To master PLC and solve practical problems in industrial automation scenarios, one must rely on three core skills. These skills build upon each other, from basic logic construction to system implementation.
1. Base Conversion: The “Language Foundation” of PLC Programming
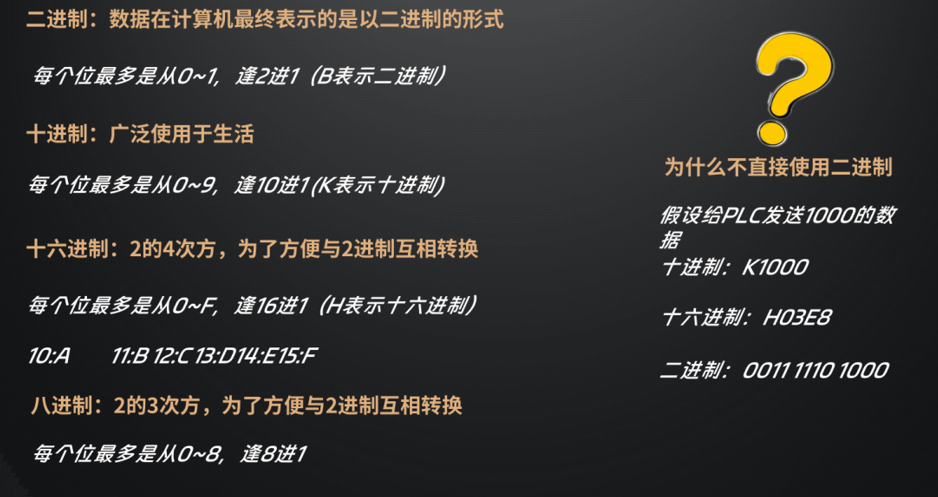
In industrial automation control, PLCs act like multilingual translators, needing to switch flexibly between binary, decimal, and hexadecimal.Why is base conversion so important?
Siemens PLC input and output points use octal numbering (e.g., I0.0, Q0.0), Modbus communication data is transmitted in hexadecimal, while human-machine interface displays often use decimal—without understanding conversions, it’s like an engineer working with encrypted blueprints.
Understanding Base Conversion
1. Core Conversion Methods and Practical Techniques
- Binary to Decimal uses the “weighted sum method”; for example, converting binary
<span>10110</span>to decimal, as shown in the calculation. In Mitsubishi FX3U, the<span>BIN</span>instruction can convert BCD codes collected by sensors into binary numbers stored in D registers.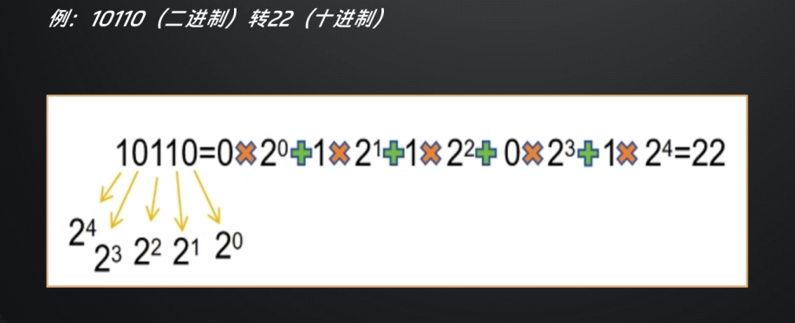
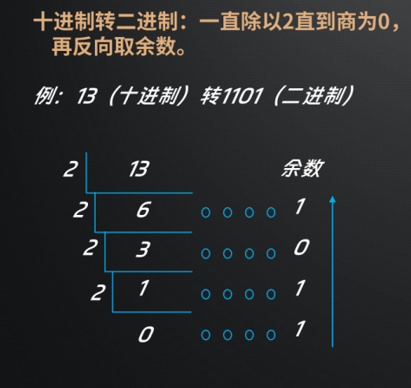
- Decimal to Binary
- Hexadecimal Simplified Expression groups 4-bit binary numbers; for example,
<span>1101 1001 1010</span>can be abbreviated as<span>D9A</span>(hexadecimal), which significantly reduces code size when handling large data blocks (like Siemens DB blocks).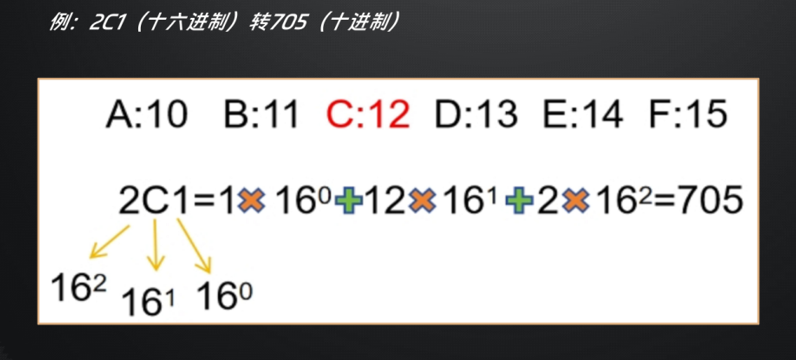
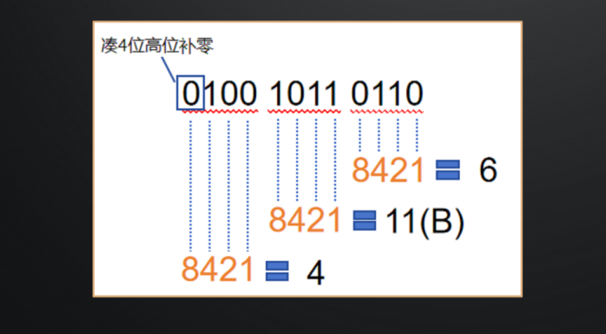
Binary to Hexadecimal: Start grouping from the last digit in sets of four, padding with zeros if there are fewer than 4 digits. Then use the 8421 code method to arrange and obtain the hexadecimal number.
Example: 10010110110 (binary) converts to 4B6 (hexadecimal)
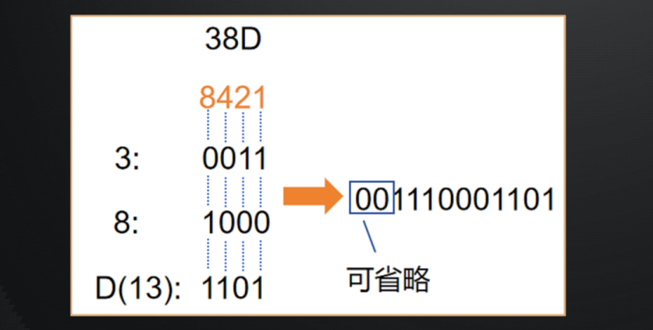
Hexadecimal to Binary: Split all numbers into 1-bit, then use the 842 code method to arrange and obtain the binary number. The high bits can be omitted.
Example: 38D (hexadecimal) converts to 1110001101 (binary)
2. Brand Differences and Pitfall Guide
- Mitsubishi PLC: Bit components use decimal numbering (e.g., M0-M31), and combined bit components are represented as
<span>KnX</span>(n is the group number); for example,<span>K4X0</span>represents 16-bit inputs starting from X0 (X0-X17). - Siemens PLC: Input and output use octal numbering (e.g., I0.0-I0.7), and data blocks (DB) support bit addressing (e.g., DB1.DBX0.0).
Beginner Trap: Confusing byte order can lead to data transmission errors! Mitsubishi uses “little-endian” (low byte first), while Siemens defaults to “big-endian” (high byte first). When communicating across brands, the
<span><span>SWAP</span></span>instruction must be used for adjustment.
2. Combined Bit Components: Building Control Logic with “LEGO Thinking”
If single bit components (X/Y/M/S) are the “building blocks” of PLCs, then combined bit components are the core technology for assembling complex structures.Why use combined bit components? By combining 16 auxiliary relays (M0-M15) into 1 word component, it can directly store analog data such as temperature and pressure, significantly saving register resources.
1. Mitsubishi PLC Combination Techniques
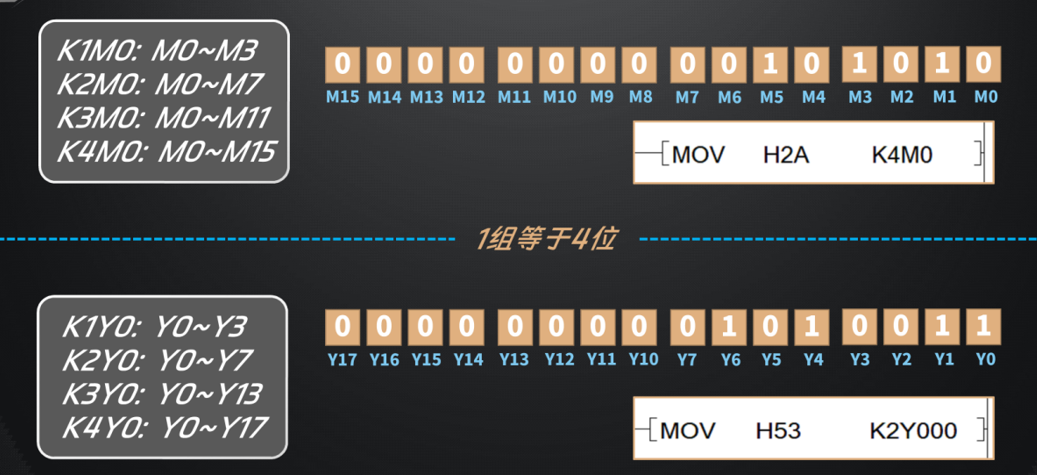
- Basic Format:
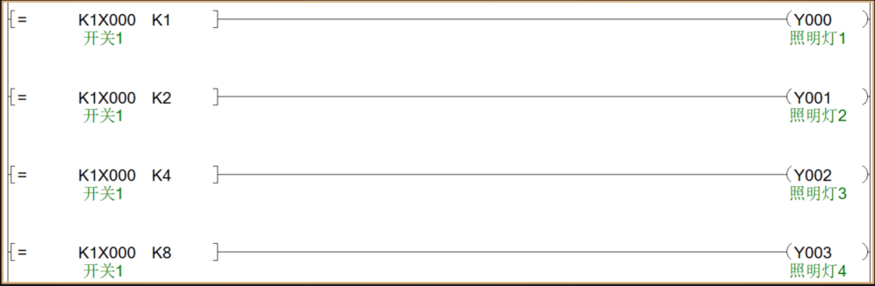
<span>Kn+Starting Address</span>, where n is the group number (1 group = 4 bits). For example,<span>K2M0</span>indicates M0-M7 for a total of 8 bits, while<span>K8Y0</span>covers Y0-Y37 for a total of 32 output bits. - Practical Case
4 switches control 4 lights (toggle switches), where pressing one button can control its corresponding light, and if multiple buttons are pressed simultaneously, all lights remain off.
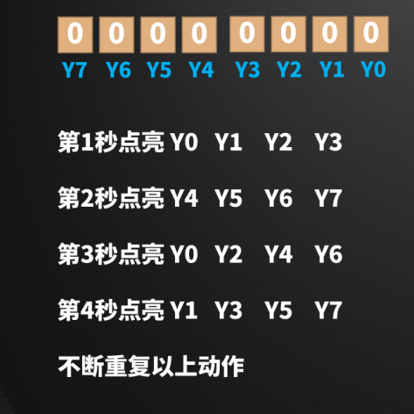
Running Light Control:
2. Comparison of Siemens and Mitsubishi Differences
| Function | Mitsubishi FX Series | Siemens S7 Series |
|---|---|---|
| Bit Combination Method | KnX/KnY/KnM (fixed group number) | DB block bit addressing (flexible division) |
| Data Length | Maximum 8 groups (32 bits) | Supports 1-32 bit customization |
| Typical Application | Digital tube display control | Complex process parameter storage |
Practical Tip: In Xinjie XD PLC, you can directly represent M10-M25 as a 16-bit word component using
<span>DM10</span>, which is more intuitive than the traditional<span>K4M10</span>notation.
3. Case Study: From Ladder Diagram to Industrial Site
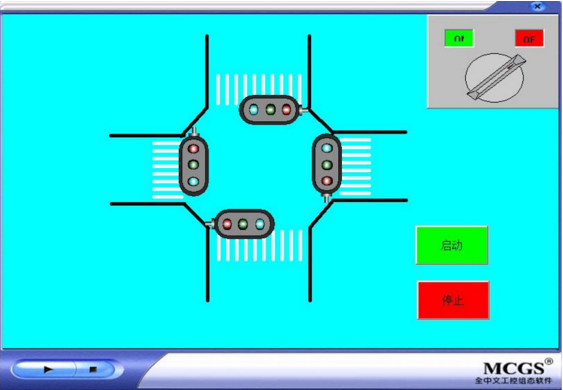
No matter how well you learn the theory, nothing beats hands-on debugging of a real project. The following two classic cases,Traffic Light Control andMulti-level Conveyor Belt, will guide you through the complete process of “Requirement Analysis → I/O Allocation → Logic Writing”.
Traffic Light Timing Control
Control Requirements: The north-south red light stays on for 25 seconds, while the east-west green light stays on for 20 seconds and then flashes 3 times (once per second), followed by a yellow light for 2 seconds before switching directions.