With the rise of industrial intelligent manufacturing, Programmable Logic Controllers (PLCs) have become the core devices in industrial automation systems, widely used in various production equipment and processes. By connecting sensors, actuators, and other devices, PLCs can monitor and control industrial processes in real-time, ensuring the safe operation of equipment and production efficiency. However, traditional PLC control methods often only allow for short-term data monitoring and analysis, and most brand PLCs cannot store data, only enabling real-time analysis, which limits the scope and efficiency of data acquisition.As the need for energy saving, cost reduction, and efficiency improvement has emerged, there is also a need to collect and analyze operational data. As the core device in industrial automation systems, PLCs are responsible for controlling and monitoring various industrial processes. By remotely controlling PLCs, various parameters and status information of industrial equipment and production lines can be obtained in real-time, including temperature, pressure, flow, current, and other indicators. This real-time and historical data is crucial for real-time monitoring, fault diagnosis, and production scheduling.The evolution of data acquisition and analysis in the industrial automation industry has a long history. Let us take the measurement of signal duration as an example to explore the development history of industrial data acquisition.
1. The 1970s
In 1969, Digital Equipment Corporation (DEC) in the United States developed the world’s first programmable logic controller, which was applied on the production line of General Motors. It was called a Programmable Logic Controller (PLC) and was designed to replace relays to perform logical judgments, timing, counting, and other sequential control functions. Shortly thereafter, MODICON in the United States developed a controller of the same name, and in 1971, Japan imported this new technology from the United States and quickly developed Japan’s first programmable controller. By 1973, Western European countries also developed their first programmable controllers.
In 1969, the first PDP-14 was developed in the United States.
 In 1971, Japan developed the first DCS-8.In 1973, Germany developed the first PLC.
In 1971, Japan developed the first DCS-8.In 1973, Germany developed the first PLC.
In 1974, China developed its first PLC.
I remember when I first started working, computers were still rare, software was even scarcer, and there were no good means for duration measurement. We had to watch the signal while looking at a watch (industrial control personnel rarely had the kind of stopwatch that physical education teachers often wear around their necks). When accurate measurement was needed, it was a highly tense situation, and my eyes would feel very sore. At times, I even had to count my own pulse to estimate the time.
2. The 1990s
PLCs developed various types of products based on the number of I/O points, including small, medium, and large types. Among the major brands, Siemens, Schneider, Rockwell (A-B), OMRON, Mitsubishi, and GE are the absolute industry giants. Among them, Rockwell, Schneider, and Siemens have long dominated the large PLC market in China, with Siemens holding half of the medium PLC market.Siemens, represented by the S7-300/400, has programming software that has evolved into graphical STEP7, which continues to this day. Unfortunately, it has never had the capability for long-term waveform recording. Although contemporaneous with Siemens S7-300/400, the AC450 (ABB’s controller) programming software (Application Builder) integrated both offline (Function Chart Builder) and online (On-line Builder) functionalities. The online window, although a text window (all operations are command-line), could actually draw curves in the text window using the GETAB command (showing how competitive ABB was at that time), allowing for the observation of signal changes and trends. However, like STEP7, measuring signal duration remained challenging.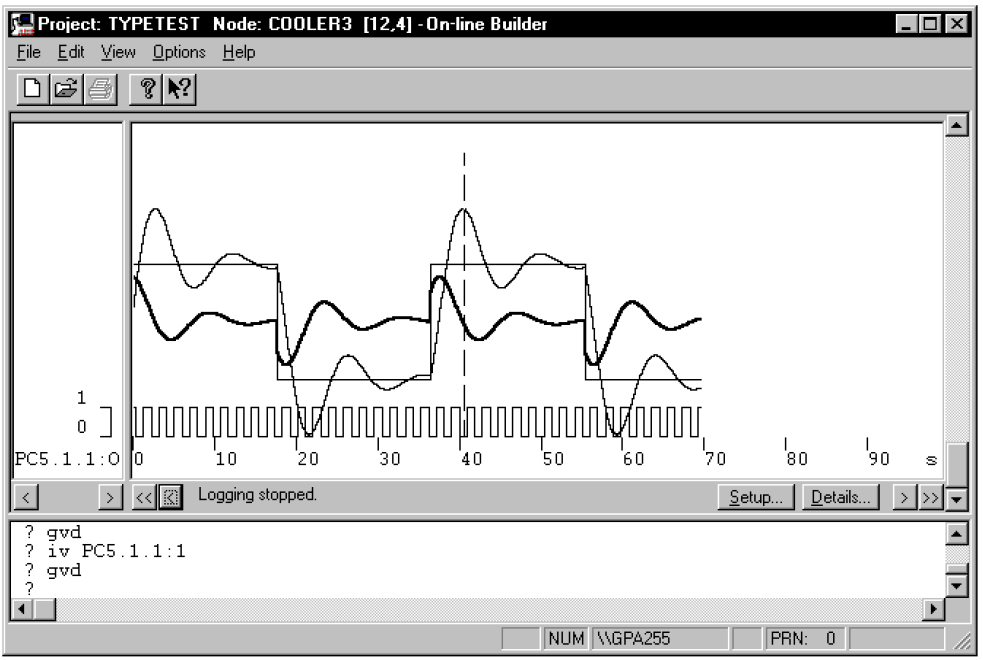 With the development of information technology, the manufacturing industry has increasingly valued data, while PLC manufacturers have shown little interest in data acquisition. This has provided opportunities for third-party data acquisition software, typical examples being iba PDA and PLC-ANALYZER. By communicating with PLCs, they can continuously record various data from PLCs and present it graphically (see below). Using these software, complex temporal analysis, quantitative analysis, statistical analysis, and of course, duration measurement can be easily performed, with precision down to milliseconds. Some automation personnel have recognized the importance of such software and gradually promoted it among their colleagues, significantly improving fault diagnosis efficiency. At the same time, process personnel also utilize this data for process analysis, aiding in process improvement. However, due to the high cost of such industrial software, ranging from tens of thousands to over a hundred thousand (even more when paired with computer hardware), it is considered “high-end” and typically only found in large enterprises, making it difficult for engineers in small and medium-sized enterprises to access.Below is a PLC-ANALYZER interface example:
With the development of information technology, the manufacturing industry has increasingly valued data, while PLC manufacturers have shown little interest in data acquisition. This has provided opportunities for third-party data acquisition software, typical examples being iba PDA and PLC-ANALYZER. By communicating with PLCs, they can continuously record various data from PLCs and present it graphically (see below). Using these software, complex temporal analysis, quantitative analysis, statistical analysis, and of course, duration measurement can be easily performed, with precision down to milliseconds. Some automation personnel have recognized the importance of such software and gradually promoted it among their colleagues, significantly improving fault diagnosis efficiency. At the same time, process personnel also utilize this data for process analysis, aiding in process improvement. However, due to the high cost of such industrial software, ranging from tens of thousands to over a hundred thousand (even more when paired with computer hardware), it is considered “high-end” and typically only found in large enterprises, making it difficult for engineers in small and medium-sized enterprises to access.Below is a PLC-ANALYZER interface example: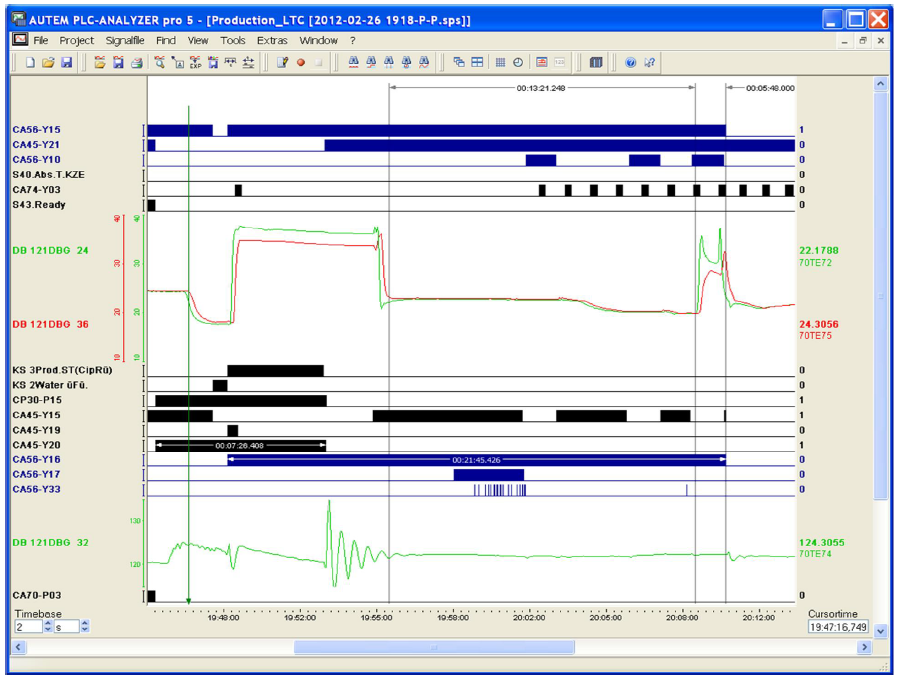 At the same time, recording devices (an upgraded product of oscilloscopes) also emerged. Compared to software, recording devices have powerful performance, with sampling speeds reaching microsecond and nanosecond levels. The key advantage is their storage capability, allowing for playback, curve printing, and even importing to a computer for simple viewing, naturally enabling the measurement of signal lengths. However, these devices also have drawbacks:1) Limited channel count (32 channels are considered a very advanced configuration);2) They can only measure raw signals through hardware, requiring careful wiring and manual unit conversion;3) They are very heavy; I once injured my wrist while moving one.The aforementioned software mostly comes from Europe and the United States, while this type of hardware device mainly comes from Japan, representing different development schools from different countries and regions. Similarly, the price of recording devices is generally no less than one hundred thousand, and a factory typically only equips 1-2 units for simulating equipment fault diagnosis.
At the same time, recording devices (an upgraded product of oscilloscopes) also emerged. Compared to software, recording devices have powerful performance, with sampling speeds reaching microsecond and nanosecond levels. The key advantage is their storage capability, allowing for playback, curve printing, and even importing to a computer for simple viewing, naturally enabling the measurement of signal lengths. However, these devices also have drawbacks:1) Limited channel count (32 channels are considered a very advanced configuration);2) They can only measure raw signals through hardware, requiring careful wiring and manual unit conversion;3) They are very heavy; I once injured my wrist while moving one.The aforementioned software mostly comes from Europe and the United States, while this type of hardware device mainly comes from Japan, representing different development schools from different countries and regions. Similarly, the price of recording devices is generally no less than one hundred thousand, and a factory typically only equips 1-2 units for simulating equipment fault diagnosis.
3. The Last Two Decades of the 21st Century
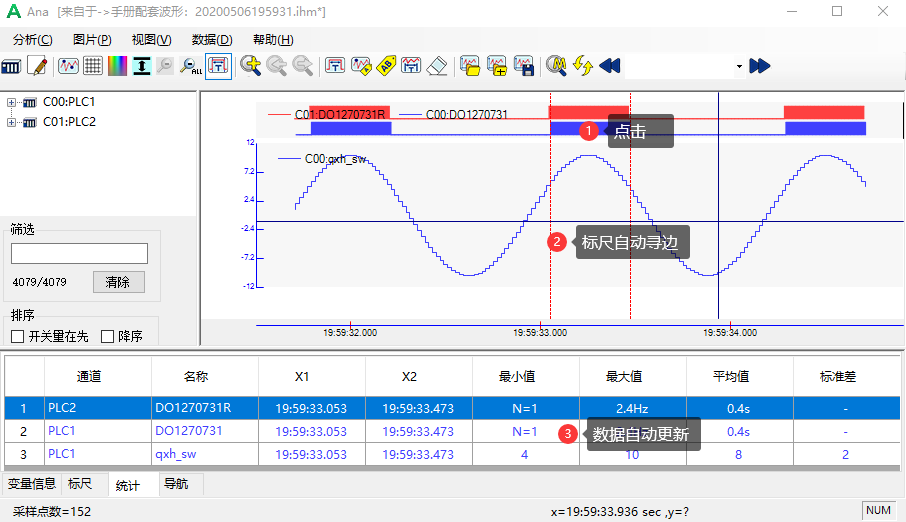
With the increasing emphasis on industrial data, some large domestic automation-related units have developed rapid process data recording systems in recent years, such as the CSPDA system from China Metallurgical Group, the FDAA system from Baosight Software, and the PDA from Tianjin Electric Science Research Institute. These systems are also quite expensive and are only used in large equipment and important occasions, rarely known to ordinary automation engineers.The PLC-Recorder software has realized the main functions of PLC-ANALYZER and iba PDA software and has developed many unique features (the software has also obtained national software copyright).In terms of PLC signal duration measurement and data analysis, it provides various convenient and powerful functions:
1) Quick Annotation:Click on the concerned pulse interval to immediately identifythe duration:

2) Quick Ruler: Clicking on any area of a digital signal will automatically position the ruler to the left and right edges of that variable’s state, and all statistical or annotated data for all variables in the table will change accordingly:
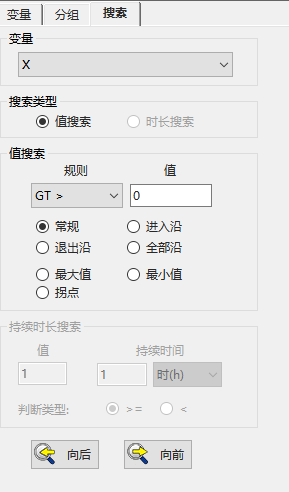
3) Edge Search and Duration Search: Quickly find pulse edges or pulses that meet specific time lengths and locate them:
4. Conclusion
The PLC-Recorder can conveniently measure PLC signal duration and other analysis functions, and compared to foreign software, its price is relatively affordable. Moreover, the trial version has powerful features and allows for long-term use.I hope that more domestic software like this will emerge, allowing us industrial control personnel to afford these advanced tools, enhancing our work efficiency and technical level. PLC-Recorder Software Tutorial: Real-time Forwarding Function (Taking Weichuang HMI through Modbus TCP as an example)Using PLC-Recorder to Achieve Cross-Brand CommunicationCommon Communication Line Knowledge in Industrial Automation, Do You Know the Wiring/Communication Distance?Can You Communicate Siemens PLC with Yaskawa Robots via Modbus TCP?
PLC-Recorder Software Tutorial: Real-time Forwarding Function (Taking Weichuang HMI through Modbus TCP as an example)Using PLC-Recorder to Achieve Cross-Brand CommunicationCommon Communication Line Knowledge in Industrial Automation, Do You Know the Wiring/Communication Distance?Can You Communicate Siemens PLC with Yaskawa Robots via Modbus TCP?
Using PLC-Recorder to Achieve Cross-Brand Communication
Attention Industrial Control Personnel: Recent Windows 11 system updates may cause your Siemens software to become unusable. Have you been affected?
Exclusive Online Release!!! Huichuan EVO523 PLC Achieves Communication with Siemens S7-1500 PLC Based on the iFA Evolution Platform
How to Simulate the iFA Evolution Software Platform EVO Series PLC and IT Series HMI Without Physical Objects?How to Add Variables and Configure Functions in the Oscilloscope of the Huichuan EVO Series PLC on the iFA Evolution Software Platform?How to Establish Communication Connections and Debug EOE Configuration Steps Between PLC and Servo Drives on the iFA Evolution Software Platform?How to Add Basic Oscilloscope on the iFA Evolution Software Platform for Huichuan EVO Series PLC?How to Add Task Oscilloscope on the iFA Evolution Software Platform for Huichuan EVO Series PLC?How to Backup and Restore Projects in iFA Evolution Software?Why Does the iFA Evolution Software Automatically Switch to Offline After Monitoring PLC for a Period?Comparison of Offline/Online PLC Engineering Projects on the Huichuan iFA Evolution Software Platform.Comparison of Offline/Online PLC Engineering Projects on the Huichuan iFA Evolution Software Platform.How to Mount Modbus Slave on Modbus TCP Master in Huichuan EVO Series PLC on the iFA Evolution Software Platform?How to Add Modbus Slave Devices on the Huichuan EVO Series PLC on the iFA Evolution Software Platform?How to Add Modbus TCP Master Devices on the Huichuan EVO Series PLC on the iFA Evolution Software Platform?How to Communicate Huichuan PLC H5U with Easy523 via MODBUS-RTU (485)?Is Communication Difficult? A Step-by-Step Guide to Quickly Achieve Communication Between PLCs – Siemens S7-1200 and S7-200 SMART.Is Communication Difficult? A Step-by-Step Guide to Quickly Achieve Communication Between PLCs – Keyence Edition (Part 1).Is Communication Difficult? A Step-by-Step Guide to Quickly Achieve Communication Between PLCs – Keyence Edition (Part 2).Is Communication Difficult? A Step-by-Step Guide to Quickly Achieve Communication Between PLCs – Keyence Edition (Part 3) (KV7500-KV8000).Is Communication Difficult? A Step-by-Step Guide to Quickly Achieve Communication Between PLCs – Communication Between Siemens S7-200 SMART.Common Communication Line Knowledge in Industrial Automation, Do You Know the Wiring/Communication Distance?