Click the blue text
Follow us FOLLOW US
Polycarbonate (PC) exhibits outstanding impact resistance, transparency, dimensional stability, excellent mechanical and electrical properties, as well as a high glass transition temperature, heat distortion temperature, and a wide range of operating temperatures (–60 to 120°C). The application fields of PC engineering plastics mainly include the glass assembly industry, automotive industry, and electronics and electrical industries, as well as industrial machinery parts, optical discs, packaging, office equipment such as computers, medical and healthcare, leisure, and protective equipment.
When burned, PC materials have a high char yield, can self-extinguish, and have a flame retardant rating of UL94 V-2. Although they have better flame retardancy compared to ordinary thermoplastics, they are still combustible, and during combustion, molten droplets can fall, easily igniting nearby materials. The flame retardancy requirements for thin-layer PC products are relatively high because low-thickness samples have a larger area in contact with flames during combustion, shorter heat and combustible material transfer paths, and a higher risk of droplet formation due to local softening under the influence of gravity. Adding flame retardant additives is an effective way to improve the flame retardancy of PC, but the industry has increasingly high requirements for the flame retardant performance of PC, with some applications also requiring good light transmission, leading to higher demands on flame retardant additives.
Huang Chenghui from Zhejiang Jiashan Shenjia Technology Co., Ltd. and others mainly focused on the flame retardancy requirements of thin-layer (0.7 mm) PC, studying the effects of using polytetrafluoroethylene (PTFE) as a droplet inhibitor and flame retardant on the flame retardancy, melt flow rate (MFR), light transmission, and the impact of droplet inhibitors on the mechanical properties of the material.
Raw Materials and Basic Formulation for Flame Retardant PC
Main Raw Materials
PC: PC-122, Chimei Industrial Co., Ltd.;
PC: 02-10R, Ningbo Zhetie Dafeng Chemical Co., Ltd.;
PC: WY-106BR, Lihua Yiwai Chemical Co., Ltd.;
PTFE droplet inhibitor: SJ-D100S, Jiashan Shenjia Technology Co., Ltd.;
Bisphenol A diphenyl phosphate (BDP): Pinghu Alaid Industrial Co.;
Decabromodiphenyl ether, sulfonate flame retardant FR-X9805: Guangzhou Yinyuan New Material Technology Co., Ltd.
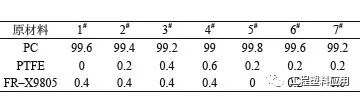
Flame Retardant PC Formulation
The basic formulation for flame retardant PC is shown in the table below. The sulfonate flame retardant FR-X9805 combined with PTFE and PC exhibits good flame retardant effects, superior to the flame retardants BDP and decabromodiphenyl ether.
Combustion Performance of PC with Different MFRs
The table below shows the test results of flame retardant effects after adding flame retardants and droplet inhibitors PTFE to PC with different MFRs (i.e., different specifications of PC). The same amounts of flame retardants and droplet inhibitors were controlled during the experiments.
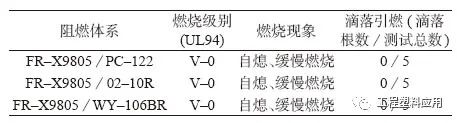
From the table above, it can be seen that the combustion phenomena of PC with different MFRs are relatively similar, and the influence of different MFRs of PC on the combustion performance of the droplet inhibitor and flame retardant composite system is minimal.
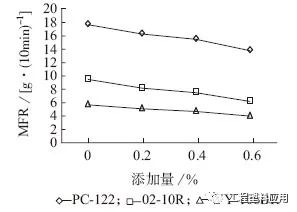
Effect of Droplet Inhibitor Content on Melt MFR
The following graph shows the relationship between different amounts of droplet inhibitors and MFR. Three types of PC with different MFRs were used for the experiments. As shown in the graph, with the increase in the content of the droplet inhibitor PTFE, the melt flow rate of the resin system shows a decreasing trend. The high molecular weight PTFE forms a “network” structure after being sheared in the screw, resulting in a certain shrinkage under heat, increasing the viscosity of the resin. Chimei PC-122 has a higher MFR.
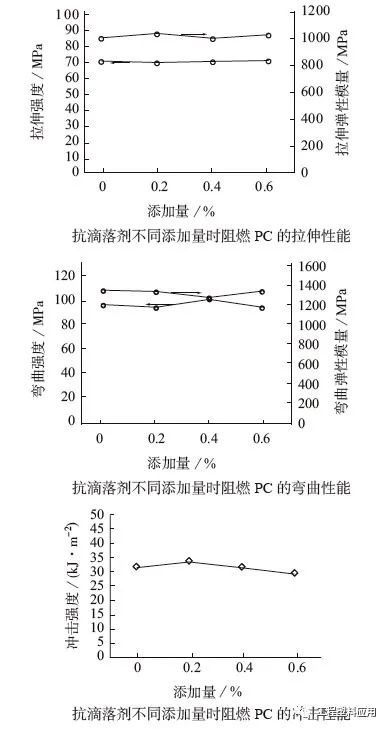
Impact of Different Amounts of Droplet Inhibitor on Material Mechanical Properties
The following graphs compare the effects of different amounts of droplet inhibitors on the tensile, flexural, and impact properties of the flame retardant PC system. PC selected is Chimei PC-122, with a fixed flame retardant content of 0.4%, and the droplet inhibitor is evaluated at different contents. From the comprehensive analysis of the graphs, it can be seen that adding a small amount of droplet inhibitor PTFE to the flame retardant PC system results in minimal changes in tensile, flexural, and impact strength, indicating that low amounts of droplet inhibitors have a minor effect on the mechanical properties of the flame retardant PC system.
Relationship Between Different Contents of Droplet Inhibitor and Light Transmission
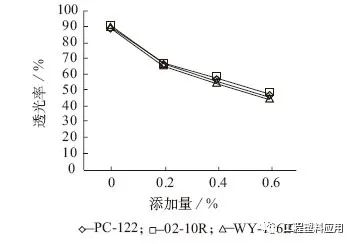
From the above graph, it can be seen that as the content of the droplet inhibitor PTFE increases, the light transmission of PC decreases, and transparency is reduced; the dispersion of the droplet inhibitor in PC affects the optical properties of the blend.
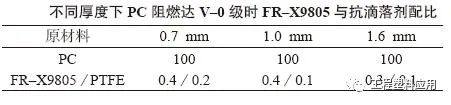
Flame Retardant Effect of PC Materials of Different Thicknesses
The table below shows the relationship between the amount of flame retardant FR-X9805 and PTFE droplet inhibitor added when PC achieves a UL94 V-0 rating at different thicknesses. The data indicates that to achieve a certain flame retardant effect, thin-layer PC materials require a higher amount of flame retardant additives. Low-thickness samples are more prone to droplet formation during combustion, making it difficult to achieve flame retardant and droplet inhibition effects with low additive amounts.
 Excerpt from “Engineering Plastics Applications” 2020 Issue 11,Huang Chenghui, Yao Yixin.“Flame Retardant Formulation and Performance of Polycarbonate Thin Films”.
Excerpt from “Engineering Plastics Applications” 2020 Issue 11,Huang Chenghui, Yao Yixin.“Flame Retardant Formulation and Performance of Polycarbonate Thin Films”.
Click the “Read the original text” below to enter the WeChat store, where you can choose technical books, professional journals, and raw materials and additives.