Benchmark Lean
ID: benchmark_lean
Attention

Source: Internet (If infringement, please delete)

1. Implement Multi-Skill Training
The fifth step of unit production is to implement multi-skill training. As improvements to the unit production line progress, the number of projects each operator is responsible for also increases. For example, if an original conveyor belt is divided into two unit production lines, the workload for each operator doubles. The term ‘multi-skilled worker’ refers to an operator mastering multiple processes, which is one of the essential conditions in unit production lines.
The sequence of multi-skill training for unit production lines is shown in Figure 5-9.
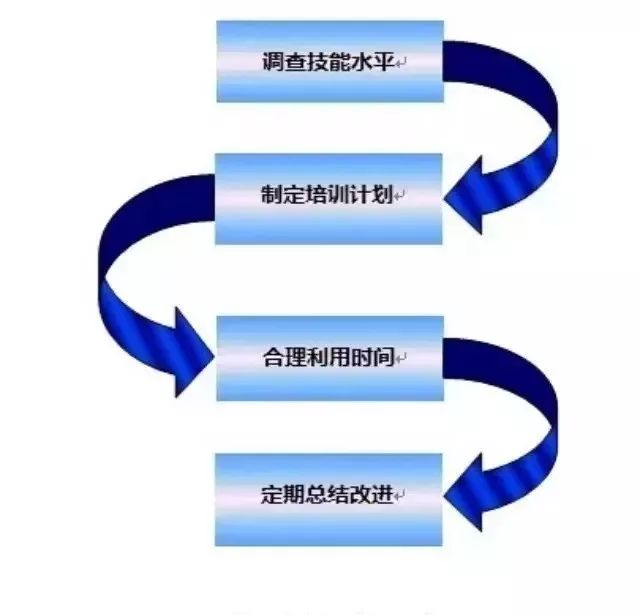
First, assess the current skill levels of each operator. Figure 5-10 is the multi-skill training plan. Although it is called a plan, it can be used as a current status report. Then, according to the standard operations from step three, determine where each operator experiences wait times, followed by comparing the current proficiency status, which will help in establishing the training plan. To decide on the training projects for operators, factors such as project difficulty and the instructor’s time management must also be considered. The training schedule should be included in the multi-skill training plan. In most cases, the training environment is prepared in advance as shown in Figure 5-9. The preparation of the training environment includes the following:
① Ensure training time and workforce
② Prepare a small training area
③ Select instructors and formalize
④ Standardize training methods (teaching methods, etc.)
Most enterprises establish a multi-skill training plan and prioritize it, but it is often impossible to achieve the same results as planned. The primary reason is usually the lack of prepared training locations and environments. There are claims of not having time for training, not having suitable training venues, and uncertainty about training methods, etc.
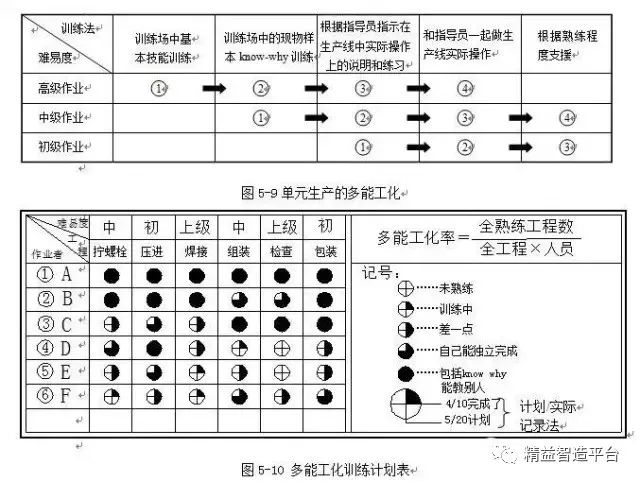
During actual training, it is crucial to adjust training methods according to the difficulty of the tasks. For instance, in the case of intermediate and advanced tasks shown in Figure 5-8, after basic skills are repeatedly practiced or professional knowledge is taught in the training area, the operators conduct operational training on the actual production line under the guidance of an instructor. For basic tasks, operators can work on the actual production line while experienced workers provide guidance, thus alleviating the instructor’s burden. This approach aims to enhance the overall efficiency of practical training.
Once this training reaches a certain level, a preliminary evaluation should be conducted. If there is a significant gap between the plan and the actual results, the training methods and conditions should be immediately improved before continuing. The multi-skill training plan is of great significance in the overall training process. Its basic structure consists of a master chart of operators and projects. Various styles exist in the proficiency charts for different projects. Figure 5-9 is one of them, characterized by dividing proficiency into four stages. While indicating proficiency, it can also show the schedule for reaching the goals and actual progress. It can be used as a management chart.
In operational tasks, it is necessary to indicate the difficulty levels of the tasks. Based on this, the key to changing multi-skill training is to adjust the time and workforce, as well as to grasp the progress of multi-skill advancement across production lines and improve the multi-skill rate.
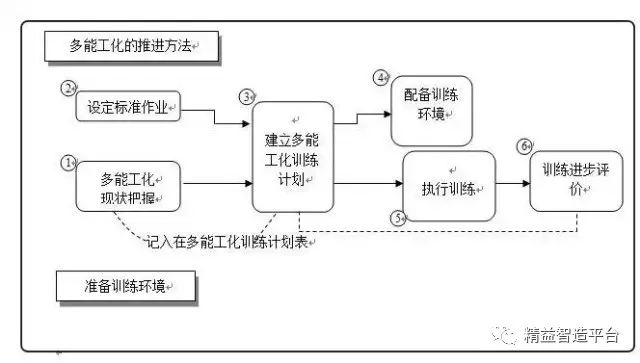
Figure 5-9
(1) Training Time/Ensure Training Workforce………………Remaining personnel, utilize overtime
(2) Prepare a small training area
① Standard operation types
② Actual samples
③ Training workbenches, fixtures
④ Training machines (practice of basic actions)
(3) Select instructors
(4) Standardize training systems (standardization of thinking methods, TWI-JI, know-why)
2. Multi-Skill Standard Operations
After setting standard operations, it does not mean that operations can be conducted according to the standards. First, operators must become familiar with the operational methods, and once they are accustomed, they can operate according to the standard requirements. Each operator has their own preferences, so the first step is to eliminate these preferences and help them physically familiarize themselves with the operational methods, followed by patient guidance.
Especially in cultivating multi-skilled workers, it is essential to be rooted in the field and gradually expand the operational scope of new workers.
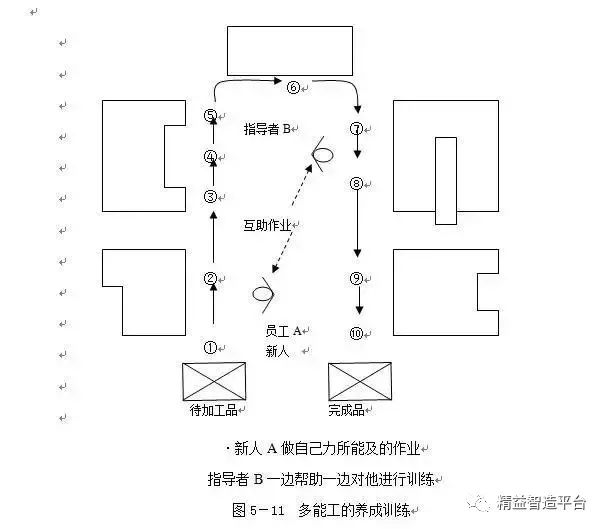
Figure 5-11 illustrates the training of operations using a U-shaped production line. The tasks are subdivided and set, starting with the removal of unprocessed workpieces from operation ①. New employee A can initially only meet the reaction time under the workload of operations ① to ⑤. At this time, experienced employee B, acting as the instructor, completes operation ⑥ and subsequent tasks.
Thus, gradually, employee A, who could only complete operations ① to ⑤, will find that they have spare time and can try to perform operations ① to ⑦ and ① to ⑨, ultimately reaching the point where they can independently complete all tasks from ① to ⑩ within the reaction time.
3. Humanization and Multi-Process Integration
For factories, eliminating defects, improving the efficiency of people and machines, and increasing productivity are crucial. In today’s era, improving production efficiency is vital for the survival of enterprises. However, despite the harsh reason of ‘survival’, it is not possible to manage workers in the same way as machines. The starting point of production activities is people, so while it is important to improve productivity, humanity is even more essential.
If humanity is sacrificed in the pursuit of production efficiency, it becomes meaningless.
For example, if tasks are thoroughly subdivided, with one person only screwing screws and another only labeling, without doing any other work, and this continues day after day for 5 years or 10 years, can one feel joy or a sense of accomplishment in such repetitive work? Can one experience the rich emotions that humans should possess?
Conversely, there are cases where humanity is overly respected, completely disregarding production efficiency. If humanity is excessively indulged, it can lead to errors and arrogance. Ultimately, it may develop into a mindset of ‘as long as I am good, that’s enough, with no sense of responsibility or team spirit.’ Such factories will lose vitality and gradually decline. The challenge we will discuss here is how to create a production environment that satisfies both production efficiency and humanity (Figure 5-12).
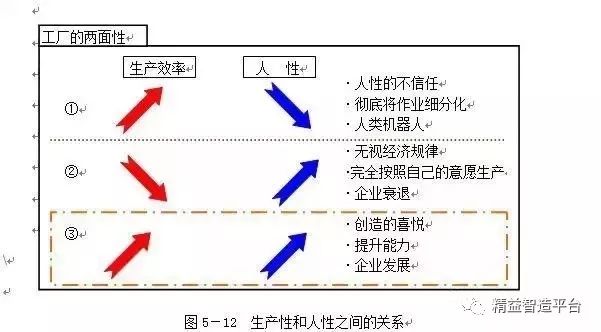
The method of conducting simple operations through task subdivision damages humanity, while the method of multi-process integration allows people to escape monotonous work and experience the joy of production and creativity. Moreover, in the past, the traditional belief that one person should complete everything from materials to products was considered unscientific and inefficient. However, multi-process integration has a scientific basis for improving production efficiency and is a management method worth expecting in the 21st century. Multi-process integration unifies the two aspects of humanity and production efficiency, meeting the requirements of both. As an advanced production technology, it has now been widely adopted by leading enterprises, establishing their superior management position.
4. Methods for Cultivating Multi-Skilled Workers
Once single-flow production is achieved, the biggest challenge in further achieving less manpower is the ‘multi-process possession’ of operations, which refers to the multi-skilling of operators (those who can operate multiple processes). Furthermore, if balanced production is added, it not only becomes multi-process possession but also multi-variety possession.
Once single-flow production is confirmed, the key factor supporting further development is the multi-skilled worker. A careful observation will reveal that as single-flow production is confirmed and expanded, the number of multi-skilled workers increases like a rolling snowball.
Three key points for cultivating multi-skilled workers:
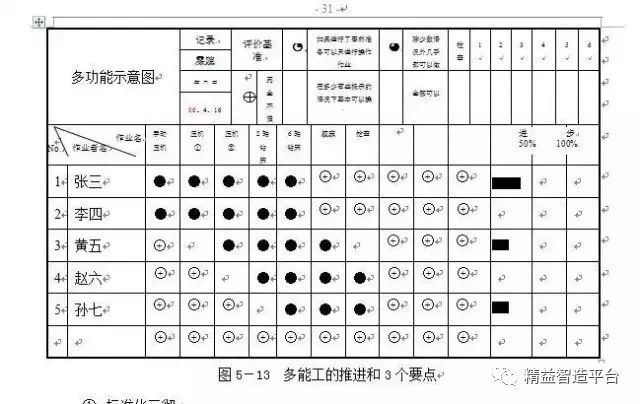
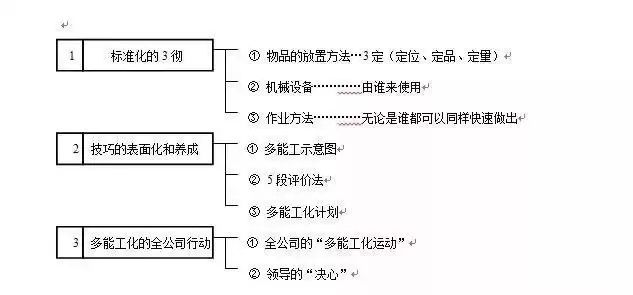
To cultivate multi-skilled workers, attention must be paid to the following three points (Figure 5-13 on the promotion of multi-skilled workers and the three key points).
① Thorough Standardization
Production activities must begin with standardization and end with standardization. Especially in the practice of multi-skilling, the standardization of item placement methods, machinery, tools, and operational methods is key. The importance is as follows:
● Item placement methods……Three determinations (positioning, volume, quantity)
● Machinery……………Who will use it
● Operational methods……………Anyone can complete it immediately in the same way
② Surface Visibility and Cultivation of Skills
To cultivate multi-skilled workers, first, the current skill levels of operators must be made visible. To achieve this, a ‘multi-skilled worker diagram’ should be created and displayed. Operator skills are generally evaluated using the following ‘five-star rating method’.
● 1 star……Cannot do anything.
● 2 stars……Can only operate if prior preparations are made.
● 3 stars……With slight guidance, can operate basically.
● 4 stars……Can operate almost all except for a few exceptions.
● 5 stars……Can operate everything.
Through such evaluations, operators can self-assess their current skill levels and determine their positions within the factory. Additionally, the multi-skilled worker plan should be clearly communicated so that everyone knows which skills they should learn.
③ Company-wide Movement for Multi-Skilling
If multi-skilling is only implemented in a certain workshop or part of the production line, significant progress may not be visible. A serious depiction of the factory’s future is necessary. To achieve this goal, multi-process possession and multi-variety possession should be treated as important strategies and prioritized. A company-wide movement for multi-skilling must be initiated. Multi-variety possession can cultivate highly skilled multi-skilled workers, thus forming a partnership among all employees. Then, individuals like workshop managers and team leaders should be determined to improve their skills.

Recent Activity Recommendations
→ The Second Benchmark Lean Improvement Competition is reigniting the flames of competition, coming soon!
→ Back to school season! The “Toyota-style Low-Cost Intelligent Automation Advanced Training Course” is starting…
→ The 6th Session of “SAIC Lean Production Investigation and Training Course”
→ Book Recommendations: “Green Factory”, “TPM Guide”
→ Japan has come up with a new gadget: a device for detecting equipment in high and dim areas
Disclaimer: The articles, images, and videos published by the Benchmark Lean WeChat account are for learning and communication purposes. The articles come from the internet or submissions from friends. Copyright belongs to the authors. If there are issues regarding the content, copyright, or other matters, please contact us promptly for removal!
