 Currently, logistics within factories are primarily achieved through forklifts, conveyor belts, automated guided vehicles (AGVs), and manual labor. Among these, conveyor belts are the most commonly used method for material handling, allowing for continuous and efficient transport of materials.A conveyor belt refers to a transport device that uses a motor to drive a belt or other traction device, relying on static friction to move items forward, such as general conveyor belts, escalators, and cable cars. These types of conveyor belts indirectly drive the required transported items to move at a constant speed in a straight line, with the traction device remaining relatively stationary with respect to the transported items throughout the process.Efficient production logistics management can rationally control the supply of raw materials, balance equipment loads, alleviate the contradictions between supply and consumption, and integrate fragmented process data into information systems to provide a basis for decision-making, maximizing economic benefits. Smart conveyor belts can control the motion posture of materials on the conveyor belt, greatly increasing the flexibility of the conveyor belt and enabling many functions that traditional conveyor belts cannot achieve.Smart conveyor belts break through the traditional method of material transport using a conveyor belt for overall traction, adopting a distributed modular drive system. By synchronizing multiple drive modules, they control the movement of materials along any trajectory on the smart conveyor belt to meet the needs for material handling, sorting, and organizing during the production process, reducing or even eliminating reliance on personnel. Interact Analysis research indicates that the global smart conveyor technology market sales exceeded $400 million (approximately 2.8 billion RMB) in 2022, with sales expected to surpass 3 billion RMB in 2023. As traditional conveyor systems are replaced, the adoption rate of smart conveyor technology in new industries and applications continues to rise, with growth prospects far exceeding the overall expectations for the global machinery manufacturing industry.
Currently, logistics within factories are primarily achieved through forklifts, conveyor belts, automated guided vehicles (AGVs), and manual labor. Among these, conveyor belts are the most commonly used method for material handling, allowing for continuous and efficient transport of materials.A conveyor belt refers to a transport device that uses a motor to drive a belt or other traction device, relying on static friction to move items forward, such as general conveyor belts, escalators, and cable cars. These types of conveyor belts indirectly drive the required transported items to move at a constant speed in a straight line, with the traction device remaining relatively stationary with respect to the transported items throughout the process.Efficient production logistics management can rationally control the supply of raw materials, balance equipment loads, alleviate the contradictions between supply and consumption, and integrate fragmented process data into information systems to provide a basis for decision-making, maximizing economic benefits. Smart conveyor belts can control the motion posture of materials on the conveyor belt, greatly increasing the flexibility of the conveyor belt and enabling many functions that traditional conveyor belts cannot achieve.Smart conveyor belts break through the traditional method of material transport using a conveyor belt for overall traction, adopting a distributed modular drive system. By synchronizing multiple drive modules, they control the movement of materials along any trajectory on the smart conveyor belt to meet the needs for material handling, sorting, and organizing during the production process, reducing or even eliminating reliance on personnel. Interact Analysis research indicates that the global smart conveyor technology market sales exceeded $400 million (approximately 2.8 billion RMB) in 2022, with sales expected to surpass 3 billion RMB in 2023. As traditional conveyor systems are replaced, the adoption rate of smart conveyor technology in new industries and applications continues to rise, with growth prospects far exceeding the overall expectations for the global machinery manufacturing industry.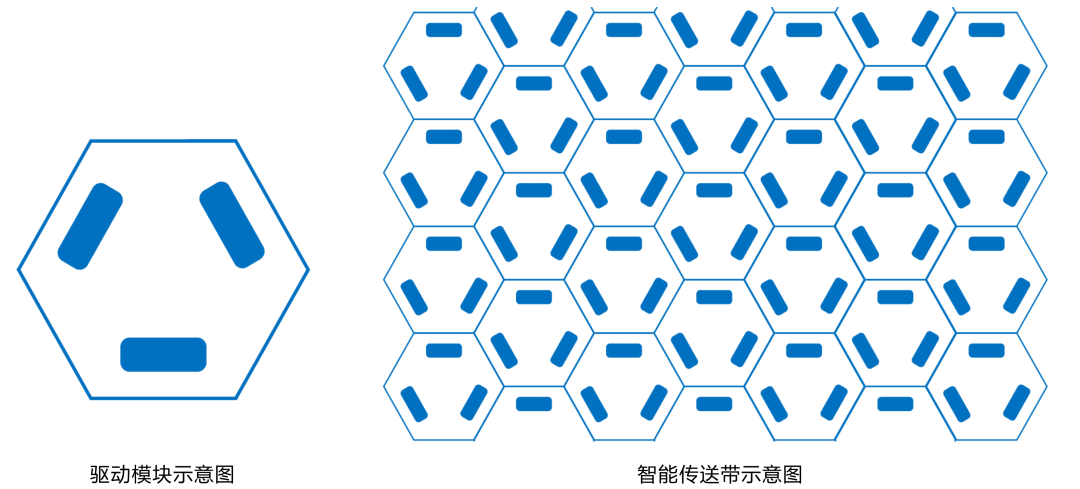 ▲ Smart conveyor belt drive module and overall schematicThe modular control inevitably imposes new requirements on data communication. Traditional motor control generally uses analog interfaces and pulse interfaces, where analog interfaces are susceptible to electromagnetic interference, and pulse interfaces can only communicate in one direction with low information capacity. Moreover, as the number of drive modules increases, the complexity of wiring and connections multiplies.Currently, companies typically use traditional conveyor belts with auxiliary devices to customize conveyor systems for specific transport tasks, resulting in long design cycles and, if necessary, requiring modifications to the factory environment, leading to high costs. This approach is only suitable for long-term fixed operation production lines, with poor flexibility. To ensure the normal operation of the entire conveyor belt, multiple drive modules must work in coordination, with real-time delivery of control information and timely feedback of status information, making bus technology one of the bottlenecks restricting smart conveyor belts. Therefore, it is necessary to introduce a high-bandwidth, low-latency, and easily expandable communication bus.The EtherCAT bus is an industrial Ethernet standard introduced by Beckhoff in Germany in 2003, allowing for a maximum of 65,535 communication nodes in a single network segment, with a bandwidth of up to 100M. Through distributed clocks and synchronization manager mechanisms, it can ensure microsecond-level time jitter, with corresponding mechanisms at the physical layer, link layer, and application layer to guarantee communication reliability. Using the EtherCAT bus as the communication bus for the smart conveyor belt control system plays a key role in reducing production costs for enterprises, optimizing their conveyor belt system structure, and enhancing core competitiveness. It can also serve as a part of smart logistics, significantly improving package sorting efficiency, with EtherCAT communication technology set to shine in the field of smart conveyor belts.
▲ Smart conveyor belt drive module and overall schematicThe modular control inevitably imposes new requirements on data communication. Traditional motor control generally uses analog interfaces and pulse interfaces, where analog interfaces are susceptible to electromagnetic interference, and pulse interfaces can only communicate in one direction with low information capacity. Moreover, as the number of drive modules increases, the complexity of wiring and connections multiplies.Currently, companies typically use traditional conveyor belts with auxiliary devices to customize conveyor systems for specific transport tasks, resulting in long design cycles and, if necessary, requiring modifications to the factory environment, leading to high costs. This approach is only suitable for long-term fixed operation production lines, with poor flexibility. To ensure the normal operation of the entire conveyor belt, multiple drive modules must work in coordination, with real-time delivery of control information and timely feedback of status information, making bus technology one of the bottlenecks restricting smart conveyor belts. Therefore, it is necessary to introduce a high-bandwidth, low-latency, and easily expandable communication bus.The EtherCAT bus is an industrial Ethernet standard introduced by Beckhoff in Germany in 2003, allowing for a maximum of 65,535 communication nodes in a single network segment, with a bandwidth of up to 100M. Through distributed clocks and synchronization manager mechanisms, it can ensure microsecond-level time jitter, with corresponding mechanisms at the physical layer, link layer, and application layer to guarantee communication reliability. Using the EtherCAT bus as the communication bus for the smart conveyor belt control system plays a key role in reducing production costs for enterprises, optimizing their conveyor belt system structure, and enhancing core competitiveness. It can also serve as a part of smart logistics, significantly improving package sorting efficiency, with EtherCAT communication technology set to shine in the field of smart conveyor belts.
EtherCAT-Based Smart Conveyor Belt Control System
 In the EtherCAT-based smart conveyor belt control system, a master-slave chain topology is adopted, with the control system master station and slave stations connected via Ethernet cables, communicating through the EtherCAT bus protocol. The system uses a PC as the EtherCAT master station, with a standard Ethernet card featuring DMA functionality installed as the network interface. The TwinCAT software from Beckhoff is used on the PC to implement PLC, programming, and real-time monitoring functions of the master station. The master station sends EtherCAT data frames containing control commands to the slave stations, which parse the commands upon receiving the data frames, driving various motors and actuators to achieve coordinated operation of multiple drive modules. At the same time, the slave stations send operational information and input collection signals back to the master station.The slave station mainly consists of a microprocessor and an ESC. The microprocessor implements the EtherCAT slave application layer and logical link control functions, communicating with the ESC and physical layer chip PHY via the MII interface. The PHY ultimately sends the EtherCAT data frames to the EtherCAT bus through the communication medium connected to the RJ45 connector. Serial UART and video interface HDMI can be used for subsequent program debugging or master station status display, while an additional USB interface is used for inputting configuration files.A complete smart conveyor belt control system also includes basic modules such as oscillators, power modules, reset, and debugging download interfaces, using QSPI Flash to store system firmware and boot the system, with additional DDR SDRAM to compensate for insufficient on-chip RAM of the microprocessor.
In the EtherCAT-based smart conveyor belt control system, a master-slave chain topology is adopted, with the control system master station and slave stations connected via Ethernet cables, communicating through the EtherCAT bus protocol. The system uses a PC as the EtherCAT master station, with a standard Ethernet card featuring DMA functionality installed as the network interface. The TwinCAT software from Beckhoff is used on the PC to implement PLC, programming, and real-time monitoring functions of the master station. The master station sends EtherCAT data frames containing control commands to the slave stations, which parse the commands upon receiving the data frames, driving various motors and actuators to achieve coordinated operation of multiple drive modules. At the same time, the slave stations send operational information and input collection signals back to the master station.The slave station mainly consists of a microprocessor and an ESC. The microprocessor implements the EtherCAT slave application layer and logical link control functions, communicating with the ESC and physical layer chip PHY via the MII interface. The PHY ultimately sends the EtherCAT data frames to the EtherCAT bus through the communication medium connected to the RJ45 connector. Serial UART and video interface HDMI can be used for subsequent program debugging or master station status display, while an additional USB interface is used for inputting configuration files.A complete smart conveyor belt control system also includes basic modules such as oscillators, power modules, reset, and debugging download interfaces, using QSPI Flash to store system firmware and boot the system, with additional DDR SDRAM to compensate for insufficient on-chip RAM of the microprocessor.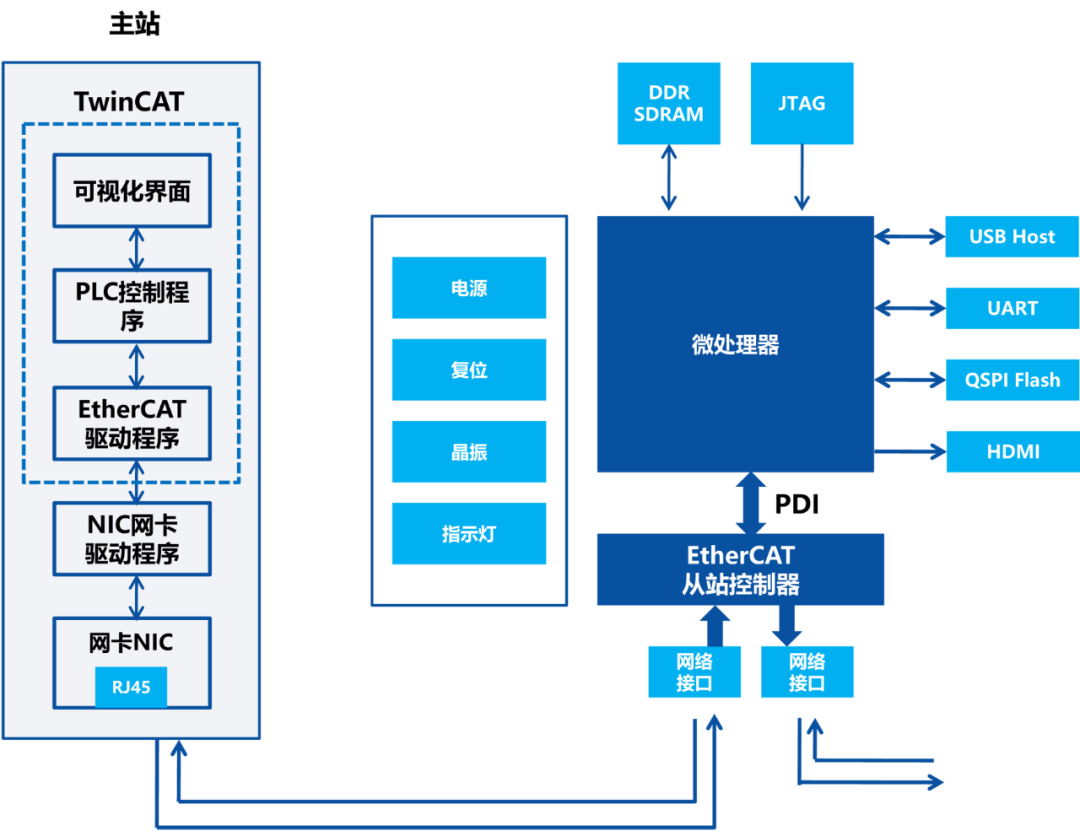 ▲ EtherCAT-Based Smart Conveyor Belt Control System
▲ EtherCAT-Based Smart Conveyor Belt Control System
EtherCAT-Based Smart Conveyor Belt Control System Slave Station
The EtherCAT control system slave station for the smart conveyor belt mainly completes two tasks: EtherCAT communication control and device drive control. Among these, device drive control is implemented by the microprocessor, which selects mature drive circuits based on different controlled objects, such as AC servo motor drive circuits, stepper motor drive circuits, and electromagnetic relay drive circuits. EtherCAT communication control is implemented by a dedicated EtherCAT slave controller (ESC), which plays an important role at the data link layer, facilitating data link layer operations and completing data transmission and reception, while enabling Ethernet communication between the EtherCAT master and slave stations. The ESC connects to an external EEPROM via I2C, where basic configuration information for the ESC is stored.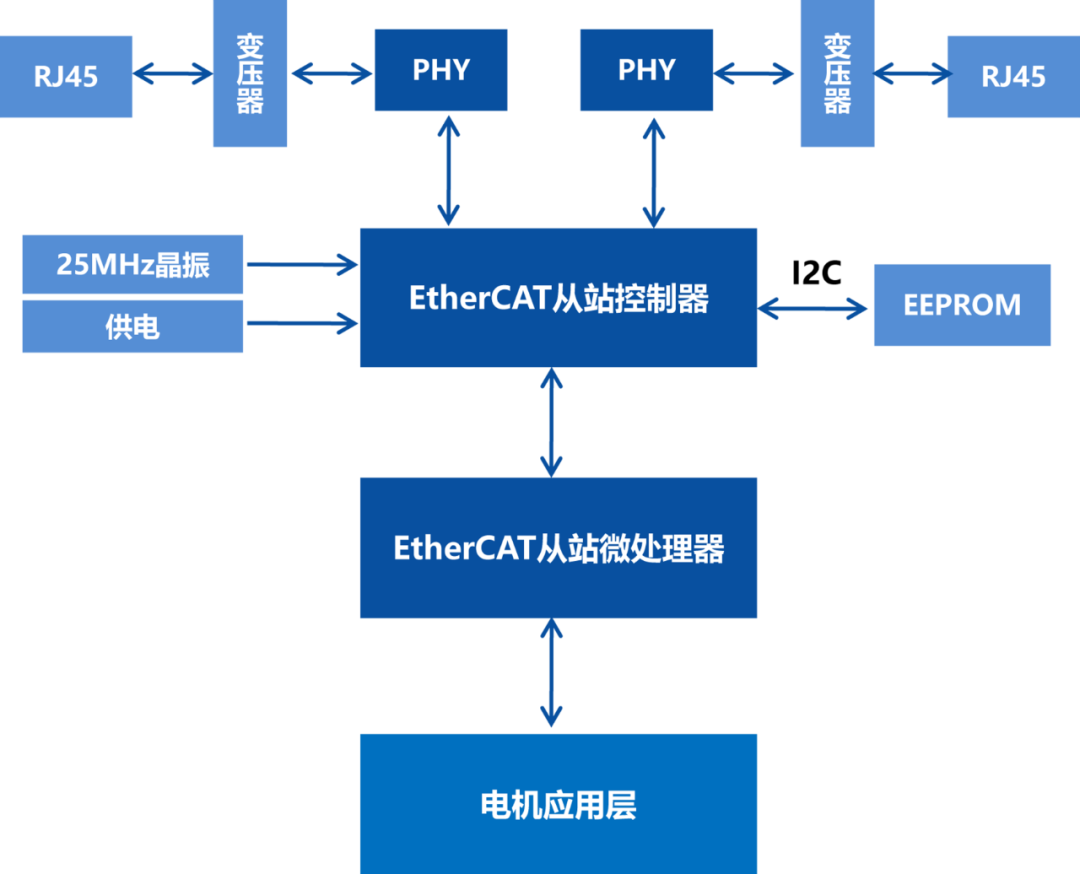 ▲ EtherCAT-Based Smart Conveyor Belt Control System Slave StationThe communication data between the master and slave stations of the smart conveyor belt control system can be divided into two categories: periodic data, such as the displacement and rotation angle of the drive modules in the smart conveyor belt, or sensor data used to control the functionality of the slave station; and non-periodic data, such as the operational status of the motors and the accumulated operating time of the drive modules.
▲ EtherCAT-Based Smart Conveyor Belt Control System Slave StationThe communication data between the master and slave stations of the smart conveyor belt control system can be divided into two categories: periodic data, such as the displacement and rotation angle of the drive modules in the smart conveyor belt, or sensor data used to control the functionality of the slave station; and non-periodic data, such as the operational status of the motors and the accumulated operating time of the drive modules.
CodeLing Semiconductor Smart Conveyor Belt EtherCAT Control System Solution
CodeLing Semiconductor’s CF110x series is a cost-effective EtherCAT slave controller chip. The CF110x series supports up to 3 EtherCAT interfaces and 32-bit digital IO interfaces for data transmission. It features 8 FMMU units, 8 SM channels, 4KB control registers, and an 8KB process data storage area, supporting 64-bit distributed clock functionality, where the 8KB process data storage area is DPRAM used for data exchange with the slave microcontroller. It is suitable for the design of smart conveyor belt systems with high overall performance requirements and complex structures. ▲ CodeLing Semiconductor CF110x Series Chip Physical Image
▲ CodeLing Semiconductor CF110x Series Chip Physical Image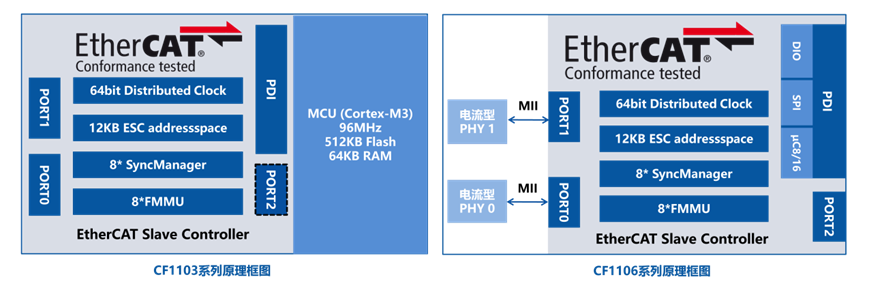 ▲ CodeLing Semiconductor CF110x Series Chip Structural Block DiagramAdditionally, the CF1106 integrates two 10M/100Mbps Ethernet PHYs, compatible with IEEE 802.3u 100Base-TX and 100Base-FX (only voltage-type PHY supports fiber optics), supporting Auto-Negotiation and Auto-MDIX, allowing the use of straight-through or crossover cables. No additional PHY circuit or PHY chip design is required, resulting in a simple circuit and easy wiring, achieving a cost-effective smart conveyor belt system slave solution.Introducing EtherCAT technology into the motion control system of smart conveyor belts, leveraging its excellent synchronization and real-time advantages, can effectively enhance the performance of smart conveyor belt systems. The CF110x series EtherCAT slave controller chip launched by CodeLing Semiconductor sets a new industry benchmark and provides a one-stop solution for customers in the smart conveyor belt system field, enabling customers to more conveniently conduct secondary development and quickly launch products that meet market demands, allowing for more flexible applications in actual production.For more information on the CF110x series products and application solutions, please contact Manager Li at CodeLing Semiconductor at 18759007589 (WeChat same number).
▲ CodeLing Semiconductor CF110x Series Chip Structural Block DiagramAdditionally, the CF1106 integrates two 10M/100Mbps Ethernet PHYs, compatible with IEEE 802.3u 100Base-TX and 100Base-FX (only voltage-type PHY supports fiber optics), supporting Auto-Negotiation and Auto-MDIX, allowing the use of straight-through or crossover cables. No additional PHY circuit or PHY chip design is required, resulting in a simple circuit and easy wiring, achieving a cost-effective smart conveyor belt system slave solution.Introducing EtherCAT technology into the motion control system of smart conveyor belts, leveraging its excellent synchronization and real-time advantages, can effectively enhance the performance of smart conveyor belt systems. The CF110x series EtherCAT slave controller chip launched by CodeLing Semiconductor sets a new industry benchmark and provides a one-stop solution for customers in the smart conveyor belt system field, enabling customers to more conveniently conduct secondary development and quickly launch products that meet market demands, allowing for more flexible applications in actual production.For more information on the CF110x series products and application solutions, please contact Manager Li at CodeLing Semiconductor at 18759007589 (WeChat same number).
Previous Recommendations
Applications of EtherCAT Technology in Multi-Degree-of-Freedom 3D Printing
Applications of EtherCAT Technology in Energy Storage Inverter Control Systems
Applications of EtherCAT Technology in Distributed Measurement and Control Systems
