 ☞ This is the 13738th article published by Metal Processing (mw1950pub)
☞ This is the 13738th article published by Metal Processing (mw1950pub)

Editor’s Note
This article provides a systematic and in-depth analysis of the Profibus communication interruption faults on-site, focusing on hardware, software, and electromagnetic interference. It summarizes a set of systematic methods for quickly troubleshooting and resolving communication faults based on years of on-site experience and practical verification, offering a reference solution for peers.
1 Introduction
The Profibus-DP network is a widely used fieldbus technology for data communication and control at the monitoring and lower levels of automation systems. It represents a significant control network in the development of automation technology. However, communication interruptions frequently occur during actual operation. If a single slave device drops out, it is relatively easy to handle. However, when Profibus-DP network communication interruptions occur, they are caused by multiple factors, making troubleshooting extremely difficult and a persistent challenge in this field. This article summarizes existing handling methods and proposes a method that can quickly resolve interruption faults and identify interference sources or fault points, using a wide-body production line as an example. The troubleshooting process and solutions are detailed below.
2 On-Site Analysis
By organizing the on-site topology network, the network topology diagram can be viewed through software, showing that the on-site network uses a Profibus-DP network: bus structure, baud rate 93.75kB/s. The bus lengths between each station are determined, and the electrical schematic is reviewed. It is found that the Profibus-DP network is divided into two paths: one path has the station addresses: CPU→Station 5→Station 19→Station 26→Station 10→Station 6→Station 25→Station 9→Station 27, with Station 27 as the terminal, and a bus length of 71m; the other path has the station addresses: PLC→HMI→Station 8→Station 13→Station 12→Station 16→Station 15→Station 4→Station 14→Station 24→Station 17→Station 18→Station 3→Station 7→Station 21→Station 22→Station 11, with Station 11 as the terminal, and a bus length of 151m. The bus length can also be diagnosed using ProfiTrace (baud rate ≥ 500kB/s). Stations 26 and 27 are robot stations; Stations 12-19, 21, 22, and 25 are SMC stations, with communication and power connectors being M12, and the communication module being EX260-SP1; the HMI is a Siemens MP277 touchscreen, with a station address of 30, and a baud rate of 93.75kB/s; the CPU is 315-2DP, model 315-2AH14-0AB0; the other stations are Siemens ET200 stations, model 6ES7153-1AA03-0XB0, with communication connectors being 6ES7 972-0BB52-0X A0, and blade crimping wiring. The total length of the on-site communication bus is approximately 222m, with a total of 25 stations. When the number of Profibus slaves exceeds 32, an RS 485 repeater needs to be added.
When using or adjusting, it is essential to confirm the basic wiring and communication principles of all hardware. Based on the first step, the main hardware on-site includes PLC, touchscreen, ET200, DP, M12 communication, and power connectors. Additionally, the following three points should be particularly noted.
1) Distinguish between the terminal resistance connection method of the Siemens DP connector 6ES7 972-0BB12-0XA0 (see Figure 1) and the terminal resistance connection method of SMC EX260-SP1 (see Figure 2). The Siemens DP connector in the ON position indicates that A1 and A2, B1 and B2 are disconnected, with the incoming line A1, B1 connected to a 390Ω grounding resistor; in the OFF position, A1 and A2, B1 and B2 are connected. The SMC valve island connects A1 and A2, B1 and B2, and the ON/OFF position of the terminal resistance connector indicates whether the terminal resistance is connected. The purpose of the terminal resistance is to absorb reflected waves, so it is necessary to understand the significance of each terminal resistance when diagnosing stations.
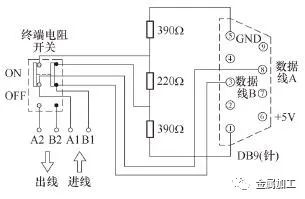
Figure 1: Siemens DP Connector Terminal Resistance Connection Method
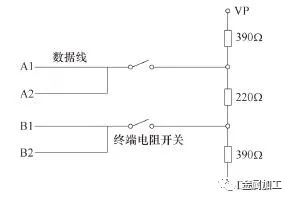
Figure 2: SMC EX260-SP1 Terminal Resistance Connection Method
2) Pay attention to the technical parameters of the corresponding twisted shielded wire for communication with Profibus-DP (see Table 1), especially in locations with long usage periods and severe electromagnetic radiation, such as welding workshops and highly corrosive chemical workshops.
Table 1: Technical Parameters of Profibus-DP Twisted Shielded Wire

3) In a non-grounded structure, pay attention to the number of IM153-X connected to the slave stations in the network. A single power supply can operate a maximum of 18 nodes on Profibus-DP. If the number of nodes exceeds 18, an additional power supply must be used.
3 Calculating Network Cycle Time
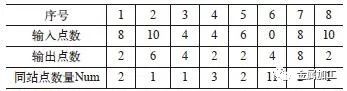
The on-site station I/O configuration is shown in Table 2. Based on Table 2, the shortest cycle time for data information is calculated as follows: ΣTTC = (TSYN + TID1 + TSDR + Header + Number of Input Points × 11Bit + Number of Output Points × 11Bit) × Num1 + (TSYN + TID1 + TSDR + Header + Number of Input Points × 11Bit + Number of Output Points × 11Bit) × Num2 + … + (TSYN + TID1 + TSDR + Header + Number of Input Points × 11Bit + Number of Output Points × 11Bit) × Num8 = 9117Bit = 8.9033kB. Here, TSYN is the information cycle time, calculated in bits; TID1 is the idle time at the master station, which is 75 time bits; TSDR is the delay time at the slave station, which is 11 time bits; and Header is the message header size in request and response frames, which is 198 time bits.
Table 2: On-Site Station I/O Configuration (Unit: pieces)
Based on the current baud rate setting of 93.75kB/s, the time required to transmit 9117Bit is t = 1 ÷ 93.75kB/s × 8.9033kB = 94.97ms. The monitoring time for the scanning cycle, as seen from the hardware configuration, is 150ms, with the communication scanning cycle load accounting for 20%, which is 30ms. Therefore, if the time required for transmission exceeds the set value, there may be data loss or communication interruption issues, necessitating the completion of data transmission within a scanning cycle.
When making adjustments, the following points should be noted.
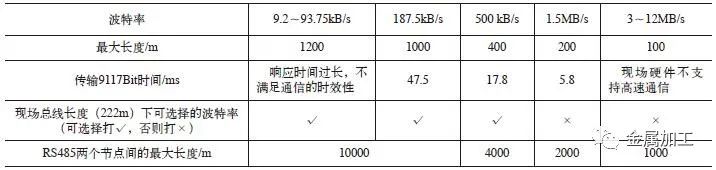
1) When adjusting the transmission rate, it should be determined based on the length of the on-site topology network. The relationship between baud rate and transmission distance is shown in Table 3.
Table 3: Relationship Between Baud Rate and Transmission Distance
2) Attention should also be paid to the position of the touchscreen in the network; modifying the touchscreen baud rate may cause communication errors.
3) If the on-site network length exceeds the maximum value allowed for the adjusted baud rate, it is necessary to adjust the PLC parameter settings or adjust both the PLC parameter settings and baud rate, or use a repeater for network isolation and topology.
4) This work should preferably be carried out without network faults to facilitate observation of the effects; the baud rate can be adjusted up to 500kB/s. Based on on-site confirmation, the time required to transmit 9117Bit is 17.8ms.
4 Diagnosing Faulty Stations
Fault diagnosis can be roughly determined based on the alarm information from the hardware diagnostic buffer, identifying which stations or workstations frequently drop out. The following diagnostic methods are provided to quickly pinpoint fault points.
(1) The first method is to verify whether the fault is related to signal attenuation by lowering the baud rate (see Table 3), which is a direct and effective method.
(2) The second method is to achieve network isolation by adding repeaters to determine which network segment the fault or interference point is located in.
When implementing this method, the following points should be noted.
1) It is recommended to use a binary method for isolation, while considering the on-site network position, and to avoid increasing the length of the on-site network lines.
2) Pay attention to the position of the terminal resistors in each network segment during network isolation.
3) During network isolation (see Figure 3), only one network should be connected to the isolated segment to avoid interference from the same source network (see Figure 4).

Figure 3: Network Isolation
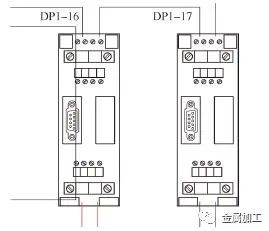
Figure 4: Same Source Network (Same Color, Same Source)
4) Ensure that the spacing between RS485 nodes meets the requirements.
5) When operating RS485 grounded, all nodes should be grounded and cross-connected M and PE; when operating RS485 ungrounded, all nodes should not be grounded and should not cross-connect M and PE, and the RS485 power supply should also be ungrounded. In the ungrounded operation mode, the built-in 22nF capacitor and 10MΩ resistor of the repeater form an RC network that can release interference currents and static charges.
6) In cases of severe interference, ensure that each bus link has a terminal resistor at both the head and tail, especially at the first station after adding a repeater. Under laboratory conditions, terminal resistors can be set only at the ends.
(3) The third method involves using a multimeter or oscilloscope for measurement, primarily at measurement points.
1) Check for short circuits between DP bus A/B phases, and whether A or B is shorted to the shield layer. It is recommended to use a binary method for measurement and to be aware of interference issues from the same source network as shown in Figure 4.
2) Measure the voltage of A/B against the shield layer, with A around 2V and B around 2.4V. The actual differential value during data transmission is around 3V. The following points should be noted: First, when measuring for short circuits between A/B phases, disconnect the network and terminal resistors; second, distinguish between measured voltage values and those calculated using ProfiTrace, as the voltage values calculated with ProfiTrace are generally higher than those measured directly with a multimeter; third, if A/B is shorted to ground, the voltage relative to ground is generally 0V.
3) Pay attention to the separation of zero and ground in the distribution cabinet. If conditions permit, the grounding of power cables and control systems should be separated.
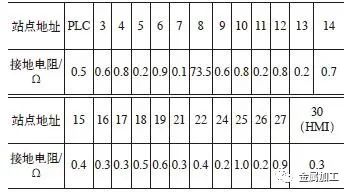
4) Measure the ground resistance of each station, which should be less than 2Ω, and keep track of abnormal grounding resistance points (station resistance measurement values are shown in Table 4). From Table 4, it can be seen that the resistance of station 8 is abnormal, and grounding can be done separately. If the fault cannot be eliminated, consider the possibility of an ET200 module failure.
Table 4: Station Resistance Measurement Values
(4) The fourth method involves using ProfiTrace for network diagnostics, conveniently ruling out faulty stations. It can analyze the differential voltage between A/B phases (see Figure 5), drop-out situations, network structure, and waveforms, which will not be elaborated on here. For example, on-site, the communication voltage of station 9 is unstable, which can easily lead to data loss or drop-outs. It is necessary to reconnect and secure the wiring of station 9, and consider replacing the DP connector with a wired type 6ES7 972-0BB12-0XA0, while also checking for any damage to the ET200 station.
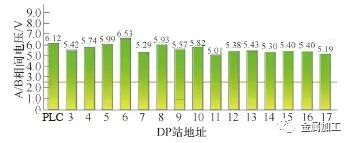
Figure 5: Differential Voltage Between A/B Phases
(5) The fifth method involves sequentially disconnecting terminal resistors starting from the first station of each network segment (see Figures 1 and 2), paying attention to the significance of terminal resistors at each station, which is equivalent to short-circuiting each station starting from the first station of each network segment. This should be combined with the STEP7 hardware diagnostic buffer to check whether the alarm status improves, while also noting the quality of communication connectors.
After excluding faults using the first and second methods, the network should be restored to its original state. After excluding faults using the third, fourth, and fifth methods, the network can be run directly.
5 Eliminating Interference
After the above diagnosis, both hardware and software faults have been eliminated. Other influencing factors mainly consider electromagnetic interference from the on-site environment. The following methods are primarily considered for eliminating electromagnetic interference.
(1) Use shielding to reduce electromagnetic interference. Shielded cables should be used for control lines, and proper grounding of the shielding should be ensured. For high-current power lines, it is best to use shielded cables and keep them separated from control cables.
(2) Use grounding techniques to eliminate interference, especially in cases involving motor grounding, inverter grounding, and control system grounding. The method of adding terminal resistors to absorb reflected waves is generally required, with the first and last stations in the network needing to connect pull-up and pull-down resistors.
(3) Use wiring methods to reduce interference, mainly by separating control cables and power cables in cable trays.
(4) Use filtering to reduce interference. If conditions allow, the control system can use purified power supplies and UPS, or add filters to the power system to improve power quality.
(5) Add ferrite cores to eliminate interference at the junctions of DP cables.
6 Conclusion
Through the above process, an in-depth analysis of the system’s hardware (involving network hardware structure, wiring, hardware brand models, and physical parameters of network stations), software (involving parameter settings, bus time calculations, etc.), and electromagnetic interference (involving grounding techniques, shielding, etc.) issues has been conducted. This provides guiding opinions for solving various problems such as DP communication alarms and interruptions on-site, forming a systematic method. The adoption of this systematic method not only greatly improves the efficiency of fault troubleshooting but also enhances the accuracy of locating fault points.
This article was published in Metal Processing (Cold Processing), 2021, Issue 8, pages 86-89, by China National Heavy Duty Truck Group Co., Ltd. Authors: Huang Jingjing, Song Xianjin, Wang Lei. Original title: “Analysis and Handling of Profibus Communication Interruption Faults”.
-End-
☞ Source: Metal Processing ☞ Article edited by: Qinghe ☞ Media cooperation: 010-88379864