Continuing from the previous article, the material combination of the stacked boards is sent into the laminator through the reflow line, thus entering the lamination process.

Basic Knowledge
The lamination process involves stacking copper foil, prepreg (PP), and the inner layer substrate with pre-made patterns in a specific order, and bonding them into a single unit under high temperature, high pressure, and vacuum conditions.
The purpose of lamination: to press the stacked boards into multilayer boards through thermal pressing.
Main auxiliary materials: kraft paper, steel plates.
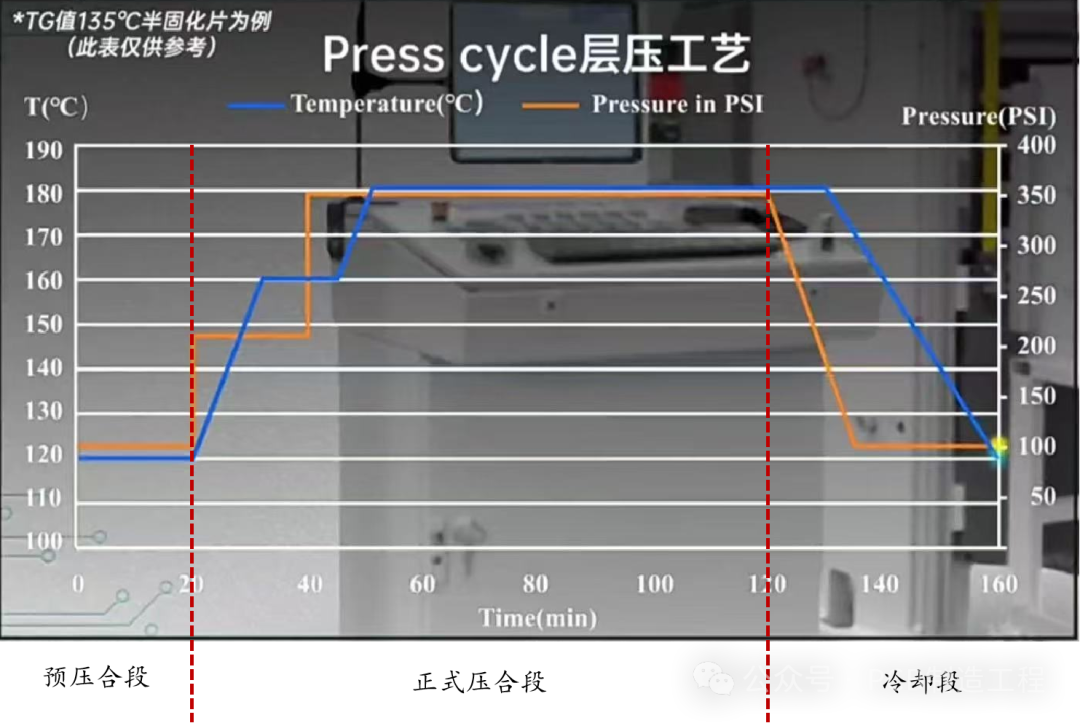
In PCB manufacturing, the lamination conditions usually need to refer to the parameter tables provided by material suppliers to set the lamination parameters. The lamination parameters have very detailed requirements for time control, temperature control, and pressure control, thus forming the lamination program or temperature profile of the lamination material.
The detailed specifications of the lamination program are determined by the characteristics of the prepreg (PP). If the temperature rises too quickly, the wettability of the prepreg (PP) will deteriorate, and the resin will flow excessively, easily causing poor adhesion and sliding board phenomena. The lamination time is also an important parameter; if the lamination is too fast, it will lead to excessive resin being squeezed out of the prepreg, resulting in insufficient resin in the laminate, which will also cause poor adhesion.
In short, the entire lamination process is based on material characteristics, strictly controlling time, temperature, and pressure to achieve optimal lamination quality.
Lamination
Lamination is typically divided into three stages: pre-lamination, formal lamination, and cooling.
1. Pre-lamination
Pre-lamination, also known as pre-pressing or kiss-pressing, is the initial lamination process conducted at low temperature and low pressure. The main purpose of pre-lamination is to achieve initial bonding of the interlayer materials in preparation for formal lamination.
Main functions of pre-lamination:
-
Volatile elimination: Expelling air, moisture, and other low molecular volatiles from the resin system to prevent the formation of voids or white spots within the board.
-
Wetting and flow: Allowing the resin in the prepreg (PP) to melt, flow, and evenly wet the copper surface and gaps of the inner layer substrate under lower pressure.
-
Initial filling: Starting to fill the gaps between the inner layer circuits, laying the groundwork for subsequent lamination, and avoiding sliding boards or layer shifts due to sudden changes in resin flow.
Control of pre-lamination process parameters:
-
Temperature: Typically raised above the melting temperature of the resin but far below its curing temperature (Tg point reference: characteristics of substrate CCL and PP: glass transition temperature Tg).
-
Pressure: Applying lower pressure (usually 1/3 to 1/2 of the formal lamination pressure), known as “contact pressure.” Excessive pressure can prematurely squeeze the resin, leading to excessive or insufficient resin flow.
-
Time: This stage requires sufficient time for heat to be evenly transferred to the entire lamination unit and for the resin to complete its flow and venting. Excessive time may cause the reactivity of the resin to increase prematurely, affecting subsequent flow.
The pre-lamination stage is akin to “slow cooking”; gentle conditions are key to ensuring uniform and consistent lamination quality, and can also reduce adjustment time and errors during formal lamination, creating optimal conditions for formal lamination.
2. Formal Lamination
Once the pre-lamination stage is completed, the lamination automatically transitions to the formal lamination stage. This stage is critical for the resin to undergo cross-linking reactions and transition from state B (semi-cured) to state C (fully cured).
Main functions of formal lamination:
-
Complete curing: Under high temperature and high pressure, promoting the irreversible chemical cross-linking reaction of epoxy resin to achieve the final cured state, imparting the required mechanical strength and electrical performance to the board.
-
Thickness control: Precisely controlling interlayer thickness and total PCB thickness through temperature and high pressure (usually 300-500 PSI).
-
Interface bonding: The macromolecular chains in the resin diffuse and penetrate into each other, forming strong chemical bonds to ensure optimal bonding strength between layers.
Control of formal lamination process parameters:
-
Temperature: Raised to the specified curing temperature range of the resin system and maintained (reference Tg point temperature). Uniformity and stability of temperature are crucial; excessive temperature differences can lead to inconsistent curing levels, causing warpage or delamination.
-
Pressure: Raised to maximum pressure. The role of high pressure is to suppress the volatile gases produced by the resin curing by-products and to compact the layers, ensuring tight contact and achieving the target thickness.
-
Time: The holding time under high temperature and high pressure (Cure Time) must be precisely set according to the curing characteristics of the resin system and the thickness of the lamination unit to ensure complete curing of the resin (>99%).
The formal lamination stage is the “decisive moment”; parameter settings must be precise, or it will result in under-curing or over-curing, both of which are fatal defects.
3. Cooling
After lamination is complete, the lamination unit cannot be immediately depressurized and removed; it must enter a controlled cooling stage. During cooling, the resin gradually cures and forms stable chemical bonds, ensuring the dimensional stability and excellent warpage performance of the PCB.
Main functions of the cooling stage:
-
Stress release: Allowing the board to cool uniformly and slowly from a high-temperature state, releasing internal stresses caused by uneven thermal expansion and contraction.
-
Dimensional stability: Preventing rapid cooling from causing different shrinkage rates in various parts of the board, which could lead to warping, twisting, or interlayer stress concentration.
-
Stabilizing the cured structure: Allowing the cured resin network structure to stabilize under stress-free conditions.
Control of cooling stage process parameters:
-
Cooling rate: Must be controllable and slow. Typically achieved through circulating cooling water in the press cooling plates. A cooling rate that is too fast is one of the main causes of PCB warpage.
-
Pressure maintenance: During cooling, high pressure must be maintained until the temperature drops to a certain level (e.g., below the glass transition temperature Tg of the resin, such as 70°C-80°C). This is to ensure that the material remains tightly bonded together during shrinkage, preventing delamination or deformation due to uneven shrinkage.
-
Temperature uniformity: As with the heating stage, uniformity during cooling is equally important.
The cooling stage is “careful crafting”; patience and controllable cooling are the final guarantees for obtaining flat and stable PCBs.
Summary
The lamination process of PCB boards is a complex and critical process: pre-lamination lays the foundation for high-quality lamination; formal lamination is the core that determines the mechanical strength and electrical performance of the PCB; cooling ensures the long-term reliability and dimensional stability of the PCB.
Example of a lamination program (***Source from the internet***)