Abstract:
In recent years, the Industrial Internet has become a global focus. As a product of the deep integration of the industrial system and the Internet under the digital wave, the Industrial Internet is regarded as a key support for a new round of industrial revolution. The construction and development of the Industrial Internet represent a significant historical opportunity for a new round of technological revolution and industrial transformation, and will become an important means to reshape industrial competitiveness. Opportunities always coexist with challenges. While the Industrial Internet of Things (IIoT) contains enormous opportunities, it also presents many challenges to various sectors including industry, academia, and research. The integration of industry and the Internet has many issues to resolve in areas such as network architecture, communication, security, perception, and computation. To promote academic exchange and technological promotion in the field of the Industrial Internet, the journal “Application of Electronic Technique” plans to launch a special column on “Industrial Internet” in issue 12 of 2019. Researchers in related fields are warmly invited to pay close attention and actively submit articles!

Guest Editor:Dr. Lin Rongheng, Associate Professor at the State Key Laboratory of Networking and Switching Technology, Beijing University of Posts and Telecommunications, and a member of the Service Computing Committee of the China Computer Federation. He has long been engaged in research on cloud computing and big data, focusing on industrial applications, particularly in industrial big data. He has completed more than 30 national and provincial-level projects. Among them, the project “Key Technologies and Applications for Integrated Service Support Environment” won the second prize of the National Science and Technology Progress Award. Currently, he is involved in multiple industry-academia-research projects related to the Internet of Things and big data. He has served as a reviewer for well-known domestic and international journals such as Transactions on Service Computing and the Journal of Communication. As an educator, he has received awards for excellence in teaching at Beijing University of Posts and Telecommunications and has authored textbooks such as “Software Architecture”, which have been adopted as designated textbooks for undergraduate or graduate students at several domestic universities.
Abstract: In response to the complexity and specificity of the production environment in the steel industry, a design for an NB-IoT metallurgy node temperature acquisition and remote monitoring system is proposed. This system utilizes the AD8495 amplifier to process K-type thermocouple cold junction compensation for on-site temperature and parameter acquisition, employs linearization algorithms processed by the STM32 node, communicates via Modbus and NB-IoT networks with remote computers, and achieves remote monitoring and safety management of the blast furnace channel’s special environment based on a LabVIEW upper computer. Experiments show that compared to traditional single local monitoring, this system fully utilizes the advantages of NB-IoT technology, enabling synchronous real-time monitoring both locally and remotely, while also being cost-effective, widely covered, and supporting multiple wireless connections.Citation format in Chinese: Deng Rendi, Liu Xiong, Wu Chun. Design of temperature acquisition and remote monitoring system for NB-IoT metallurgy node[J]. Application of Electronic Technique, 2019, 45(12): 6-9, 15. Citation format in English: Deng Rendi, Liu Xiong, Wu Chun. Design of temperature acquisition and remote monitoring system for NB-IoT metallurgy node[J]. Application of Electronic Technique, 2019, 45(12): 6-9, 15.
0 Introduction
The large output of molten iron from blast furnaces and the harsh conditions of metallurgy production have led to increasingly severe erosion of the iron water channel, necessitating manual temperature measurements at regular intervals, which are not very accurate, costly, and pose low safety assurance[1]. To comprehensively measure the temperature of the blast furnace metallurgy channel and understand the temperature and corrosion conditions of the iron water channel, a multi-node data transmission method using RS485 master-slave communication is utilized. RS485 provides stable, immediate, and reliable data communication; however, it has inherent limitations, such as communication speed restricting transmission distance, leading to increased data packet loss rates and decreased transmission speeds with distance, resulting in serious multi-node data loss. The cellular-based NB-IoT is a narrowband IoT technology designed for IoT needs, offering advantages such as low cost, wide coverage, and wireless transmission, and is widely applied in the Internet of Things domain. The NB-IoT module aggregates multi-node data from the on-site RS485 bus and transmits it to the upper computer via a 4G network. In summary, this paper designs an NB-IoT metallurgy node temperature acquisition and remote monitoring system centered around the STM32, combining the advantages of Modbus and NB-IoT wireless communication, to address issues such as the wide distribution of temperature monitoring nodes in the blast furnace metallurgy channel, the distance of monitoring computers, high costs of on-site monitoring in high-temperature environments, and low safety assurance in production, achieving effective operational monitoring and optimization during the blast furnace production phase.
1 System Design
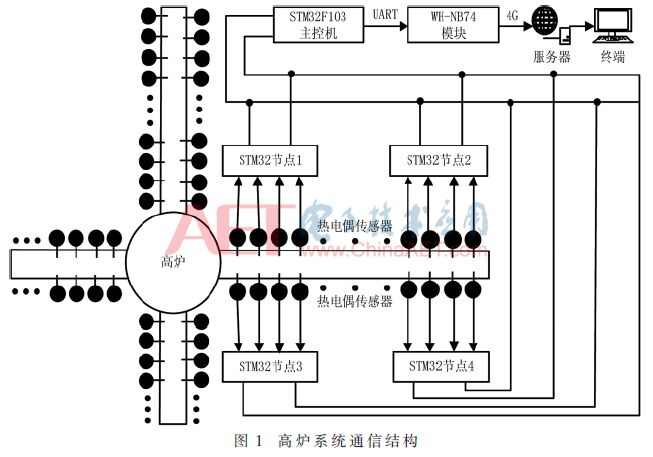
This paper proposes a design for an NB-IoT metallurgy node temperature acquisition and remote monitoring system, which mainly consists of temperature monitoring nodes based on AD8495 K-type thermocouples, a main controller based on STM32F103C8T6 with Modbus and ADS1256, and a PC upper computer based on NB-IoT network transmission[2-4]. The communication structure of the blast furnace system is shown in Figure 1, where multiple K-type thermocouple sensors are placed in the blast furnace metallurgy channel. The temperature data collected by the thermocouples is transmitted unidirectionally to the STM32 node, where it is compensated for cold junction effects and processed through linearization algorithms using AD8495. Multiple STM32 nodes communicate with the STM32 main controller via RS485 bus, which then achieves NB-IoT network communication with the PC terminal through the WH-NB74 chip.
2 System Hardware Design
2.1 K-type Thermocouple Temperature Acquisition Circuit Based on AD8495
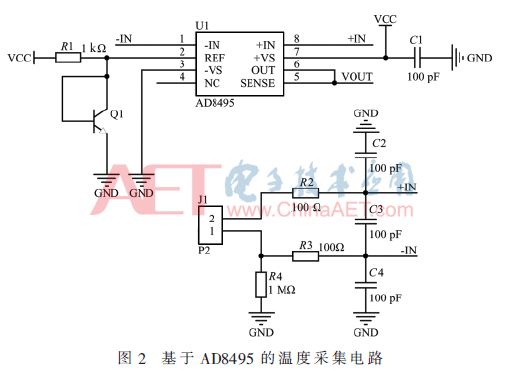
The AD8495 provides internal cold junction compensation, and its high common-mode rejection ratio effectively suppresses common-mode noise introduced by thermocouple wires or extension wires[5]. The output end of the thermocouple is connected to the differential input IN of the AD8495, with temperature data amplified through a fixed gain of 122.4 in the differential circuit for the weak electrical signals from the thermocouple. A low-pass filter is used to eliminate RF signal interference from the K-type thermocouple. During wiring, the AD8495 is placed close to the cold junction of the K-type thermocouple to minimize cold junction temperature errors, further enhancing temperature acquisition accuracy. The temperature acquisition circuit based on AD8495 is shown in Figure 2.
2.2 Multi-channel Analog-to-Digital Conversion Circuit Based on ADS1256
The design of the multi-channel analog-to-digital conversion circuit for the ADS1256 includes reference voltage circuits and AD conversion circuit designs, as well as STM32 and external interface communication circuit designs. The reference voltage circuit and AD conversion circuit design employs the 24-bit high-precision synchronous sampling AD conversion chip ADS12568 to achieve low-noise, multi-channel data acquisition. The STM32 and external interface communication circuit design utilizes the SPI, RS485, and USART data communication capabilities of the STM32 chip.
2.3 NB-IoT Network Transmission Module Based on WH-NB73
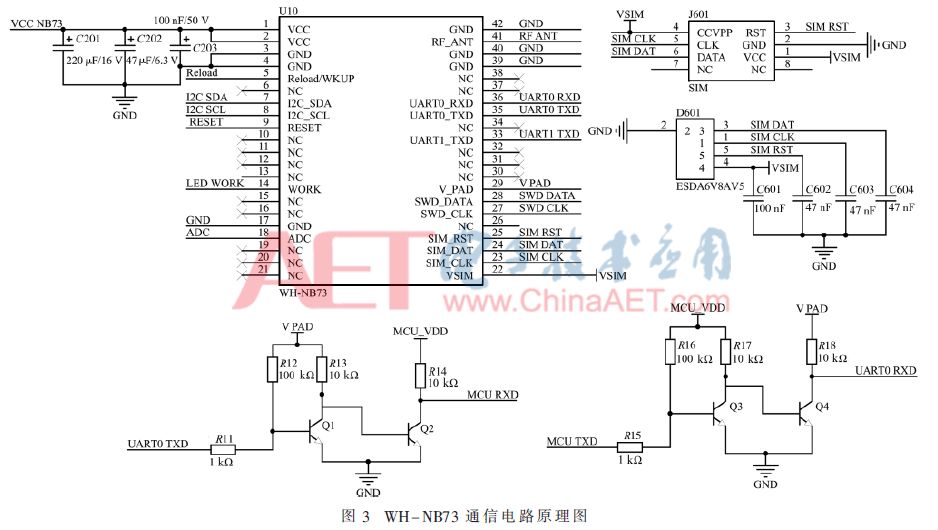
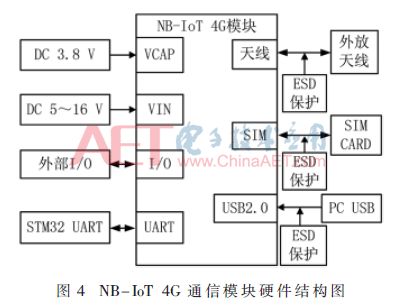
The principle of the WH-NB73 4G communication circuit is shown in Figure 3. When powered by DC 3.8 V, the UART0 and MCU transceiver pins require level matching circuit processing for VCC_IO voltage. The external antenna, SIM interface, and USB interface circuit designs all employ ESD protection to ensure signal integrity. The hardware structure of the NB-IoT 4G communication module is shown in Figure 4, where the WH-NB73 communication module communicates data with the main controller STM32 via the UART serial port and synchronously connects to the local PC via USB. This module supports 3G and 2G access, with advantages of low power consumption, low cost, and high reliability.
3 System Software Design
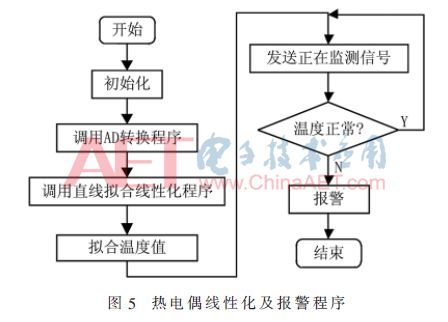
3.1 Linearization Algorithm and Alarm for Thermocouples
The STM32 completes high-precision AD conversion through the ADS1256 chip, synchronously achieving linearization processing for K-type thermocouples to improve measurement accuracy. The direct look-up method and data compression method store standard data correction reference tables in the limited ROM resources of the microcontroller, which incurs high costs in practical systems. This paper specifically selects linear fitting as the linearization algorithm, which not only saves limited resources but also enhances measurement accuracy[6]. The software design for thermocouple linearization and alarm is shown in Figure 5.
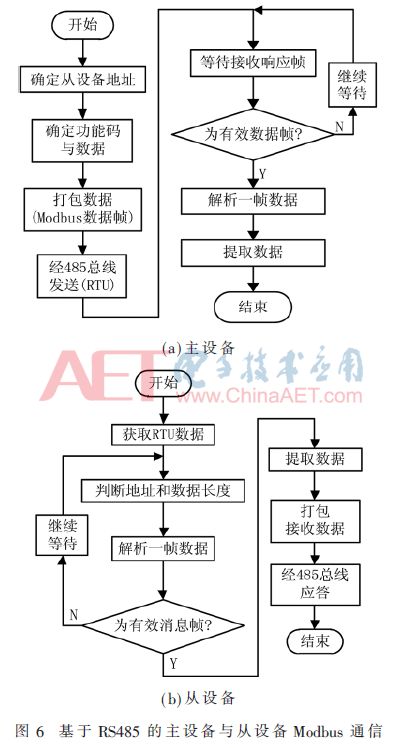
3.2 Data Transmission Based on MODBUS
After completing initialization and periodic data acquisition tasks, the slave node controls its RS485 interface to remain in a waiting state for receiving data, using serial port interrupts to receive data frames, parsing the first data frame, and calling processing functions to check if the data address requires a response. If the slave address is correct, it responds after completing CRC verification and calls the required service function based on the function code. The slave STM32 sets RS485 to send mode and sends data via the serial port. Figure 6 illustrates the Modbus communication process between the master and slave devices based on RS485.
4 Testing and Verification
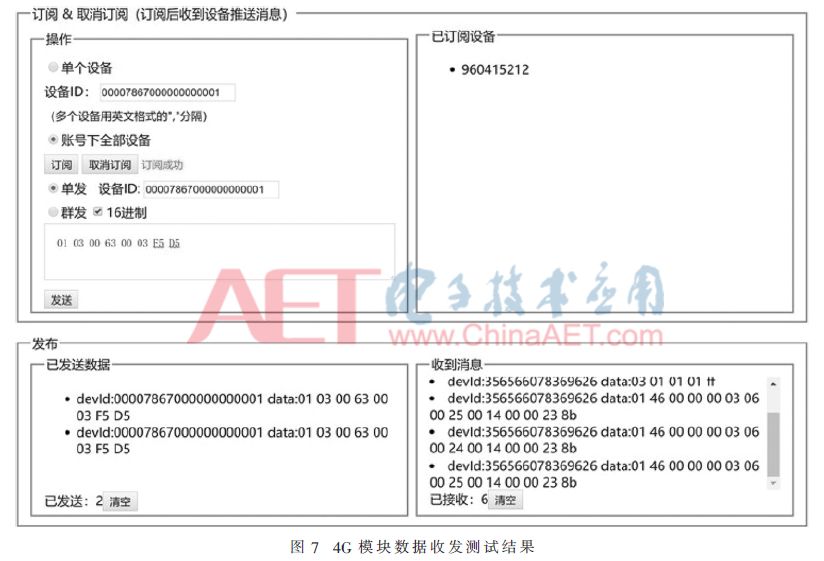
The communication parameters of the RS485 interface are configured according to the Modbus protocol, with a baud rate of 9600 b/s, configuring the slave address as 0X01. RS485 can connect a maximum of 255 slave addresses, with master-slave verification and a data frame format of: 1-byte address bit/1-byte function code/2-byte start bit/2-byte data bit/2-byte checksum bit. Under SDK Demo debugging, the NB-IoT 4G module is configured for network transparent transmission mode according to the TCP protocol. Using AT commands for socket configuration, the address is Test.usr.cn, port 2317, and baud rate 115200 b/s. The data transmission format is: 01460000000306002500140000238B, where 01 is the slave device address, 46 is the function code, 0000 is the starting address, 0003 is the register unit length, 06 is the data length, and the data 002500140000 converts to a temperature value of 37 °C, with 238B as the Modbus protocol CRC16 checksum. The data transmission test results of the NB-IoT 4G module are shown in Figure 7. This system correctly sends data via the sensor NB-IoT network, achieving online real-time temperature monitoring.
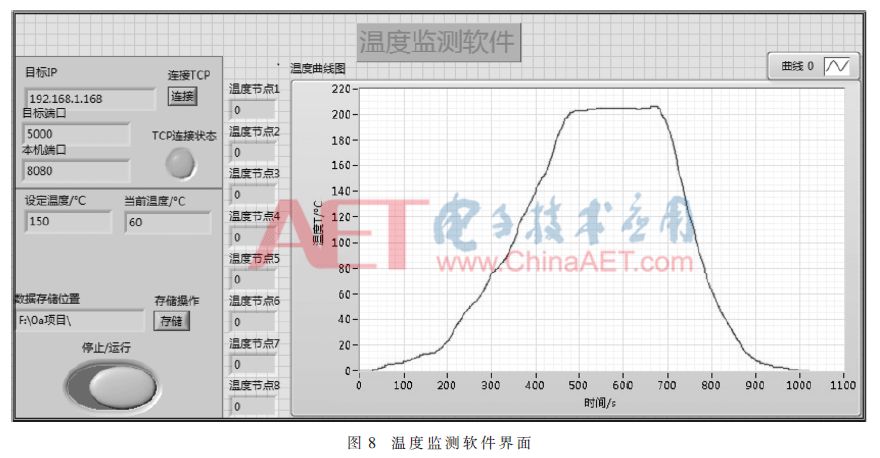
The local PC upper computer uses LabVIEW to develop the program[7], configuring the IP address and port number 8080, with the temperature monitoring software interface shown in Figure 8. After establishing a TCP connection between the upper computer and the STM32 main controller, the upper computer polls to obtain temperature data from each acquisition node at a default frequency via the Modbus protocol, synchronously displaying the current temperature values of multiple nodes on the local upper computer, meeting the technical requirements for temperature monitoring in metallurgy production.
5 Conclusion
Compared to single on-site monitoring of environmental temperature[9], this system supports the expansion of various sensors for monitoring environmental parameters through the RS485 bus. The NB-IoT supports large-capacity data transmission, enabling real-time acquisition of multiple environmental parameters and synchronous monitoring both locally and remotely. The temperature monitoring system for blast furnace metallurgy channels based on Modbus and NB-IoT achieves temperature acquisition from multiple metallurgy points, intelligent processing, and networked production environment monitoring, enhancing the reliability of temperature monitoring in high-temperature environments and further reducing costs in the metallurgy production process, strengthening safety management in industrial production.
References
[1] Jia Zhenhui. Analysis of the application and development of metallurgy technology in ironmaking blast furnaces[J]. Metallurgical Management, 2019(9): 3.
[2] Huang Wenchao. Current situation and development trend of NB-IoT low-rate narrowband IoT communication technology[J]. Electronic Testing, 2017(6): 58, 29.
[3] Sinha R S, Wei Y, Hwang S H. A survey on LPWA technology: LoRa and NB-IoT[J]. ICT Express, 2017, 3(1): 14-21.
[4] He Canlong, Shen Mingxia, Liu Longshen, et al. Design and implementation of an intelligent temperature control system for greenhouses based on NB-IoT[J]. Journal of South China Agricultural University, 2018, 39(2): 117-124.
[5] Yue Han, Pei Dongxing, Zhang Yu. Design and calibration of an intelligent wireless temperature monitoring system based on CC430[J]. Electronic Devices, 2014(3): 502-506.
[6] Shi Xuewei. Principle and linearization processing of thermocouple temperature measurement[J]. Electronic World, 2013(12): 87-88.
[7] Guo Huijun, Zhang Jianfeng, Wang Zhilin, et al. Design of a large-scale weighing permeation instrument monitoring and control system based on LabVIEW and ARM processors[J]. Journal of Agricultural Engineering, 2013, 29(16): 134-141.
[8] Ma T, Du F, Fang C. Sensors state monitoring based on LabVIEW and wireless nodes[J]. Procedia Engineering, 2011, 15: 2639-2643.
[9] Zhang Lin, Tao Lin, Yuan Jiangnan, et al. Research and implementation of a remote temperature and humidity monitoring system based on GSM network[J]. Application of Electronic Technique, 2012, 38(6): 93-96.
Author Information:
Deng Rendi, Liu Xiong, Wu Chun
(Southwest University of Science and Technology, National Defense Science and Technology College, Mianyang, Sichuan 621000)
This content is original to the AET website and is prohibited from reproduction without authorization.