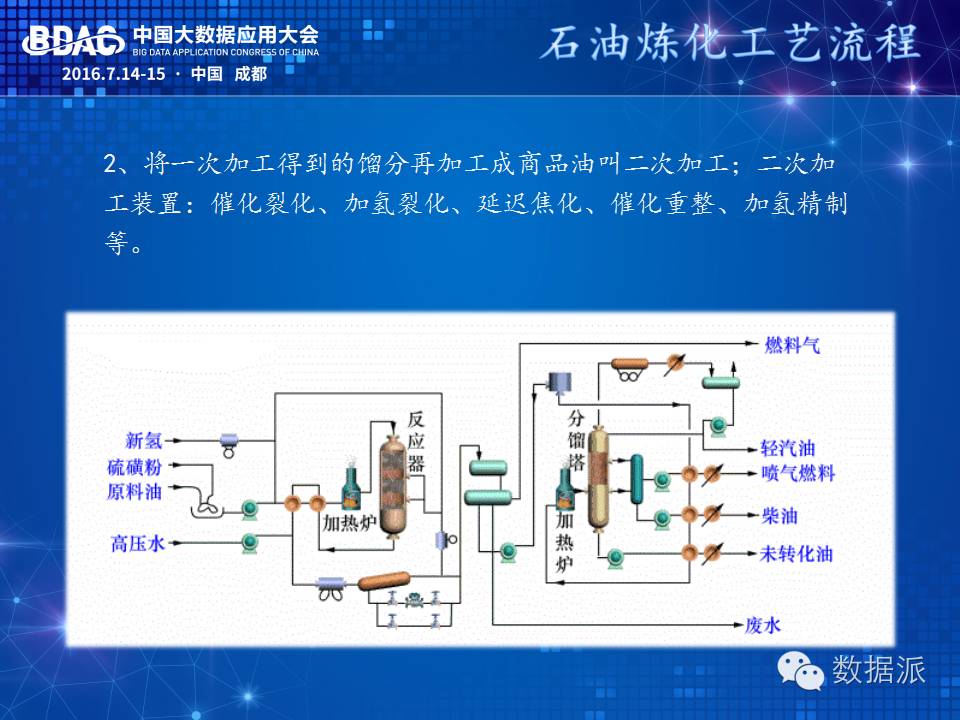
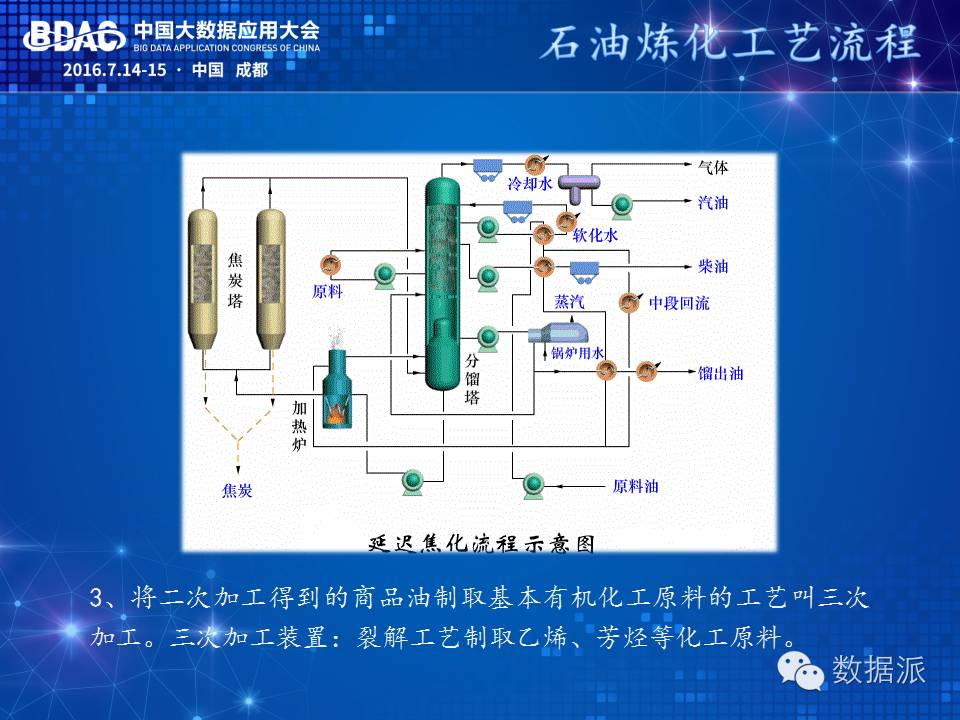
The second stage involves catalytic refining, hydrogenation, coking, and reforming, which leads to chemical changes that are quite complex. However, no matter how complex the process is, when pairing tanks next to a tower, the tank acts as a storage unit or inventory. How much material should be stored in this tank to ensure the next stage of the process flows continuously? Once these towers are started, they cannot stop. Stopping once and restarting incurs high costs. This places high demands on the mathematical models and subsequent calculations. The latter stages, known as petrochemicals, eventually converge into the chemical industry. But do we know where 80% of the crude oil produced goes? It does not reach the chemical sector; most of it, including the plastics and shells we use, belongs to chemical products, but in reality, 80% of the oil is converted into gasoline and diesel, which we use for driving in the first stage.
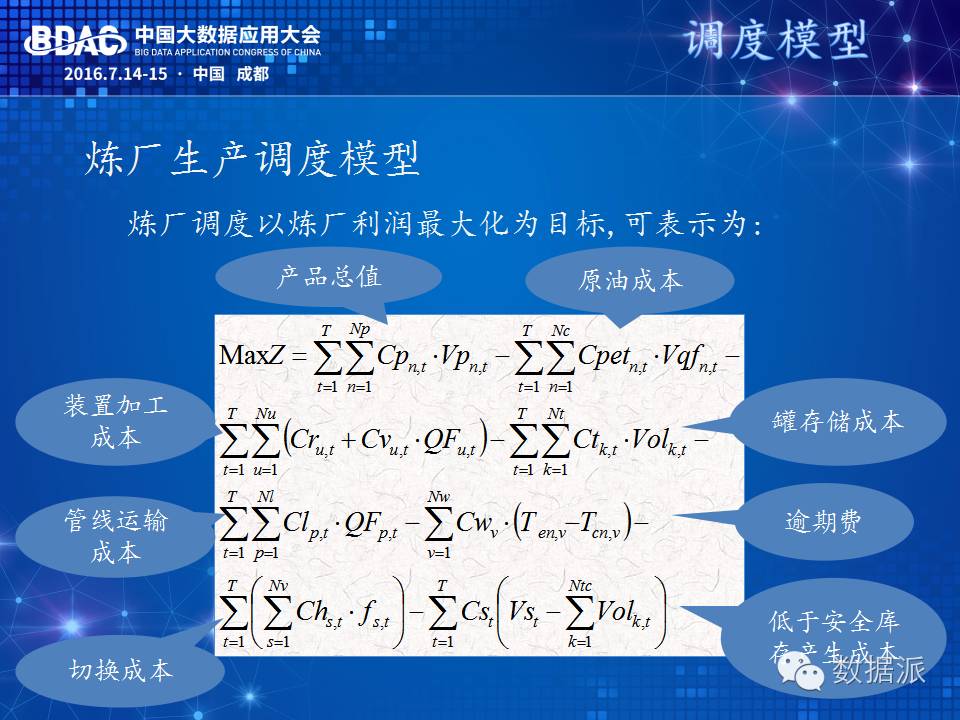

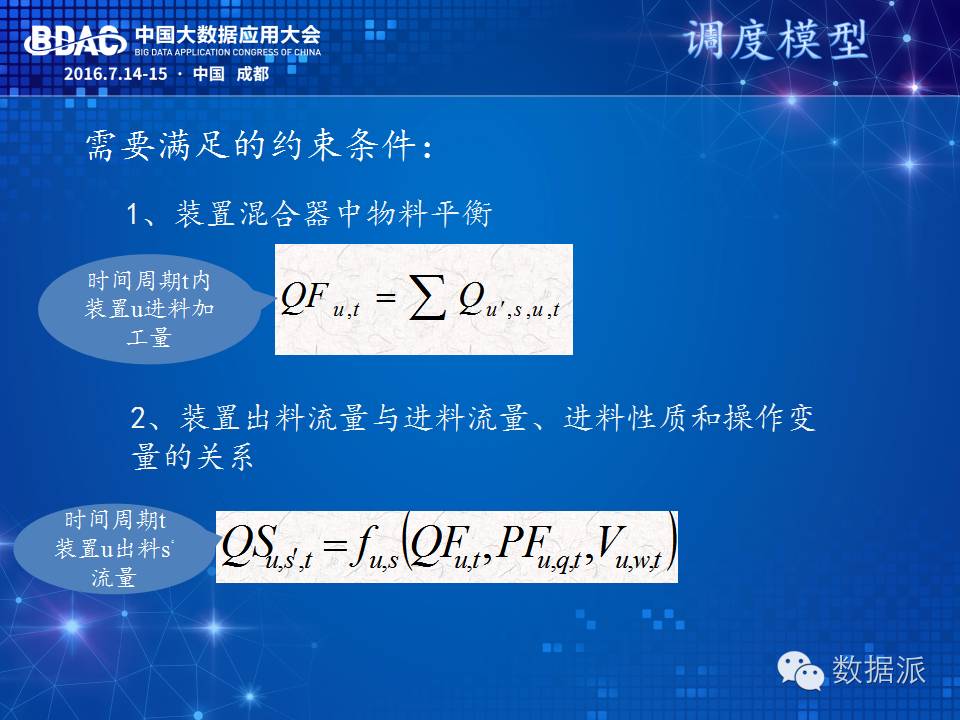
This also requires processing, and a mathematical model must be established. Every step needs to be thoroughly researched: can all models and data be collected? Are there automatic collection devices in place? Can the oil at the bottom of the tank flow out? All these must be accounted for, including how much pressure is needed and how much flow will be generated. The transportation of pipelines is also important; some pipelines are mixed flow, meaning that gasoline pushes diesel forward, and there may be a mixed oil segment that needs to be extracted. All these details need to be collected. Therefore, achieving this level requires comprehensive production management, where all these details can be seen in a global production management workshop, provided that all this data can be collected.
Last month, I researched at Qingdao Port. Qingdao Port currently has an annual throughput of 16 million containers. The port industry is also our largest market; seven of the top ten ports in the world are in China, with such a large throughput. Qingdao Port has the world’s largest single container terminal. The port industry has a unique characteristic compared to other industries: all these information software can collectively shift towards domestic software. The largest port in the world, Rotterdam Port, has an annual throughput of only 12 million containers and ranks sixth or fifth in China.
So, using the software from Rotterdam Port, why should Shanghai Port use your software? Shanghai Port has a throughput of 36 million; what convincing argument do you have for me to use your software? Therefore, the port industry has entirely shifted away from foreign software. They have also achieved fully unmanned terminals, where all cranes can send data through wireless networks, which is not a problem. However, there is one point they have not achieved: their control room still uses walkie-talkies. In this case, walkie-talkies are the most effective. I also visited their control room, where dispatchers were using walkie-talkies to command. Although there are no people at the terminal, the command and dispatch work has all been moved inside, but there still need to be many people in this room. There are 20 people for planning and 10 for dispatching, with a total of 60 people in the control room to manage the entire terminal.
This data volume is also very large. The gasoline we use now is 95 octane and diesel. In fact, PetroChina has over 100 types of fuel. If we were to go to war with the Americans in the South China Sea, would we need to conserve fuel? No, the fuel you save cannot be used by tanks. Therefore, the number of devices is 25, which multiplied becomes an astronomical figure.

Discrete manufacturing is the most complex. Usually, what we understand as manufacturing is this sector. In this regard, automobile manufacturing is typical, and heavy equipment manufacturing falls under this category. Currently, home appliances and automobile manufacturing are the highest levels of industrial automation. However, whether they can reach the level we just mentioned, managing every production detail from the control room, is still uncertain. Last time I attended a conference at Tsinghua University for the Industrial 4.0 Research Institute, I asked around, and the guests all shook their heads and sighed. I asked which of our country’s enterprises have basically reached Industrial 3.0 or 3.5, 3.6, or 3.65, and no one could confidently say that our enterprise has reached that level. No! This is the reality of our country.


Discrete manufacturing has this problem. Why is it called discrete? Because the product is too complex, requiring a list to clearly describe its structure. This is also one of its characteristics; no matter how complex a car is, its parts and assembly structure are determined from the drawing and cannot change. However, it requires a very standardized format to describe this list, which anyone familiar with ERP knows.
Assembling such a complex item will involve an order and material usage issues, as well as feeding time and processing time issues, so it is divided into two phases.
The first phase is to determine the processing order through the list, which is a very challenging calculation. The Beetle car now has many more parts than the original Beetle car, so its manufacturing complexity is certainly much higher. If there are no issues on the assembly line and it is produced in that order, merely calculating that order is quite difficult. The second phase is to produce according to that order, and various issues will arise during production, such as which workpiece is stuck or which material is insufficient, etc. What to do in case of anomalies? You need to recalculate immediately, and this must be done in milliseconds. If it takes 3 hours to recalculate, then what’s the point of calculating? For example, when we do distribution for PetroChina, it is also astronomical figures; they only give me a 2-hour time window. I need to calculate that astronomical figure within those two hours, including uploading data from various isolated systems and returning a calculation result within that timeframe. As I just mentioned about Qingdao Port, it is basically at the second-level response. When a container truck arrives at a yard, if it encounters a forklift working on the way, who has to yield? The forklift or the container truck? You must give an instruction three seconds in advance to avoid a collision. Scheduling on the production line must even be at the millisecond level and cannot be slow.
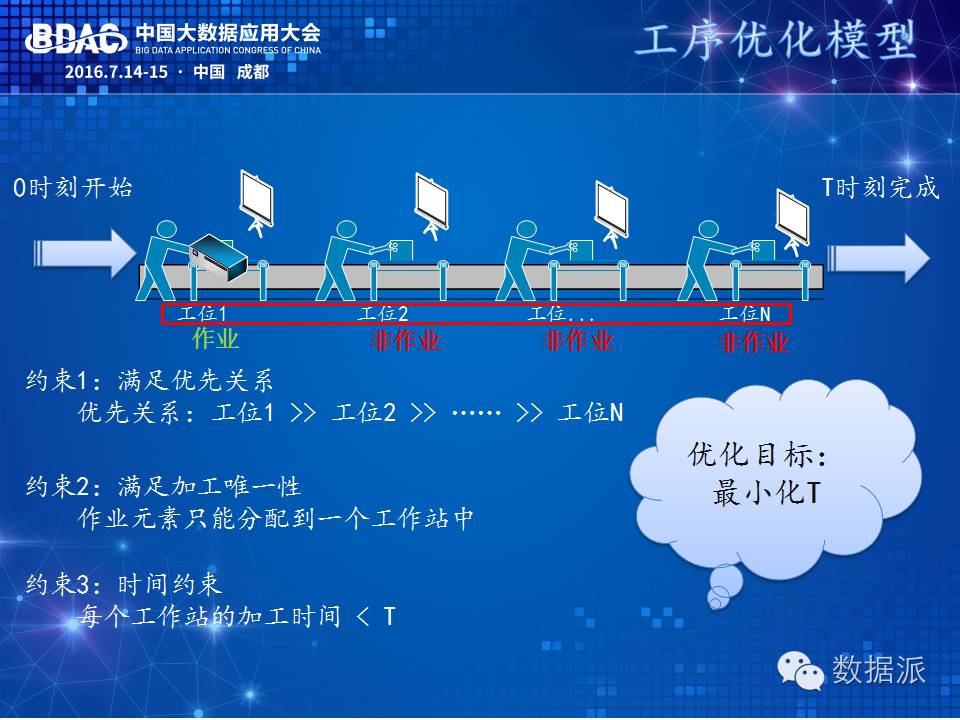
In discrete manufacturing, it is also essential to clarify each processing order and its routing relationships, which can be calculated through the list. Regarding the optimization objectives, my topic today is about cost control and timely scheduling. In fact, there are several factors for optimization goals. First, time is a relatively important factor, and cost is another. Sometimes, you cannot consider cost alone. Achieving cost optimization may delay time, but if time is prioritized, costs may increase. Another critical issue on the production line is balance, meaning that within the entire workshop, materials must be kept flowing smoothly without any blockages. This is quite simple; when we all leave a room, we cannot get stuck at the door. This is the essence. Therefore, this calculation is sometimes multi-objective, expanding the search space even further.
 In this diagram, the amount of calculation quickly reaches the hundreds of millions, so we are now facing all calculation schemes. All customer requests do not fall below hundreds of millions. The mathematical models I mentioned have actually been studied for a long time. Various universities and research institutions have studied this area. The theories of operations research actually emerged during World War II. Why are we only considering using these things now? It’s because of insufficient computing power; slightly larger calculations were not feasible. Additionally, some algorithms previously did not suit large-scale calculations. However, recently, intelligent algorithms have inherent parallel computing features, making these topics very popular now.
In this diagram, the amount of calculation quickly reaches the hundreds of millions, so we are now facing all calculation schemes. All customer requests do not fall below hundreds of millions. The mathematical models I mentioned have actually been studied for a long time. Various universities and research institutions have studied this area. The theories of operations research actually emerged during World War II. Why are we only considering using these things now? It’s because of insufficient computing power; slightly larger calculations were not feasible. Additionally, some algorithms previously did not suit large-scale calculations. However, recently, intelligent algorithms have inherent parallel computing features, making these topics very popular now.
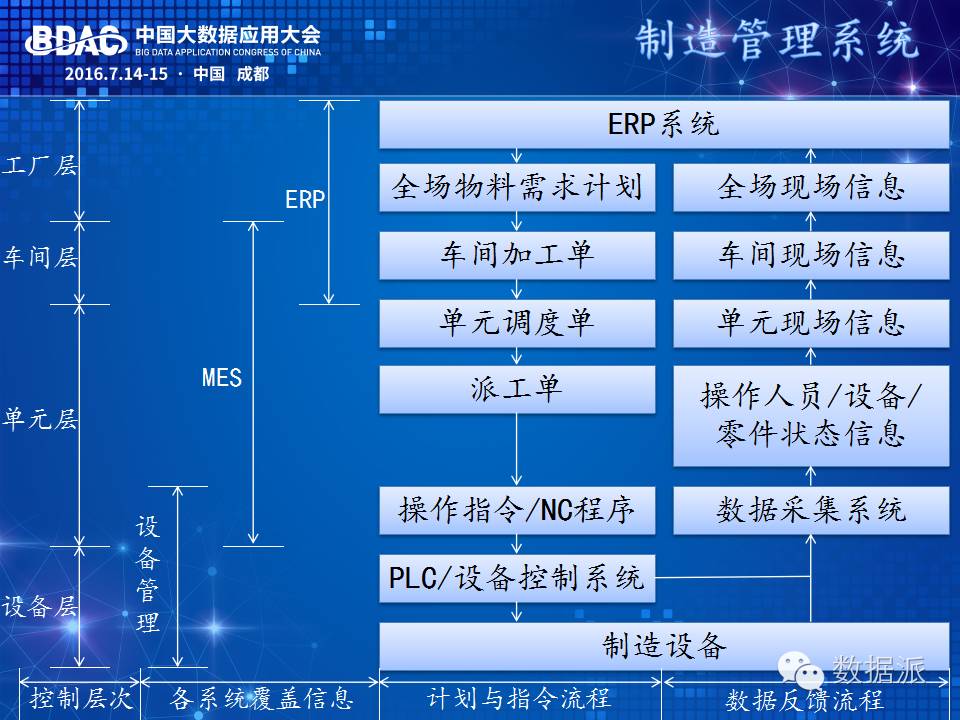 This brings us to another issue. Let’s look at this from top to bottom. This involves processes in the factory, dividing the production into layers: factory layer, workshop layer, unit layer, equipment layer, and then the ERP system. This is an old issue. The China Coal Group spent 500 million on ERP, and PetroChina spent 10 billion on ERP. Has anyone ever asked when this 10 billion will be recovered? No one has asked.
This brings us to another issue. Let’s look at this from top to bottom. This involves processes in the factory, dividing the production into layers: factory layer, workshop layer, unit layer, equipment layer, and then the ERP system. This is an old issue. The China Coal Group spent 500 million on ERP, and PetroChina spent 10 billion on ERP. Has anyone ever asked when this 10 billion will be recovered? No one has asked.
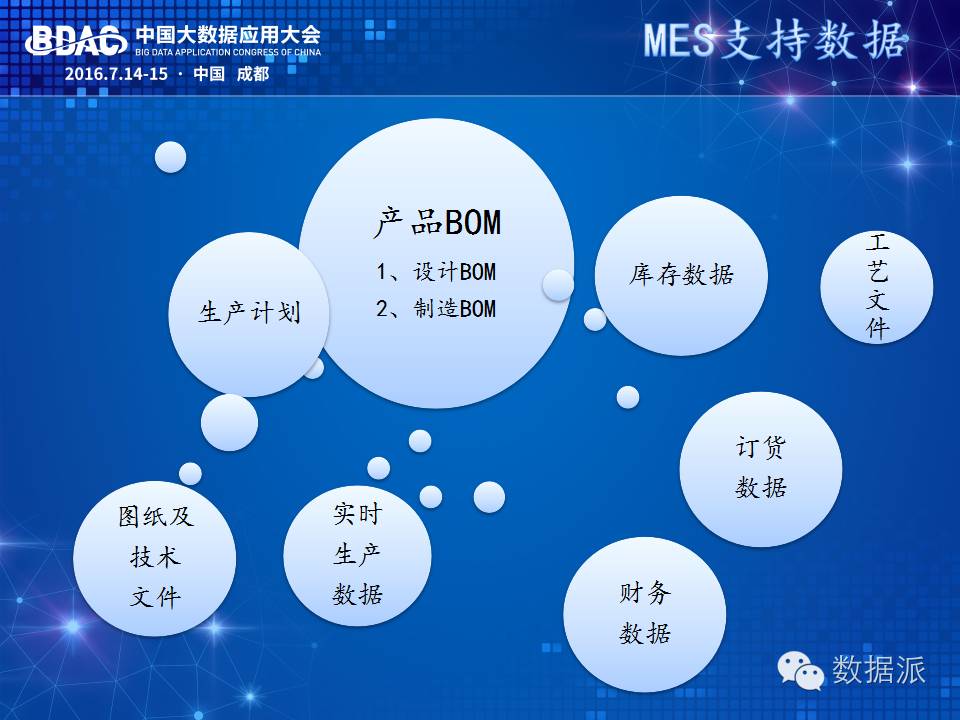
Then, when you implement an MES, the data collected by MES and ERP actually overlaps. The equipment management layer also needs to collect many operational management instructions; this also overlaps. We need to do one thing here; this is not present, and it should be at a lower level. Only when all this data is available can you perform calculations; otherwise, the calculations are meaningless. Here, I might add a comment: what about small and medium-sized enterprises? Can they afford these systems? ERP, MES, and other management systems are beyond their budget. What should they do? There are indeed ways.
I believe that large enterprises have their approaches, and small enterprises have theirs. You can implement a system; as long as the required data for your mathematical model can be collected in some form, that’s enough. In this case, if you create an optimization system for 500,000, saving 100,000 each year is acceptable for any small or medium-sized enterprise owner. They can first optimize this area and then discuss others. For example, our flexible manufacturing system also includes this: if you cannot create a flexible manufacturing factory, you can create a flexible manufacturing system. If you cannot create a system, you can build a flexible production line. If you say that the production line system is still too expensive, I can create a flexible manufacturing unit, which is quite small, just two or three machines plus a control system, and it can be set up. If this factory has 100 machines, pairing them two by two can save even 1% of costs. Therefore, the 2025 strategy for intelligent manufacturing cannot leave small and medium enterprises behind.
 Let’s briefly discuss power scheduling, which is also very complex. What I am talking about is grid scheduling, and the main issue is what?
Let’s briefly discuss power scheduling, which is also very complex. What I am talking about is grid scheduling, and the main issue is what?
 This is something we all learned in middle school: grid scheduling transmits electricity from the west to the east. However, if 100 watts are sent from the west, only 80 watts may remain when it reaches the east. What happened to the remaining 20 watts? Therefore, it divides into active power and reactive power.
This is something we all learned in middle school: grid scheduling transmits electricity from the west to the east. However, if 100 watts are sent from the west, only 80 watts may remain when it reaches the east. What happened to the remaining 20 watts? Therefore, it divides into active power and reactive power.
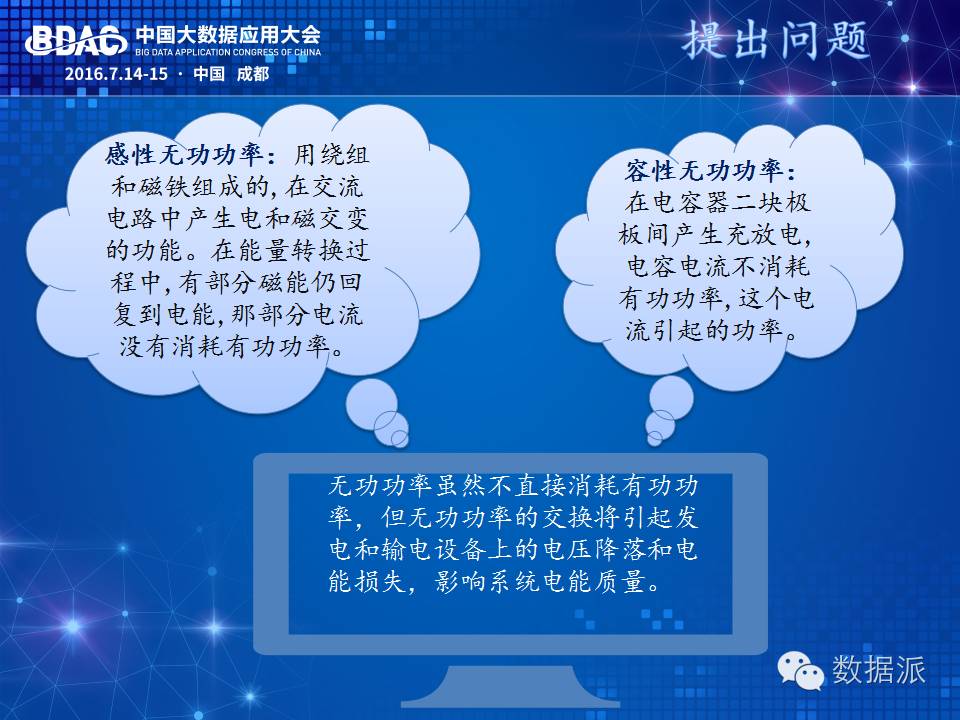
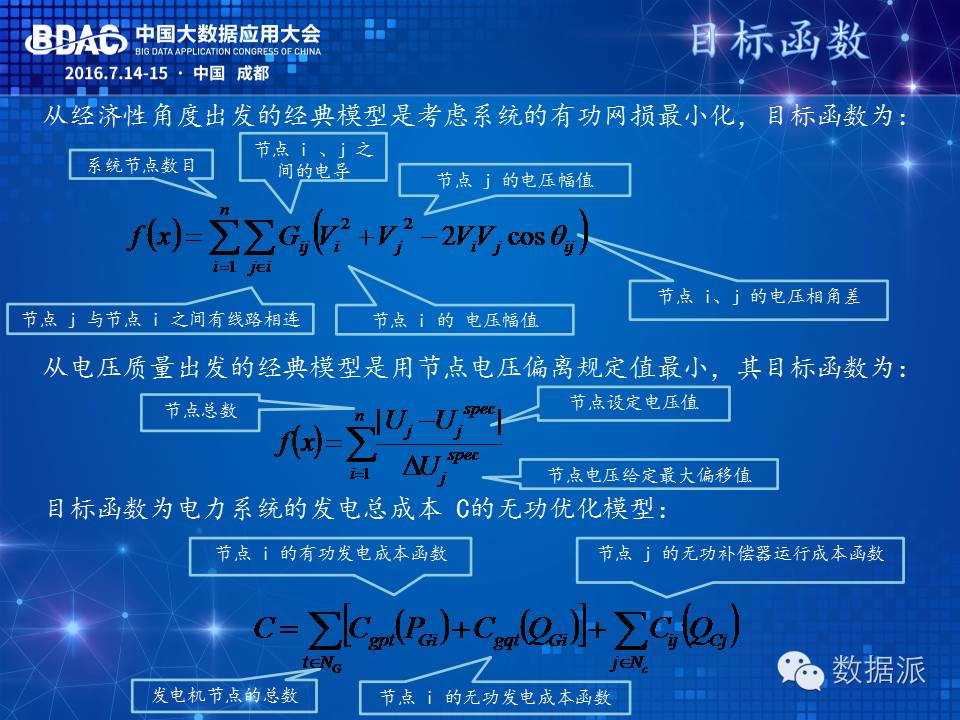
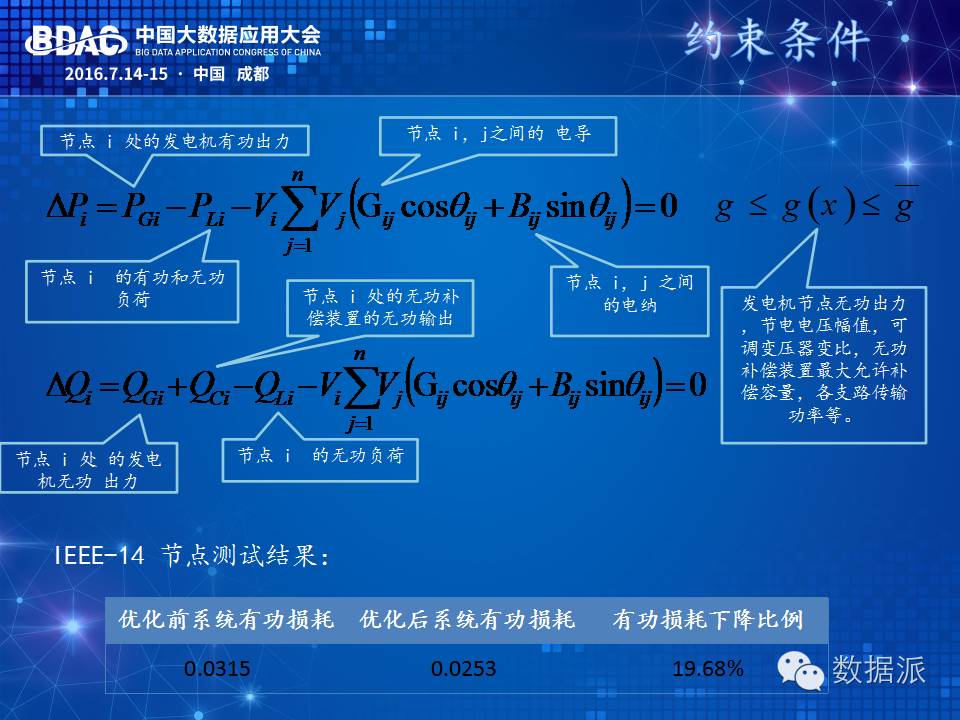
Reactive power is not ineffective power; within that 20 watts, there may also be losses. If 5 watts are lost, there are still 15 watts called reactive power. We all know that long-distance transmission of electricity requires high voltage, as high voltage incurs less loss. Both boosting and stepping down require coils. As long as there is boosting or stepping down, coils will create phase differences, and any phase difference will generate reactive power. When transformers generate voltage, they also consume power; this is called reactive power. Due to phase differences and changes caused by coils, the flow of the electrical network will have various combinations, which also leads to an astronomical amount of calculations. Therefore, power scheduling is also a very complex mathematical model, and this mathematical model is nonlinear, containing many square roots and integrals, resulting in a very large calculation volume, making the entire process quite complex.
 Finally, to accomplish this task, for a large enterprise or a system, first, you need a mathematical model, which is closest to the business. I didn’t know which expert mentioned this, but we also sought cooperation with BAT because big data, the term, originated from them. However, BAT deals with commercial big data, so the meaning of big data has become very broad. Commercial big data, what can BAT do with my enterprise? For example, if you let them see how big data is done in the State Grid, they cannot do it because there are various requirements within the enterprise. BAT is focused on designing algorithms that can be applied to over a billion users, so they may not be able to handle it either.
Finally, to accomplish this task, for a large enterprise or a system, first, you need a mathematical model, which is closest to the business. I didn’t know which expert mentioned this, but we also sought cooperation with BAT because big data, the term, originated from them. However, BAT deals with commercial big data, so the meaning of big data has become very broad. Commercial big data, what can BAT do with my enterprise? For example, if you let them see how big data is done in the State Grid, they cannot do it because there are various requirements within the enterprise. BAT is focused on designing algorithms that can be applied to over a billion users, so they may not be able to handle it either.
Another very realistic issue is that the people who initially built the system for a certain group are no longer there, although they are still alive but have left the company for other jobs. Therefore, the entire underlying architecture is oriented towards C-end, not B-end, which poses risks. They have made many attempts, and various enterprises have built various platforms, but in the end, they revert to a 2C style.
Therefore, Alibaba’s business model cannot support it, and its technical system is also difficult to support. If you want Alibaba to change all these business systems to serve various industrial enterprises, the cost investment would be enormous, which does not align with its strategic planning. A few days ago, Alibaba’s president Ma Yun visited PetroChina, and the officials at all levels were in awe of him. However, in reality, what Ma Yun was interested in was only the gas station business. Why? Because gas stations have fuel cards, which are what he wants; as for how much cost savings the refinery can bring me, he is not interested.
Regarding mathematical modeling, where are the business experts? The people who need to do this do not have business knowledge, and only those who need to do this have business knowledge. This is a very harsh reality. Never tell me that your company has this business expert or that business expert. They are all in your company; where can I find them? For example, when we researched at Qingdao Port, the entire program was completed in three days. After three days of research, I confirmed it in two days. After the research, I can tell you that I can be more of an expert than their experts. Why? Because, as another expert mentioned, we are actually using intelligent systems to replace and impact existing systems. When your system no longer works, I become the expert of your enterprise, understand?
Another point is algorithms. Algorithms sound abstract and profound to those who lack confidence, while university teachers often look down on those working on algorithms. This is the problem we have in our country. There are many paths to take with algorithms; the key is to choose which one best solves the problem. It has a scientific research nature but is not purely scientific research; it still requires an engineering approach that you can control. If your algorithm is not fast enough, meaning you cannot calculate within an hour or two, then don’t expect to achieve millisecond-level response times. If you want to achieve millisecond-level responses, that requires very advanced algorithms known as local perturbations, and achieving second-level or millisecond-level responses requires deep mathematical theories to solve problems.
This manuscript and PPT were authorized by Zhu Yu, CTO of Youyi Data, and published jointly by Big Data Digest (bigdatadigest) and DataPi (datapi). The shorthand content has been edited.
