Introduction: Why Basic Control is the “Gateway” to Learning PLC
Metaphorically referred to as the “nerve center of industrial automation,” PLCs raise the question, “Why do 90% of PLC beginners get stuck at the first step?” This resonates with readers. PLCs are widely used in production lines, machine tools, smart homes, and other fields, while the “four basic controls” form the foundation for understanding complex logic. This article will break down the four major control methods: self-locking, interlocking, multi-location, and timing, helping you open the door to industrial automation.
Self-Locking Control: Making Equipment “Remember” Your Instructions
Core Principle: The “Memory Magic” of Self-Holding Contacts
When the start button (normally open contact) is pressed, the contactor coil is energized, and its normally open auxiliary contact closes in parallel with the start button. Even if the button is released, the closed auxiliary contact can still keep the coil energized, forming a “self-holding circuit.”
Comparison of Two Implementation Methods
- OUT Instruction: A classic start-stop circuit suitable for simple continuous operation control
|----[SB1 Start]----[SB2 Stop]----(KM Coil)----| | | |----[KM Self-Locking Contact]------------------| - SET/RST Instruction: Achieves state retention through setting and resetting, with stronger anti-interference capability
Water Pump Continuous Water Supply Case
- Start Phase: Press SB1 → KM coil energized → Main contact closes (water pump operates) + Auxiliary contact closes (self-locking formed)
- Hold Phase: Release SB1 → Self-locking contact maintains coil energized
- Stop Phase: Press SB2 → Coil de-energized → Water pump stops
Industrial Value: Achieves continuous production, avoiding “stop immediately upon release,” widely used in scenarios such as conveyor belts and ventilation equipment.
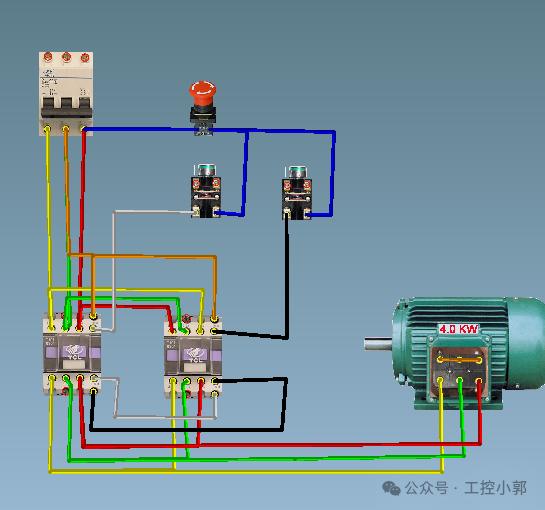
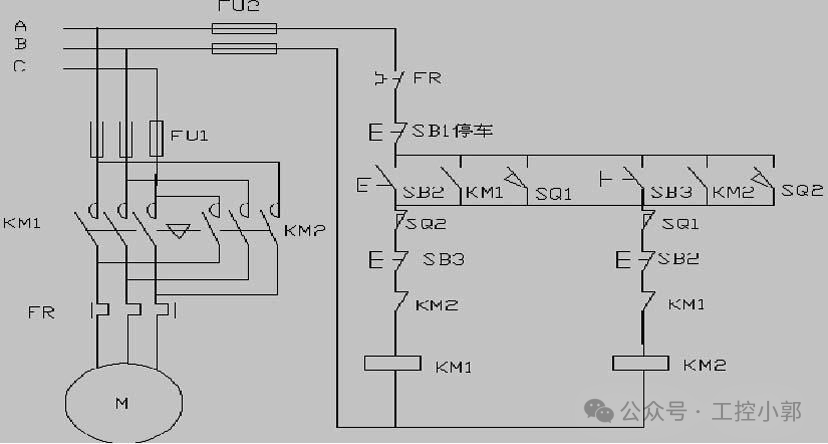
Interlocking Control: Installing “Conflict Insurance” on Equipment
Dual Protection Mechanism: Electrical + Mechanical Interlocking
- Electrical Interlocking: The forward control circuit is in series with the normally closed contact of the reverse output, and vice versa
- Mechanical Interlocking: Normally closed contacts of buttons cut off the opposing circuit, forming dual safety protection
Key Logic: When the Y0 (forward) coil is energized, its normally closed contact immediately disconnects the Y1 (reverse) circuit, physically cutting off the dangerous path.
Machine Tool Workbench Case
When the forward and reverse buttons are mistakenly pressed simultaneously:
- The normally closed contacts of the buttons cut off the opposing signal
- The output normally closed contact cuts off the contactor coil circuit
- Triggers an alarm signal to alert the operator
PLC Advantages: Compared to traditional relay control, soft interlocking is achieved through programming, reducing wiring complexity and improving reliability.
Multi-Location Control: Breaking Spatial Limitations in Operation
Core Logic: Parallel Inputs, Shared Outputs
- Parallel Inputs: All start signals are connected in parallel through the PLC’s internal logic, allowing activation from any location
- Shared Outputs: All operations are executed by driving elements through the same output module
- Safety Assurance: Stop signals use series logic to ensure emergency stops can be executed from any location
Two Control Modes
- Single Person Multi-Location: Location A starts + Location B stops (start in parallel, stop in series)
- Multi-Person Multi-Location: Requires simultaneous activation from multiple locations (start in series, stop in series)
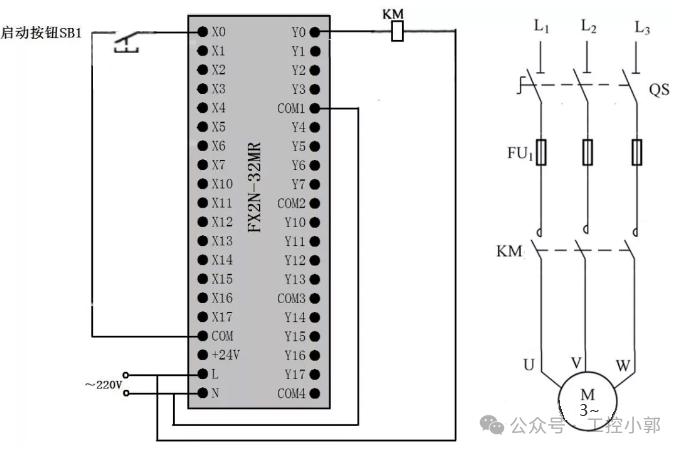
Workshop Conveyor Belt Control Case
Using FX2N-32MR PLC to achieve three-location control:
- Input Distribution: X0/X2/X4 (three locations start), X1/X3/X5 (three locations stop)
- Output Distribution: Y0 (conveyor belt motor)
- Wiring Advantages: Reduces cable length by over 50%, lowering costs and maintenance difficulty
Timing Control: Equipping Equipment with a “Precise Alarm Clock”
Two Basic Timers
- TON (On Delay): Executes after a specified delay upon starting, such as in a washing machine’s washing program
- TOF (Off Delay): Closes after a specified delay upon stopping, such as in an air conditioning cooling fan
Parameter Calculation: Time = Time Base × PT Value. Example: PT = 300, Time Base 10ms → 300 × 10ms = 3 seconds
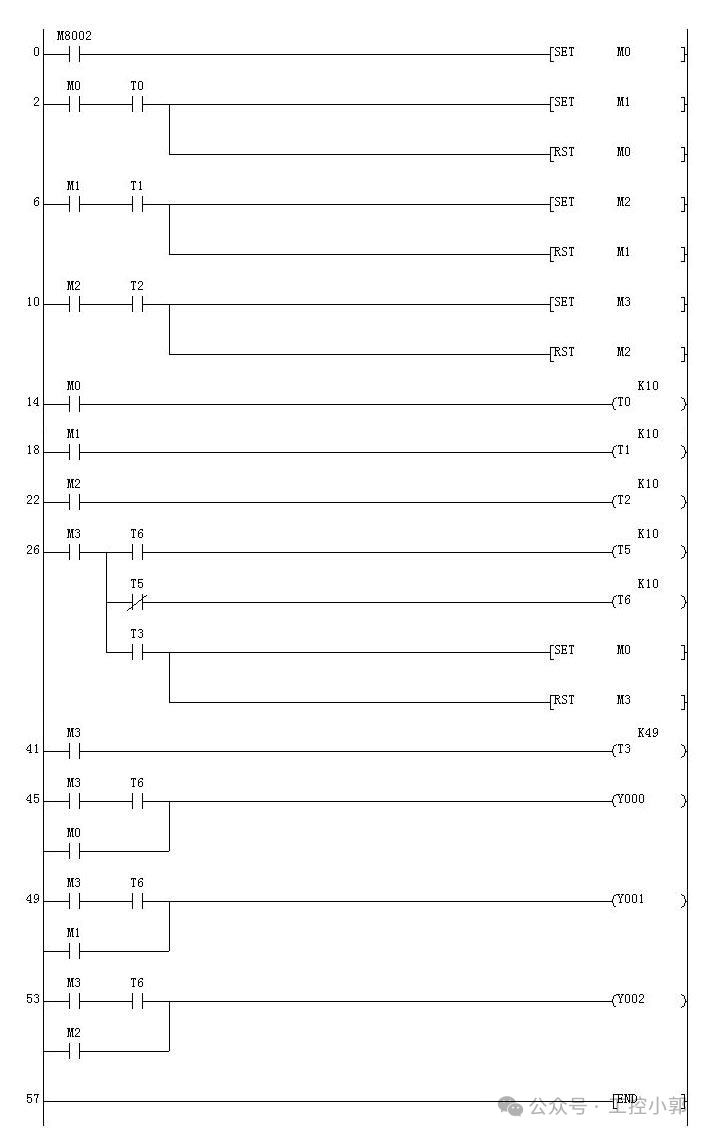
Application of Multiple Timers in Series
Achieving “Motor B runs for 30 seconds before Motor A starts”
- T0 (30 seconds TON) starts Motor B
- The normally open contact of T0 triggers T1 (instant TON) to start Motor A
Industrial Applications: Switching production line processes, periodic operation control (punching machines, packaging machines) with precision up to ±10ms.
Learning Path Summary
Comparison of Four Control Methods
| Control Method | ⚡Core Features | 📌Typical Applications | 🛡️Safety Level |
|---|---|---|---|
| Self-Locking Control | Maintains operating state | Water pumps, conveyor belts | ★★☆☆☆ |
| Interlocking Control | Prevents action conflicts | Forward and reverse motors, machine tools | ★★★★☆ |
| Multi-Location Control | Multi-location operation | Long production lines | ★★★☆☆ |
| Timing Control | Precise time control | Washing equipment, periodic operations | ★★★☆☆ |
Advanced Recommendations
- Simulation Practice: Use GX Works3 or TIA Portal to build a virtual environment
- Project Practice: Gradually upgrade from single device control to production line linkage control
- Technical Expansion: Learn PID control and industrial bus communication technology to achieve complex system integration
By mastering these basic control methods, you have surpassed 60% of PLC beginners. Maintain a practice habit, and in the next issue, we will unlock PID process control and industrial Ethernet applications!