Three previous articles have been written about commonly used adhesives for PCBA components: Detailed Explanation of Key Parameters of Underfill Adhesives that Electronic Engineers Must Master, Practical Insights: Research and Selection Strategies for Common Adhesives in PCBA Encapsulation, and Process Requirements and Operation Guidelines for Encapsulation Adhesives. This article primarily studies the feasibility of different types of adhesives for fragile components on mobile phone product PCBA, aiming to reduce the scrap rate caused by component collisions on PCBA.
Abstract: This experiment mainly investigates the protective effects of different types of adhesives on fragile components on mobile phone motherboards. By analyzing commonly used adhesive types through industry research, studying adhesive product characteristics, and selecting suitable experimental adhesive models. Through motherboard encapsulation experiments, the flowability of the adhesive is studied, the reliability of the adhesive is determined through push-pull force testing, the impact resistance of the adhesive on PCBA is verified, and the repairability after adhesive curing is tested, estimating the cost of PCBA encapsulation.
Keywords: motherboard; encapsulation; diffusion; reliability; repairability
1. Introduction
According to statistical data from the factory production line, the scrap rate of mobile phone product PCBA due to component collisions was 0.013% in 2017, resulting in a loss of nearly 100,000 yuan. Data analysis of scrapped motherboards revealed that damaged components are mostly located at the edges of the PCBA, which are prone to collisions during PCBA turnover, board separation, testing, and other operations. Currently, mobile phone products do not have specialized protection for fragile components, relying only on standardized employee operations and improving employee proficiency to ensure safety. To address the scrap issue caused by component collisions on mobile phone PCBA, it is proposed to use adhesives to encapsulate and protect fragile components on the motherboard.
2. Adhesive Research
2.1 PCBA Collision Data Analysis
Based on fault data provided by production, an analysis of PCBA collisions was conducted, with the top three components being: distance sensors, capacitive and resistive components, and geomagnetic chips, accounting for a cumulative 73.29%. See Figure 1. The collided components are mainly distributed at the edges of the PCBA, around connectors or positioning holes.
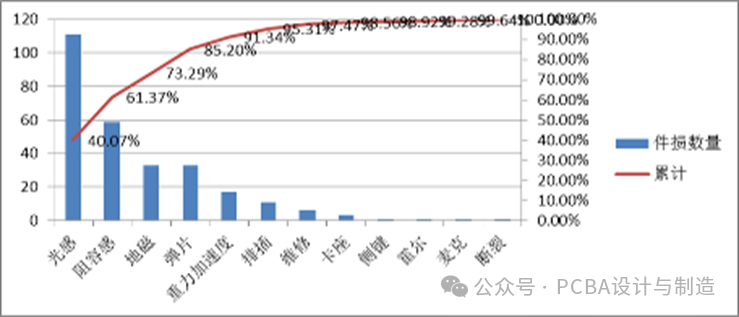
Figure 1: Analysis of PCBA Collision Component Types
Additionally, the likelihood of collisions with tall or isolated components is also relatively high. See Figure 2.
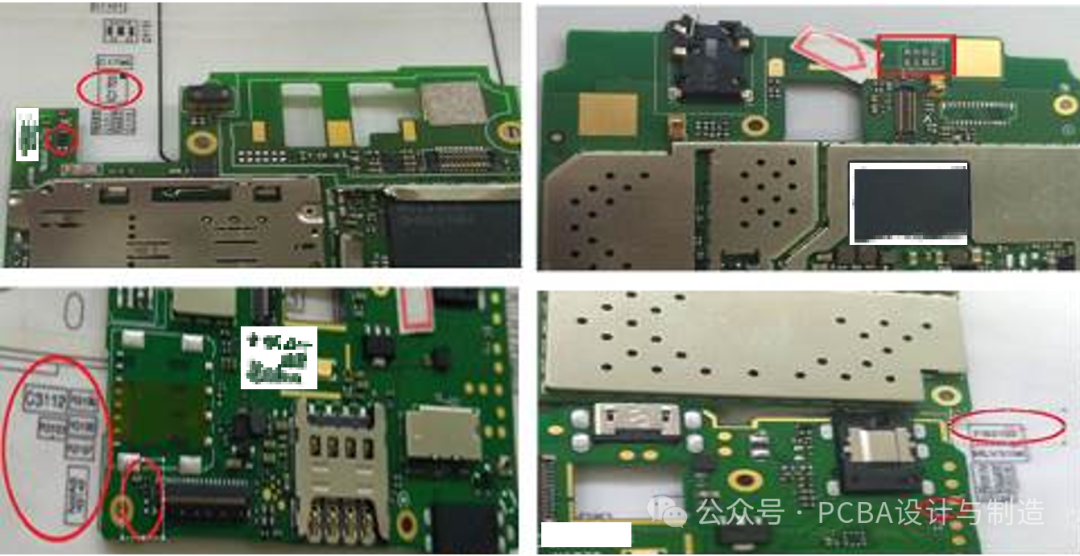
Figure 2: PCBA Collision Locations
2.2 Industry Encapsulation Research
Through disassembly analysis of competing products from leading mobile phone brands such as iPhone, HW, and OV, it was found that the flagship products of these brands have implemented encapsulation protection for their PCBA. For the encapsulation status of competing mobile phone PCBA, please refer to Figure 3.
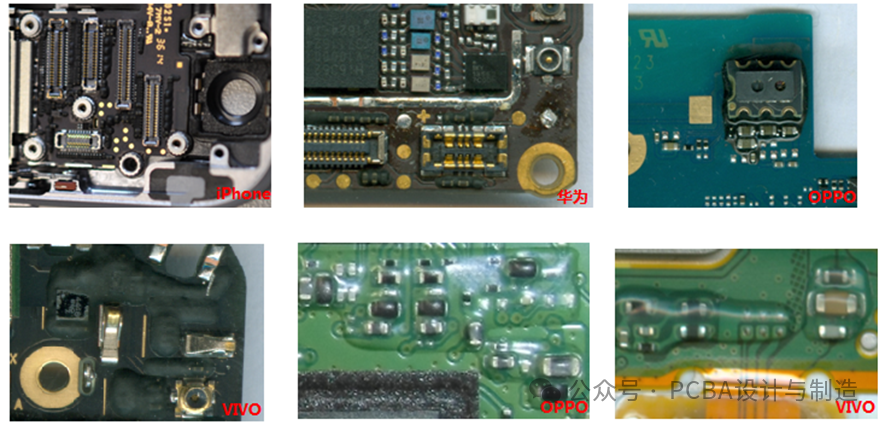
Figure 3: Industry PCBA Encapsulation Research
Further analysis of the encapsulation locations of components in competing mobile phone PCBA summarizes as follows:
1) Small components around board connectors.
2) Small components at the edges of the PCB.
3) Components that require insertion and removal, such as coaxial connectors.
4) Tall components such as distance sensors.
5) Fragile components such as glass bodies.
6) Other fragile components.
2.3 Adhesive Models and Parameters
After research, the main adhesives currently used in mobile products include bonding adhesives, underfill adhesives, thermally conductive and electrically conductive adhesives, UV adhesives, encapsulation adhesives, sealing adhesives, and instant adhesives. For encapsulation protection of SMT components on PCBA, the types of adhesives that can be used for encapsulation tests include underfill adhesives, bonding adhesives, encapsulation adhesives, instant adhesives, UV adhesives, and sealing adhesives. The characteristics and uses of various adhesives are detailed in Table 1.
Table 1: Common Adhesive Types, Uses, and Characteristics for PCBA
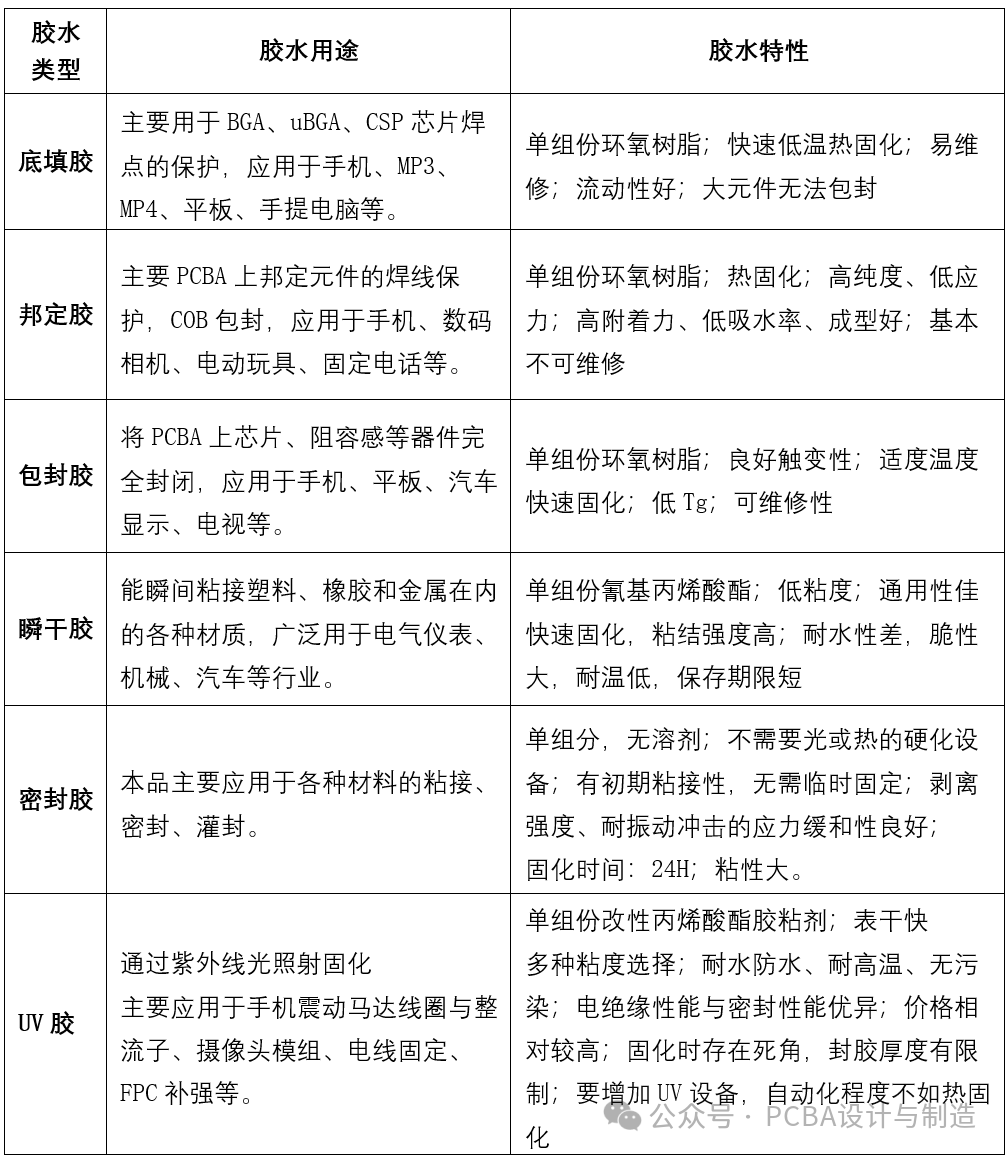
Bonding adhesives have high hardness and are basically non-repairable. Considering the repairability after encapsulation of mobile motherboards, bonding adhesives are not suitable for encapsulating mobile motherboards.
Instant adhesives are brittle, have low peel and impact strength, and poor heat and moisture resistance, making them unsuitable for mobile motherboards.
UV adhesives must use transparent materials, and the bottom and dead corner positions are difficult to cure. Tall components such as distance sensors will have shadowing effects that impact curing, making them unsuitable for mobile motherboards.
Therefore, this experiment selects three types of test adhesives: underfill adhesive, encapsulation adhesive, and sealing adhesive.
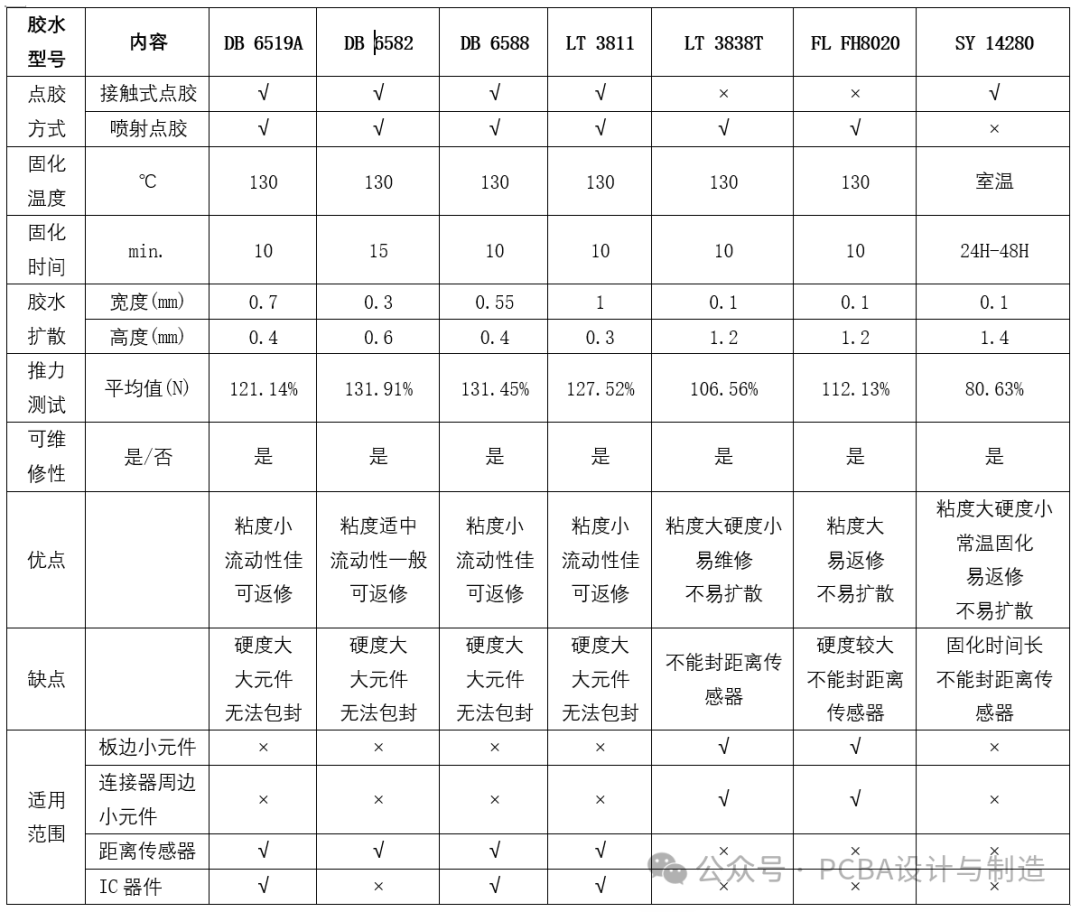
In total, seven types of adhesives were selected for verification: underfill adhesives LT 3811, DB 6519A, DB 6582, DB 6588; encapsulation adhesives LT 3838T, FL FH8020; and sealing adhesive SY 14280. The adhesive models and common parameters are shown in Table 2.
Table 2: Test Adhesive Models and Parameters
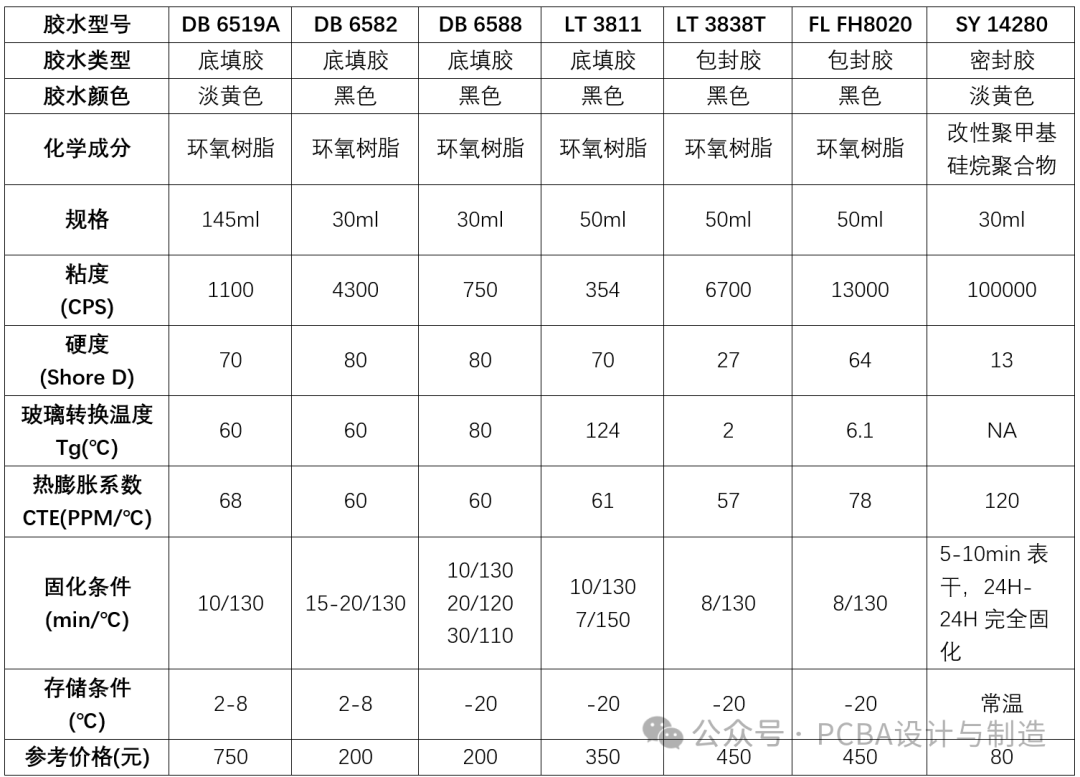
Common adhesive parameter descriptions:
1) Viscosity
Viscosity is the property of a liquid that generates internal friction between its molecules when flowing, and the magnitude of viscosity is expressed in centipoise (CPS), where 1Pa.s=1000CPS.
2) Hardness
Hardness is the ability of a material to resist penetration by harder objects. The hardness of cured adhesive is generally expressed in Shore D hardness data. The unit of Shore hardness is degrees.
3) Glass Transition Temperature Tg
The glass transition temperature Tg is an important characteristic parameter of materials, where many properties of materials change dramatically near the glass transition temperature. It is generally measured by thermomechanical analysis (TMA). The unit of Tg is °C.
4) Coefficient of Thermal Expansion (CTE)
The coefficient of thermal expansion (CTE) is the phenomenon of expansion and contraction of an object due to temperature changes, and its change ability is measured by the change in length caused by a unit temperature change under constant pressure. The unit of the coefficient of thermal expansion is ppm/°C.
3. PCBA Component Encapsulation Test Plan
3.1 Overall Encapsulation Test Plan
1) Identify the collision locations and component types on the mobile motherboard.
2) Evaluate the characteristics and applications of PCBA adhesives, and determine the test adhesive models.
3) Adhesive diffusion testing.
4) Push force testing of components after encapsulation.
5) Repairability testing after encapsulation.
6) Cost estimation for encapsulation.
The overall technical plan for PCBA component encapsulation testing is shown in Figure 4.
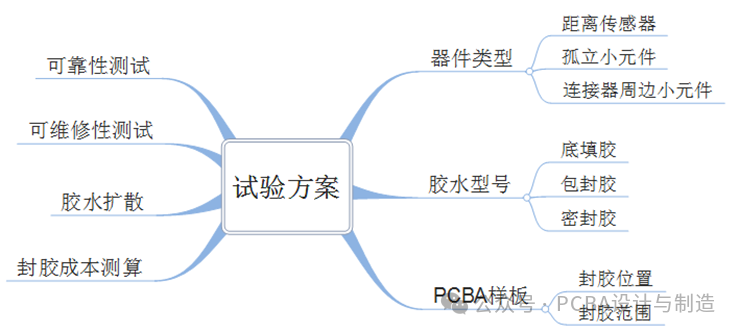
Figure 4: Overall Encapsulation Test Plan
3.2 Encapsulated Component Types
Based on the analysis of mobile motherboard collision data, encapsulation is mainly targeted at three types of components: distance sensors, small components at the board edges (isolated), and small components around connectors. These three types of components account for over 60% of the total component damage.
3.3 Encapsulation Locations and Range
Encapsulation locations: For distance sensors, small components at the board edges (isolated), and small components around connectors, the encapsulation locations are determined. See the devices within the red box in Figure 5.
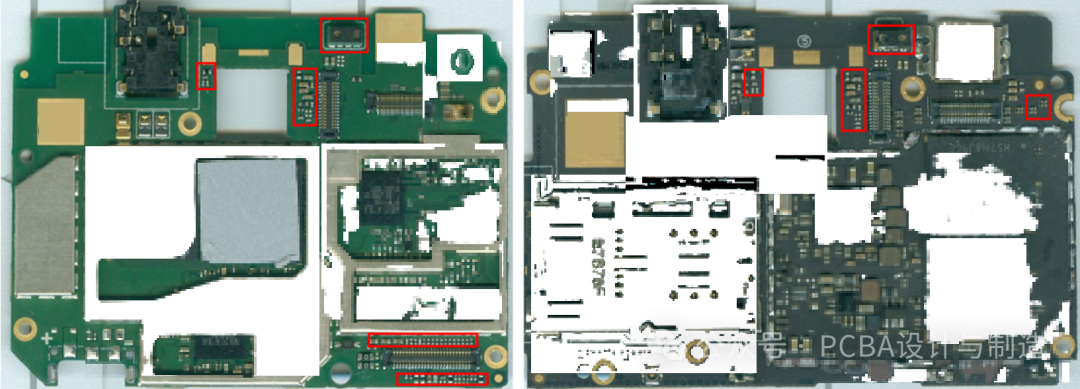
Figure 5: PCBA Encapsulation Locations
Encapsulation range: According to current PCB design rules, components must be at least 0.4mm from the board edge, and small components must also be at least 0.4mm from connectors. Such components require adhesives with high viscosity that do not easily diffuse or penetrate. The adhesive width expansion should be less than 0.4mm. For small components, the encapsulation must completely cover the component to effectively prevent collisions, so the encapsulation height must be greater than the component height. That is: width expansion W≤0.4mm, height expansion H≥component height. See Figure 6.
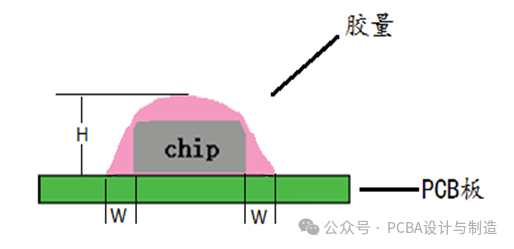
Figure 6: Sample Encapsulation Locations and Range
4. Test Process and Result Analysis
4.1 Preparation Before Testing
Test samples: 14 pcs of PCBA for a certain project, 7 pcs of light boards.
Dispensing equipment: BOW B-300S.
Spraying equipment: AXXON AU77S, dispensing valve: V-7000.
Electronic scale: Jiansi JAS-200 (accuracy 0.001g).
High-temperature oven: C4-180.
Adhesive samples: LT 3811, LT 3838T, DB 6519A, DB 6582, DB 6588, FL FH8020, SY 14280.
The main test equipment and adhesive samples are shown in Figure 7.

Figure 7: Main Test Equipment and Adhesive Samples
4.2 Adhesive Diffusion Test
Test standard: Adhesive diffusion width W≤0.4mm, thickness H≥0.8mm. (Test component 1608-C)
Test equipment: Dispensing machine BOW B-300S, spraying machine AXXON AU77S
Test method: After dispensing adhesive on the light board, immediately measure the diameter of the adhesive dot, and measure the diameter again after the adhesive cures. Compare the two measurements to statistically analyze the adhesive diffusion data in the width direction. For the PCBA sample 1608-C component, spray adhesive and measure the height of the cured adhesive compared to the component height.
Test results: The diffusion of the adhesive in the width direction during the light board dispensing test is shown in Figure 8. The height diffusion of the adhesive during the PCBA sample spraying test is shown in Figure 9.
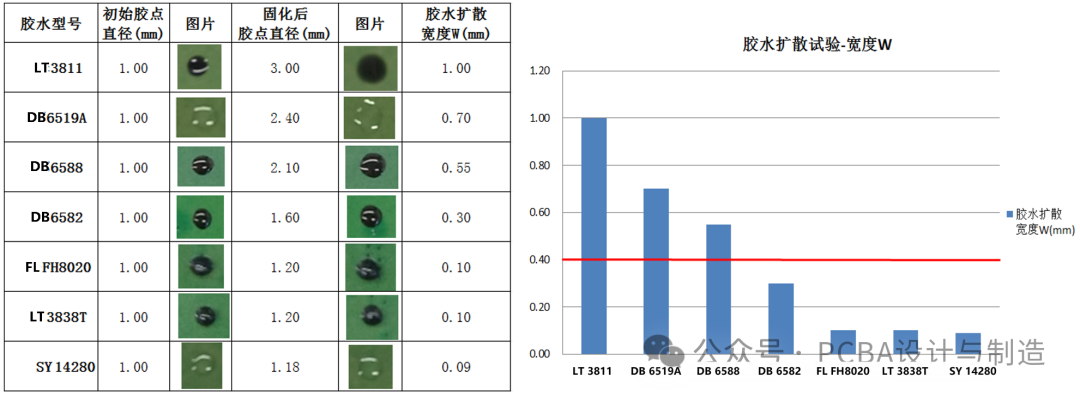
Figure 8: Adhesive Diffusion Test – Width Direction
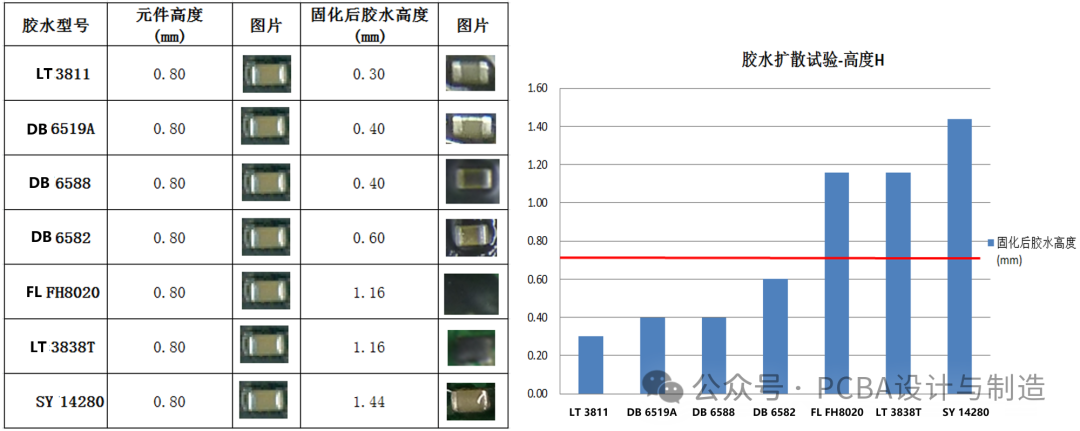
Figure 9: Adhesive Diffusion Test – Height Direction
Diffusion test result analysis:
1) Adhesives LT 3811, DB 6519A, and DB 6588 had width diffusion greater than 0.4mm.
2) Adhesives TL 3811, DB 6519A, DB 6588, and DB 6582 generally flowed beneath the components, with heights less than 0.8mm (thickness of 1608-C).
3) Underfill adhesives have good diffusion performance, while encapsulation and sealing adhesives have poor diffusion performance.
4) The diffusion performance of adhesives is inversely proportional to the viscosity of the adhesive.
Diffusion test conclusions:
1) Underfill adhesive width diffusion >0.4mm, height diffusion < component thickness, making it unsuitable for encapsulating small components at board edges and around connectors.
2) Encapsulation and sealing adhesives meet the width diffusion and height requirements of the test.
4.3 Reliability Test
Test objective: To achieve at least double (≥100%) push force increase after encapsulation of components.
Test equipment: Push-pull force gauge Aidebo HP-500 (0-500N)
Test method: Select seven types of adhesives: LT 3811, DB 6519A, DB 6582, DB 6588, FL FH8020, LT 3838T, SY 14280, and encapsulate four types of components: distance sensors, resistors (1608-R), capacitors (1608-C), and inductors (1608-L) on the test samples. After curing, perform push force testing and compare the increase ratio of push force data before and after encapsulation. Note: Sealing adhesive SY14280 is tested after curing at room temperature for 24 hours, while other adhesives are cured according to process parameters.
Test results: Push force test results are shown in Tables 3-9, with data summarized in Table 10 and Figure 10.
Table 3: Push Force Test for LT 3811
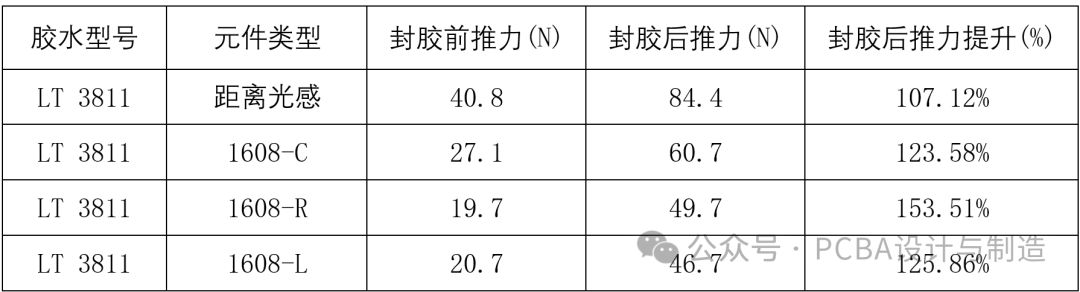
Table 4: Push Force Test for DB 6519A
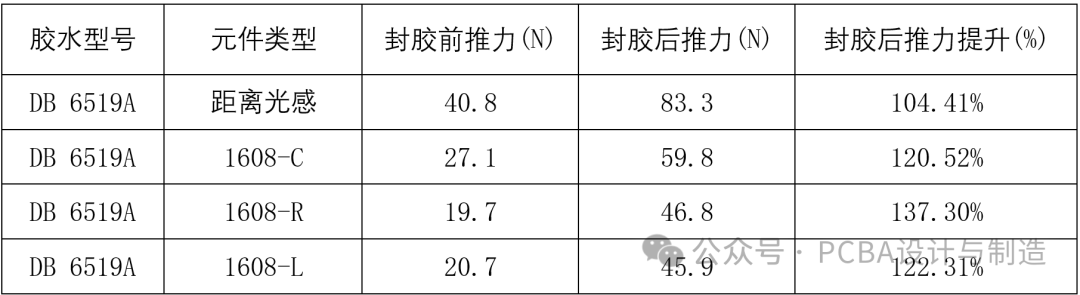
Table 5: Push Force Test for DB 6582
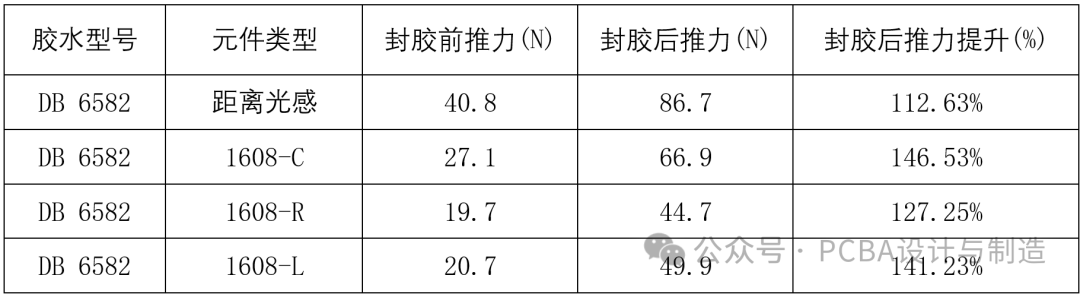
Table 6: Push Force Test for DB 6588

Table 7: Push Force Test for FL FH8020
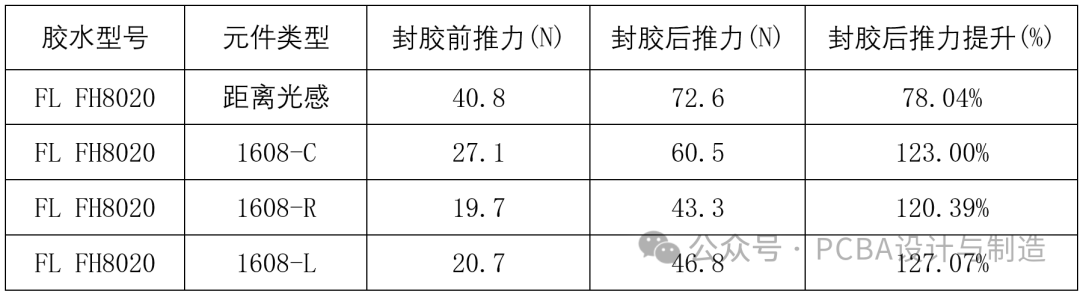
Table 8: Push Force Test for LT 3838T
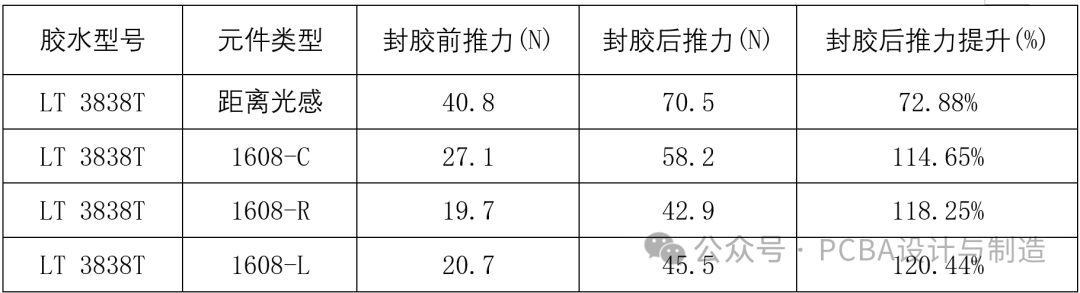
Table 9: Push Force Test for SY 142801
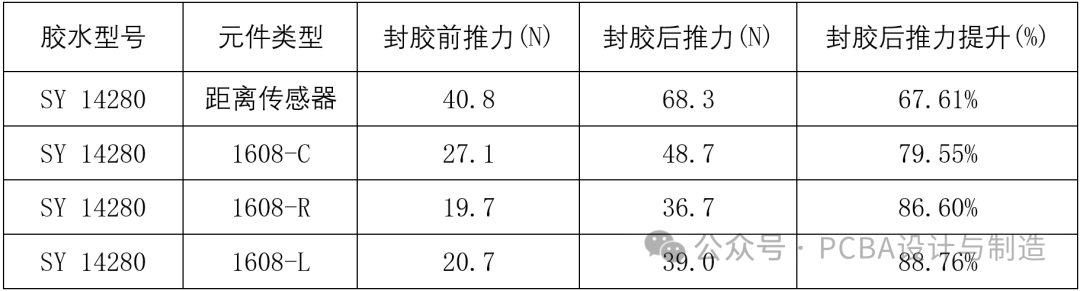
Table 10: Summary of Adhesive Push Force Test Data
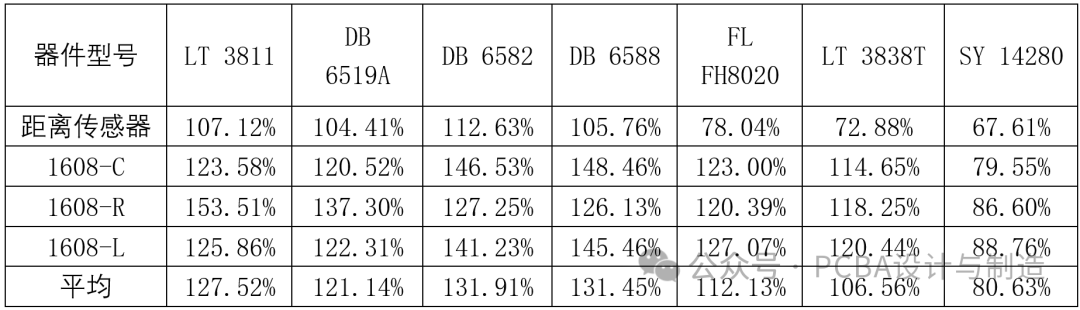
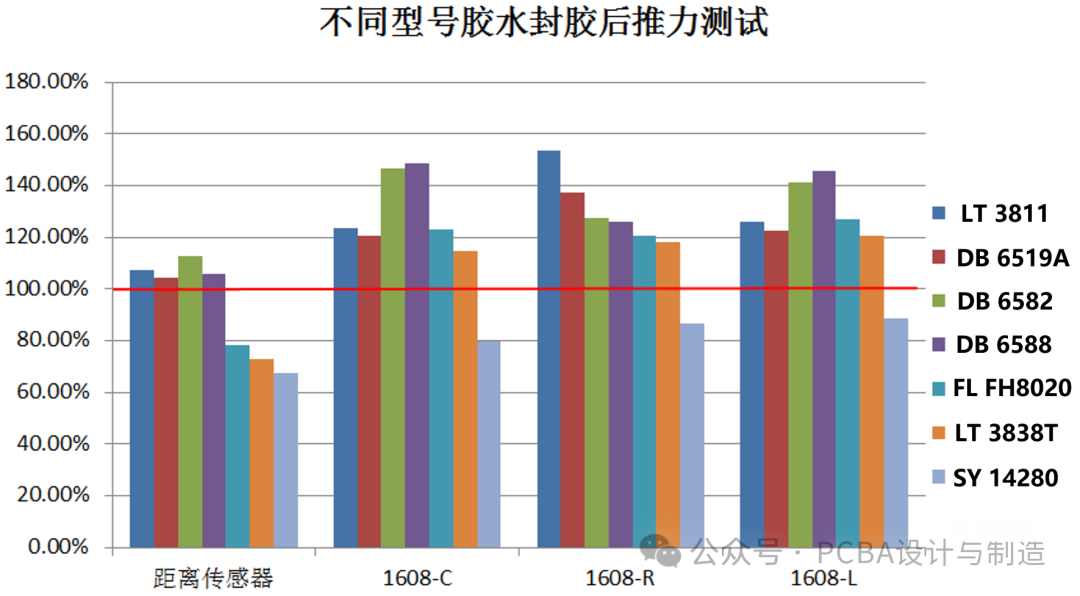
Figure 10: Push Force Testing of Different Adhesive Models
Test result analysis:
1) For the four types of components, the push force increase ratio for sealing adhesive SY14280 is less than one, below the test target value.
2) For the four types of components, the push force increase after encapsulation with LT 3811, DB 6519A, DB 6582, and DB 6588 is greater than one.
3) The push force increase ratio for capacitive and resistive components after encapsulation (underfill and encapsulation adhesives) is greater than 100%.
4) The push force increase for distance sensors using underfill adhesive is greater than 100%, while using encapsulation and sealing adhesives is less than 100%.
5) The average push force increase after encapsulation with underfill adhesive is greater than that of encapsulation and sealing adhesives.
Push force test conclusions:
1) The push force increase ratio for sealing adhesive is less than the test target value, making it unsuitable for motherboard encapsulation. Further testing will not continue.
2) The push force increase ratio for encapsulation adhesive for distance sensors is less than the test target value, making it unsuitable for encapsulating tall components like distance sensors.
3) Capacitive and resistive components can use underfill and encapsulation adhesives.
4) Distance sensors can use underfill adhesive.
4.4 Repairability Test
Test objective: To verify the repairability of cured adhesives, components must be repairable after encapsulation.
Test equipment: Hot air gun HAKKO 850B (0-800°C)
Test method: After curing the encapsulated PCBA, use the hot air gun to heat the sample, testing the peel-off situation of underfill adhesives at 60°C, 80°C, 120°C, 150°C, 180°C, and 240°C, and the peel-off situation of encapsulation adhesives at 60°C, 80°C, 120°C, 140°C, 180°C, and 240°C. Analyze the repairability of the adhesive based on the ease of peeling at different temperature conditions.
Test results: Repair test results are shown in Table 11.
Table 11: Adhesive Repairability Test
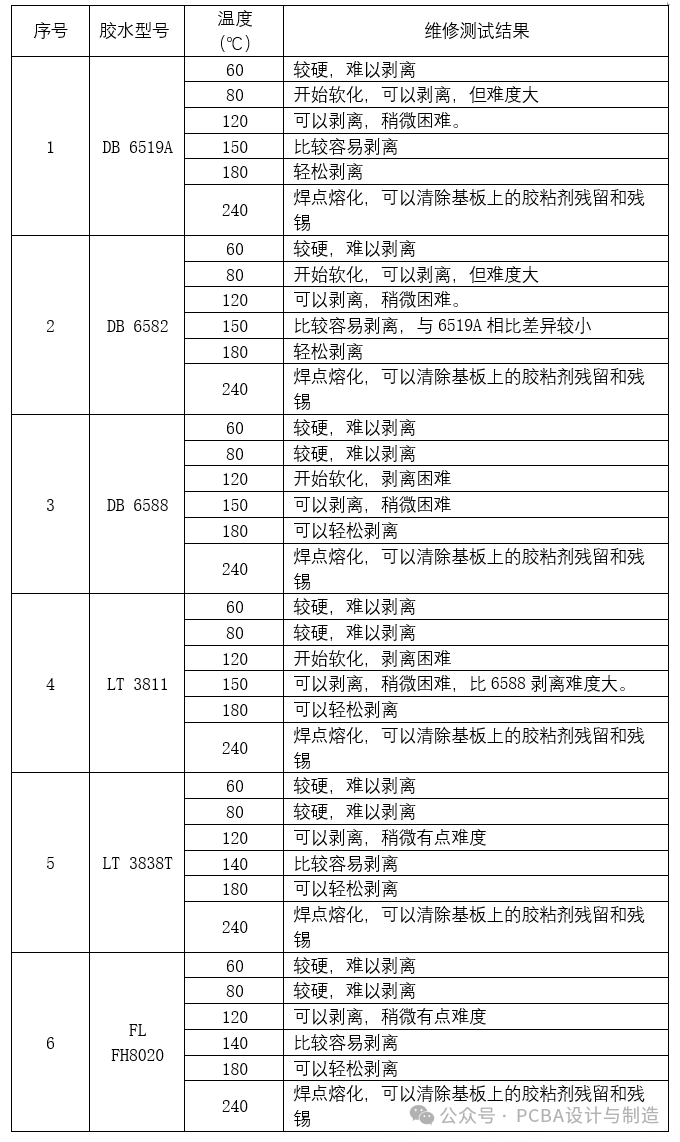
Test result analysis:
1) Encapsulation adhesives LT 3838T and FL FH8020 can be easily peeled off when heated to 140°C, indicating good repairability.
2) Underfill adhesives DB 6519A, 6582, 6588, and LT 3811 can be removed when heated to 180°C, indicating relatively good repairability.
3) Repairability ranking (from easy to difficult): LT 3838T>FL FH8020>DB 6519A>DB 6582>DB 6588>LT 3811.
4) The higher the hardness of the adhesive, the higher the glass transition temperature, and the more difficult it is to repair.
Repairability test conclusions:
1) All six tested adhesives are repairable, indicating good repairability.
2) Encapsulation adhesives are relatively easier to repair than underfill adhesives.
From a repairability perspective, underfill adhesive DB 6519A is preferred, while encapsulation adhesive LT 3838T is preferred.
4.5 Encapsulation Cost Estimation
Encapsulation costs include: labor costs, material costs, energy costs, and key spare parts costs, excluding the investment costs of encapsulation equipment, curing ovens, etc.
Encapsulation locations: Encapsulation locations include small components at board edges, isolated small components, small components around connectors, and distance sensors.
Adhesive models: Encapsulation adhesive uses Loctite 3838T for encapsulating small components at board edges, isolated small components, and components around connectors. Underfill adhesive uses Debond 6519A for encapsulating distance sensors.
Using the F23E.10 motherboard as a sample for encapsulation, based on a single shift production of 10,000 units, the encapsulation cost per board is shown in Table 12.
Table 12: Cost Estimation per Board

Cost analysis: From the above data, labor costs are approximately 0.13 yuan/unit, adhesive material costs are approximately 0.30 yuan/unit, equipment energy costs are approximately 0.01 yuan/unit, and key spare parts costs are approximately 0.01 yuan/unit, totaling 0.44 yuan/unit.
Conclusion: The encapsulation of PCBA is expected to increase costs by 0.44 yuan (excluding equipment investment costs).
4.6 Encapsulation Curing Conditions
The product specifications provided by adhesive manufacturers include recommended curing temperature and time parameters, with a maximum temperature generally being 130°C and a time of 10-15 minutes.
Underfill adhesives DB 6519A, DB 6588, and LT 3811 have curing conditions of 130°C for 10 minutes, while DB 6582 has curing conditions of 130°C for 15 minutes.
Encapsulation adhesives LT 3838T and FL FH8020 have curing conditions of 130°C for 10 minutes.
It has been verified that following the recommended temperature and time, the adhesives can cure normally, and the curing temperature for encapsulation is far lower than the reflow soldering temperature of PCBA (around 250°C), indicating that the encapsulation curing operation does not affect the PCBA.
Therefore, this experiment does not study the curing parameters for encapsulation and directly uses the parameters recommended by the manufacturer.
4.7 Dispensing Method
The choice of dispensing method is directly related to the viscosity of the adhesive, as shown in Table 13. Among the test adhesives, underfill adhesives have relatively low viscosity and good flowability, allowing for both contact dispensing and spray dispensing. Encapsulation adhesives have high viscosity and poor flowability, making contact dispensing impossible, and can only use spray dispensing. Loctite 3838T and FL FH8020 used needle dispensing, resulting in adhesive accumulation on the surface of components, failing to achieve encapsulation effect, leading to test failures. See Figure 11.
Table 13: Dispensing and Spraying Selection
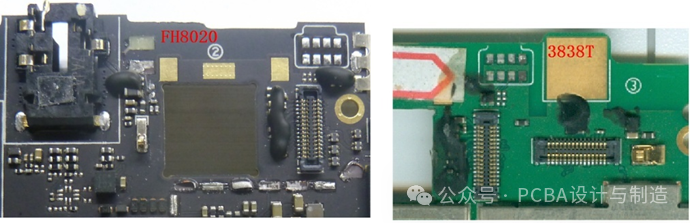
Figure 11: Encapsulation Adhesive Contact Dispensing Test
4.8 Dispensing Test Result Summary
Based on the set parameters, dispensing tests were conducted on four types of underfill adhesives and two types of encapsulation adhesives, with underfill adhesives using contact dispensing and encapsulation adhesives using spray dispensing. The images of PCBA after adhesive curing are shown in Figure 11, and the summary of encapsulation test results is shown in Table 14.
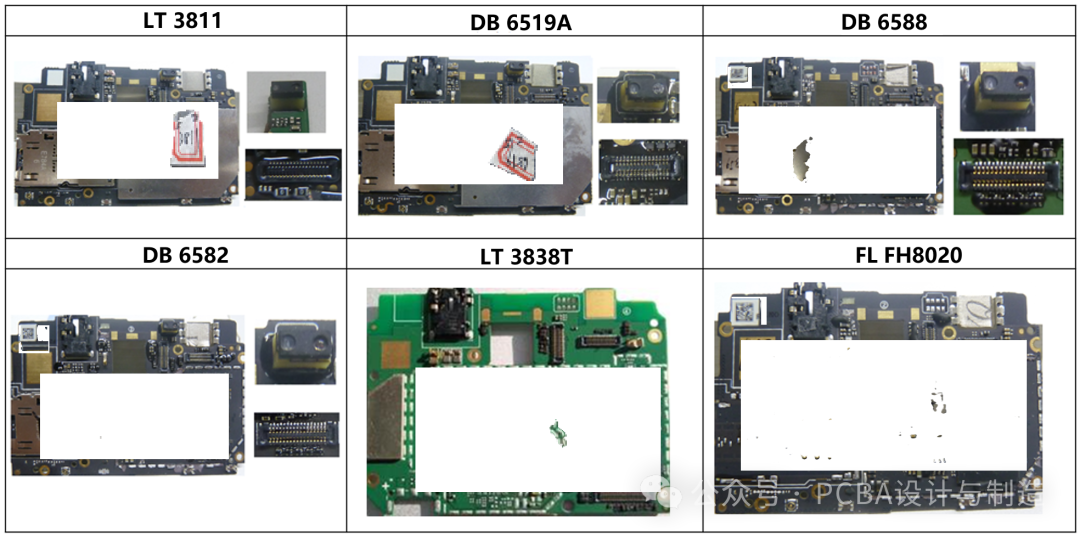
Figure 11: Dispensing Test Images
Table 14: Summary of Encapsulation Test Results
5. Conclusion
1) Using encapsulation and underfill adhesives can protect fragile components on mobile motherboards, reducing the scrap caused by component damage.
2) Underfill adhesives are suitable for distance sensors and IC components, and can use either contact dispensing or spray dispensing. Encapsulation adhesives are suitable for small components at board edges and components around connectors, and must use spray dispensing.
3) Sealing adhesives are not suitable for encapsulating components on mobile motherboards.
4) The push force increase after curing of underfill and encapsulation adhesives is at least double.
5) Both underfill and encapsulation adhesives meet normal repair requirements.
6) The encapsulation of motherboards is expected to increase costs by 0.44 yuan/unit.
6. Future Work
Encapsulation adhesives are being applied for the first time on mobile motherboards. The number of encapsulation samples in this experiment is small, and batch verification needs to be conducted on production projects to continue improving the encapsulation process. Future work will focus on:
1) Completing the encapsulation process design, including encapsulated components, encapsulation range, encapsulation routes, and structural avoidance.
2) Selecting projects for encapsulation verification, implementing encapsulation processes, and tracking results to optimize the encapsulation process based on verification results.
3) Promoting the factory to quickly implement encapsulation equipment planning and complete technical and quality training for operators.
4) Learning from industry benchmark companies to improve PCBA encapsulation process levels.
References:
[1] Adhesive Supplier TDS Information
[2] Technical Communication Materials from Adhesive Manufacturers
[3] Practical Insights: Research and Selection Strategies for Common Adhesives in PCBA Encapsulation