LCD: Backlight source emits light + liquid crystal color display, now using LED lights for backlighting.
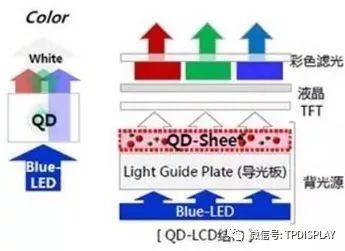
QD-LCD (Quantum Dot TV): The screen of a typical LCD TV uses LED backlight to emit blue light, which is converted into red, green, and blue light through phosphors, ultimately forming white light that is displayed on the liquid crystal screen. QD-LCD replaces phosphors with quantum dots, allowing the blue light from the LED to hit the quantum dot film, producing better red and green light in terms of color gamut and brightness, which is then displayed on the liquid crystal screen, resulting in superior display effects.
Mini-LED: A technology that enhances the backlighting of existing LCD displays by using smaller LED lights. This allows for more precise control of the image. Currently, edge-lit designs require only a few dozen high-brightness LEDs, while miniLEDs require tens of thousands of tiny LEDs.
LED: Self-luminous and color displaying when powered on, with the light-emitting substances being GaAs (Gallium Arsenide), GaP (Gallium Phosphide), GaAsP (Gallium Arsenide Phosphide), etc.
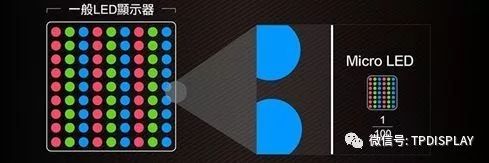
MicroLED: Extremely small light-emitting diodes, with LED units smaller than 100 microns. Each light-emitting diode contains red, green, and blue subpixels. MicroLED technology uses inorganic materials to achieve luminous effects. While LEDs can only be used for large outdoor screens, MicroLEDs are small enough to be used for TVs and watches. In early January, Samsung Electronics unveiled the world’s first 146-inch modular “The Wall” TV, which reportedly uses MicroLED technology and will go on sale in August.
OLED: Self-luminous and color displaying when powered on, with light-emitting and color-displaying substances being organic molecule polymers.
QLED: Self-luminous and color displaying when powered on, with the light-emitting substances being quantum dots, which are inorganic semiconductor nanocrystals typically composed of zinc, cadmium, selenium, and sulfur atoms.
1. LCD (Liquid Crystal Display) is a type of display that consists of liquid crystals sandwiched between two parallel glass plates. The structure includes numerous vertical and horizontal fine wires that control the orientation of the liquid crystal molecules using electrical fields, allowing light to refract and produce images.
LCD displays do not emit light themselves and require a backlight source. They are made by bonding a TFT substrate with a CF (Color Filter) substrate, filled with liquid crystals. The TFT substrate provides an electric field to control the rotation of the liquid crystals, thereby controlling their transmittance. The color filter is printed with RGB color blocks, and the backlight passes through the transparent TFT substrate, through the liquid crystal molecules, and then through the CF substrate. The varying transmittance of the liquid crystals under each color block results in different intensities of red, green, and blue light, which can be mixed to produce the desired colors.
2. What does LED mean? LED = Light Emitting Diode, a solid-state semiconductor device that converts electrical energy into visible light. It can directly convert electricity into light. LED applications can be divided into two categories: LED display screens and single LED applications, including backlight LEDs, infrared LEDs, etc. LED display screens are composed of arrays of light-emitting diodes. They use low-voltage scanning drive, featuring low power consumption, long lifespan, low cost, high brightness, few failures, wide viewing angles, and long visible distances.
3. OLED stands for Organic Light Emitting Diode, which is a self-luminous device that does not require a backlight source, as it emits and displays light on its own, serving as a replacement for LCDs. It is constructed by depositing RGB organic films on a TFT substrate, which can emit light when powered.
4. Mini-LED:
In the flat display field, Mini-LED refers to sub-millimeter light-emitting diodes. Mini LED technology transforms the few dozen LED beads used in edge-lit backlighting into thousands or tens of thousands of directly backlit LEDs. Estimates suggest that a 55-inch TV’s backlight unit (BLU) requires about 40,000 mini LEDs, while a smartphone panel needs about 9,000.
Mini-LED technology is merely an enhancement of existing LCD backlighting technology, significantly improving the color performance and contrast of display panels, but it also substantially increases the cost of the display panels. Currently, there are no mass-produced mini-LED products on the market, but reports suggest that there may be mass production products launched in 2018.
5. QD-LCD:
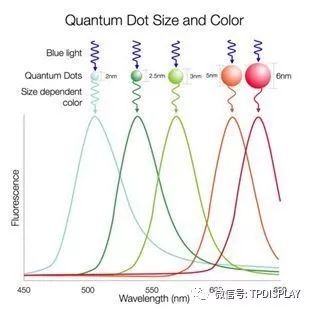
Quantum dots are inorganic semiconductor nanocrystals, typically composed of zinc, cadmium, selenium, and sulfur atoms, with a structure divided into three layers: core, shell, and ligand. When stimulated by light or electricity, quantum dots emit light, with the color of light determined by the materials and sizes of the quantum dots. Ideally, by controlling the continuous variation of quantum dot material diameters, a continuous spectral effect close to natural light can be achieved.
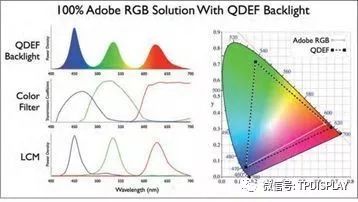
QD-LCD refers to the application of quantum dot films in traditional LCD screens, using quantum dot technology to replace the yellow phosphors in blue LED optical packaging materials to enhance color gamut and brightness. The light emitted by the blue LED backlight is transformed into red and green light through the quantum dot film, achieving full-color display. QD-LCD technology is an improvement over LCD display technology, still fundamentally relying on LCD technology under backlighting. Quantum dot films developed by 3M and Nanosys have already been applied in the LCD display field, enabling full-color display.
The greatest advantage of quantum dot films is their high reliability, compatible with the traditional backlight structure of LCDs, allowing for the replacement of the white light source in LCDs with blue LEDs to complete the transformation of the display panel. The biggest advantage of QD-LCD technology is that it can fully utilize the production lines of TFT-LCDs, reducing production costs.
6. Micro-LED:
In simple terms, Micro-LED is a miniaturized version of outdoor LED billboards, integrating individual LED lights onto semiconductor chips to form high-density, small-sized LED arrays. Each MicroLED acts as a pixel, which can be individually driven. The distance between pixel points is in the micron range.
Since Micro LED is a self-emitting technology, its advantages include low power consumption, high brightness, ultra-high resolution, and color saturation, fast response speed, energy efficiency, long lifespan, etc. Its power consumption is about 10% of LCD and 50% of OLED. Moreover, structurally, Micro-LED is much simpler than TFT-LCD and OLED.

In terms of production technology, Micro LED Display combines the characteristics of both TFT-LCD and LED technologies, with mature developments in materials, processes, and equipment, though several key production steps still require breakthroughs.
As Micro-LED technology products have specifications far superior to current TFT-LCDs or OLEDs, major companies like Apple are actively researching this technology and its products.
7. QLED: A technology evolved from quantum dot and LED technology.
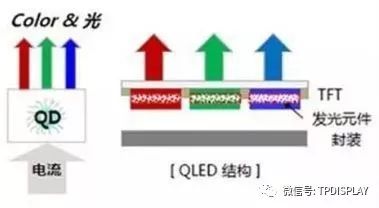
QLED technology is based on the electroluminescence properties of quantum dots, utilizing the self-emission of quantum dots under electrical drive as the foundation for display, with quantum dot materials acting as the light-emitting material of the diode, achieving image display. Its structure is very similar to OLED technology, with the main difference being that the light-emitting center of QLED is composed of quantum dot materials. QLED technology offers advantages such as strong contrast, energy efficiency, wide viewing angles, high color saturation, and thinner products, making it a promising display technology. However, due to limitations in related materials and processes, QLED is still in the research phase.
OLED Process Basics and Future Development Directions
ITO panel [Array manufacturing process] → ITO panel (forming organic film) → OLED module packaging testing → OLED finished product. Due to the simplicity of OLED construction, its production process is not as complex as that of TFT-LCD manufacturing. The process involves organic materials, ITO panel (Array manufacturing process), ITO panel (forming organic film), and OLED module packaging testing.
In the Array manufacturing process, the cleanliness of the ITO panel is a key factor affecting OLED quality, making the cleaning methods a commercial secret for various manufacturers. The molecular structure of OLED affects the integrity of the film formation; if the film is uneven, it will lead to uneven light emission. Therefore, the appropriate selection of organic materials becomes the focus of research and development and future competitive advantages for manufacturers.
Additionally, during the thin film formation process, reactions generating by-products can produce impurities that affect luminous efficiency and product lifespan, making moderate purification necessary in the manufacturing process. Furthermore, OLED device materials are susceptible to moisture and oxygen, which can degrade the devices and affect their lifespan. Therefore, during the encapsulation process after coating, it is essential to eliminate moisture from the air, and the success of the encapsulation technology directly impacts the success of the devices. Encapsulation technology is a crucial part of the entire manufacturing process, and no optimal encapsulation method has yet emerged. Although the OLED production process is relatively simple, each manufacturing stage still faces various difficulties that need to be overcome, which is why there is currently no standard mass production technology for OLEDs, and manufacturers still have significant room for development in manufacturing processes.
OLED also has a complex background.
When discussing OLED, we must mention the term EL, which refers to electroluminescence, one of the most common light-emitting methods. OLED falls under “organic EL,” while its counterpart is “inorganic EL”; in Japan, OLED is often referred to as “organic EL,” and there is no issue with classification. Organic EL also has different types, with the most common being small molecule OLEDs and high molecular weight PLED light-emitting technology.
EL (Electro-Luminescence) displays apply current to light-emitting materials to achieve luminous effects, similar to the light-emitting principle of light-emitting diodes (LEDs).
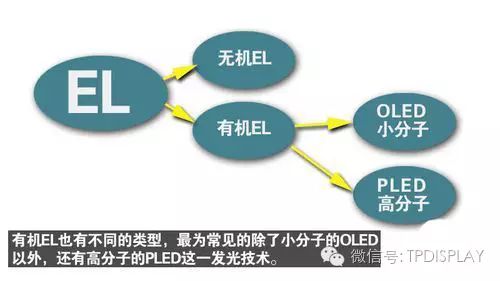
Among them, OLED (Organic Light Emitting Diode) and PLED (Polymer Light Emitting Diode) have similar chemical structures and luminous efficiencies, with the difference being the disparity in molecular weight. OLED uses small molecular materials, which are easier to colorize, and the fully automated production method using vapor deposition has matured, making process control relatively easy and stable, with easier synthesis and purification of materials. However, its disadvantages include expensive equipment, poor moisture resistance, low deposition rates, and material waste.
PLED, on the other hand, is made from high molecular materials, and compared to OLED, PLED employs a simpler printing process instead of vapor-depositing multiple organic films, making it more heat and cold resistant. However, since the decay constants for each color of PLED differ, compensation is necessary, making it difficult to develop color displays, which is why we rarely see colored PLED screens.

1. Indium Tin Oxide (ITO) Substrate Preprocessing
1. ITO surface flatness: ITO has been widely used in the manufacturing of commercial display panels due to its high transmittance, low resistivity, and high work function. Generally, ITO produced by radio frequency sputtering is prone to surface irregularities due to poor process control, leading to surface protrusions or spikes. Additionally, high-temperature firing and recrystallization can create surface protrusions of about 10 to 30 nm. These irregular layers can provide pathways for holes to directly reach the cathode, increasing leakage current. There are generally three methods to address the impact of these surface layers: one is to increase the thickness of the hole injection and transport layers to reduce leakage current, a method commonly used for PLEDs and OLEDs with thicker hole layers (~200 nm); the second is to reprocess the ITO glass to smooth the surface; and the third is to use other coating methods to improve surface flatness.
2. Increasing the work function of ITO: When holes are injected from ITO into HIL, a large potential difference can create a Schottky barrier, making it difficult for holes to inject. Therefore, reducing the potential difference at the ITO/HIL interface becomes a key focus of ITO preprocessing. Typically, we use O2-Plasma to increase the saturation of oxygen atoms in ITO, thereby increasing the work function. After O2-Plasma treatment, the work function of ITO can be raised from 4.8 eV to 5.2 eV, which is very close to that of HIL.
Adding auxiliary electrodes is important because OLEDs are current-driven components. When the external wiring is too long or thin, it can create a severe voltage gradient in the external circuit, causing the actual voltage across the OLED components to drop, reducing panel brightness. The high resistance of ITO (10 ohm/square) can lead to unnecessary external power consumption, so adding an auxiliary electrode to reduce the voltage gradient is a quick way to increase luminous efficiency and reduce drive voltage. Chromium (Cr) is the most commonly used material for auxiliary electrodes due to its good stability against environmental factors and selectivity against etching solutions. However, its resistance value is 2 ohm/square at a thickness of 100 nm, which can still be too high for some applications. Therefore, aluminum (Al), which has a lower resistance value (0.2 ohm/square) at the same thickness, becomes another good choice for auxiliary electrodes. However, the high reactivity of aluminum raises reliability concerns, leading to proposals for multi-layer auxiliary metals such as Cr/Al/Cr or Mo/Al/Mo; however, this complexity and cost increase the selection of auxiliary electrode materials becomes a focus in OLED processes.
2. Cathode Process
In high-resolution OLED panels, isolating the fine cathodes is typically achieved using a mushroom structure approach, which is similar to the negative photoresist development technique used in printing. During negative photoresist development, many process variation factors can affect the quality and yield of the cathodes, such as bulk resistivity, dielectric constant, high resolution, high Tg, low critical dimension (CD) loss, and appropriate adhesion interfaces with ITO or other organic layers.
3. Encapsulation
1. Moisture-absorbing materials: The lifecycle of OLEDs can be significantly affected by surrounding moisture and oxygen. Moisture can enter the components from the external environment or be absorbed by each layer of materials in the OLED process. To reduce moisture ingress or eliminate moisture absorbed during the process, desiccants are commonly used. Desiccants can capture freely moving water molecules through chemical or physical adsorption, achieving the goal of removing moisture from the components.
2. Process and Equipment Development: The encapsulation process flow is shown in Figure 4. To place the desiccant between the cover plate and bond it to the substrate, it must be performed in a vacuum or an inert gas environment, such as nitrogen. Importantly, how to efficiently connect the cover plate and substrate, reduce encapsulation process costs, and minimize encapsulation time to achieve optimal mass production rates has become three major goals in the development of encapsulation processes and equipment technologies.
Efforts to enhance OLED production efficiency
The process of forming uniform thin film layers of organic materials on glass substrates is a key factor in producing OLED TVs. Currently, vacuum thermal evaporation (VTE) is the most widely used technology. The process flow using this technology must occur in a vacuum chamber, requiring a light-shielding plate to be placed close to the glass substrate to define the pattern of deposited materials. However, VTE technology has some deficiencies in producing large-screen OLED TVs. For instance, the light-shielding plate is easily affected by high-temperature environments during processing, making it difficult to maintain a uniform deposition rate on large substrates.
Inkjet printing technology can form thin film layers through the uniform deposition of liquid organic materials. Thus, this technology can theoretically better address large display size issues. Epson has adopted an on-demand inkjet process similar to that of inkjet printers, allowing precise deposition of organic materials in the appropriate locations. Because the inkjet system has a very high material utilization rate, manufacturers can reduce production costs. Furthermore, when applied to the OLED TV production process, it requires fewer steps than VTE technology, making inkjet technology expected to significantly increase yield.
OLED display technology is a comprehensive technology that integrates multiple fields and disciplines, covering semiconductors, organic chemistry, inorganic chemistry, thin-film electronics, vacuum physics, optics, etc. The key technologies involved mainly include TFT technology, colorization technology, organic film formation technology, and device encapsulation technology. Each key technology has various technical routes, each with its advantages and disadvantages, which is both the challenge and the charm of OLED technology, as well as a hot topic that OLED practitioners find endless to discuss.
Four major technical routes differ
AMOLED has higher requirements for TFT technology than LCD, due to the fact that AMOLED is a current-driven device.
TFT technology has been maturely used in the LCD industry for many years and has developed to the 10th generation line. However, just as airplane engines are not equivalent to car engines, AMOLED has higher requirements for TFT technology than LCD, and the two are not entirely the same. The fundamental reason for this difference is that AMOLED is a current-driven device, requiring TFT to operate in a linear amplification state, while LCD is a voltage-driven device, requiring TFT to operate only in a switching state.
Therefore, while a-SiTFT technology is widely used in the LCD industry and has advantages of good uniformity, simple processes, mature technology, and low costs, its low carrier mobility and insufficient driving capability for OLEDs, along with threshold voltage drift issues, make it unsuitable for AMOLEDs; LTPS TFT has high carrier mobility and stable threshold voltage, and has recently been successfully used in medium and small-sized LCDs; IGZO is a type of MOTFT (Metal Oxide TFT), with TFT characteristics between a-Si and LTPS, and LGD’s 55-inch AMOLED uses IGZO; OTFT (Organic TFT) is advantageous for flexible displays, using organic materials (such as pentacene) instead of silicon as semiconductor materials, but this technology is still in the basic research phase.
OLED colorization technology mainly includes three methods: RGB-SBS (RGB pixel side-by-side), W+CF (white light + color filter), and CCM (color conversion method). Among them, RGB-SBS uses red, green, and blue organic light-emitting materials arranged on the substrate, with RGB pixels emitting independently. This method is currently the most mature and widely used for mass production, with high luminous efficiency, but there may be color distortion due to differing efficiencies and lifespans of the three colors; W+CF technology follows the full-colorization principles of LCDs, using color filters to extract the three primary colors, but relies on white light emitted by OLEDs, requiring the development of high-efficiency and stable white OLEDs; CCM technology transforms blue light-emitting OLEDs into red and green pixels through color-changing media (CCMs), forming three primary colors together, with the same advantages as color filter methods, but with low efficiency and poor color purity, and no mass production cases currently exist.
Organic film formation technology is a core technology unique to OLEDs. Because the thickness of organic films in OLED devices is extremely thin, generally about 1% of the diameter of a hair, and the thickness of the electron injection layer is even less than 20 angstroms (1 angstrom = 0.1 nm), and subpixel films are extremely fine, with dimensions of about tens of microns, the challenge of uniformly producing multiple layers of such thin films without pinholes is a common technical difficulty faced by the industry.
Organic film formation technology can be divided into three categories: vacuum evaporation, laser transfer, and wet preparation. Vacuum evaporation, primarily using FMM (Fine-Metal-MASK) technology, involves heating organic materials in a crucible under vacuum to evaporate and deposit films on glass substrates covered with masks. This is currently the most mature technology, and most mass-produced small-sized AMOLED products use this organic film formation technology. However, FMM technology has high precision requirements for mask and glass substrate alignment, and the mask is prone to deformation due to gravity and thermal expansion, leading to low material utilization; laser transfer technology was developed to address the shortcomings of FMM technology, but it still faces major issues such as thermal damage, process stability, and yield, and has not yet been used for mass production. The LITI (Laser Induced Thermal Image) technology is owned by SMD, while LIPS (Laser Induced Pattern wise Sublimation) technology is owned by Sony, and RIST (Radiation-induced sublimation transfer) technology is owned by Kodak. These technologies are fundamentally similar, as they all involve pre-depositing organic materials on a donor film through vacuum evaporation, spin coating, or screen printing, covering the donor film with a glass substrate (the recipient), and using a laser beam to irradiate the donor’s imaging template. Consequently, the organic material in the irradiated area of the donor film is transferred to the glass substrate, which ultimately results in high-resolution organic material stripes on the glass substrate. The differences among the three lie in the different donor materials used and whether the donor and recipient are in close contact.
Wet preparation technology is the most attractive organic film formation technology, with advantages of suitability for large-area film formation, high material utilization, low production costs, and high production efficiency. Especially, R2R (roll-to-roll printing) technology is the ideal technology for future flexible OLED production, but including nozzle printing and inkjet printing technologies, wet preparation technology still requires improvements in ink materials, printing equipment, and process control, as the technology is not yet mature.
The device encapsulation technology is another key technology that distinguishes OLED from other display technologies. Due to the irreversible photochemical oxidation reactions that organic materials undergo in the presence of moisture and oxygen, there are high requirements for the moisture and oxygen permeability of OLED device encapsulation. The traditional encapsulation technology for OLED devices is the “UV + glass cover plate” method, which first attaches a desiccant to the glass cover plate, then applies UV adhesive around each display screen, and finally aligns and adheres the glass cover plate with the glass substrate coated with organic films and cures the UV adhesive with ultraviolet light. While this technology is mature and low-cost, it has drawbacks such as susceptibility to moisture and oxygen, and is not suitable for top-emitting devices, flexible displays, and large-sized devices. To apply this to top-emitting AMOLEDs and improve encapsulation airtightness while making OLED devices thinner, new encapsulation technologies such as Thin Film Encapsulation (TFE), laser sintering glass powder encapsulation (Frit), and “epoxy + moisture-absorbing filler” (Dam-Filler) have been developed.
Large size and high performance are the direction
Special display products are the unique charm of OLEDs, and also the characteristics of the third-generation display technology, bringing people’s lives into a magical sci-fi world.
Specifically, OLED products will develop in three major directions: first, popular display products, second, special display products, and third, lighting products. Popular display products refer to the types of displays we commonly see in daily life, such as traditional screens used in mobile phones, tablets, computer monitors, and TVs, which can also be referred to as “rigid displays” compared to flexible displays. Special display products are the unique charm of OLEDs, also the characteristics of the third-generation display technology, bringing daily life into a magical sci-fi world. The development directions include three aspects: first, flexible displays that are as light and thin as paper and can be rolled or folded, currently OLEDs can only achieve curved displays; second, transparent displays and double-sided displays, where transparent displays allow observation of the external environment while viewing images on the screen, and double-sided displays can show different images on both sides; third, utilizing the impact-resistant and shock-resistant characteristics of OLEDs, along with their operating temperature range of -40 to 85 degrees Celsius, to develop display products for aviation, aerospace, and military use. Lighting products represent another significant application area for OLEDs, as they possess characteristics of surface light sources, high efficiency, environmental friendliness, and safety, especially with the ability to create flexible panels, the prospects for OLED lighting may surpass those of LED lighting. However, OLED lighting products still need to address three challenges: high efficiency, long lifespan, and low cost.
In summary, from the various shortcomings currently existing in the key technologies of OLEDs, we can see that the development trend of OLED technology is to solve the technical issues faced by industrialization and to overcome the technological bottlenecks that correspond to product development. In summary, there are several aspects: first, improving production processes to enhance yield and reduce costs; second, breaking through existing bottlenecks in low-temperature polycrystalline silicon, metal oxide, and organic film formation technologies to achieve industrialization of high-resolution and large-size displays; third, combining new high-efficiency organic materials to improve device structures, enhance luminous efficiency, and reduce power consumption; fourth, improving encapsulation technologies to enhance device lifespan and stability; fifth, researching flexible display technologies and OLED lighting technologies to realize ultimate products and their applications.
In the medium and small size fields, focus on researching LTPS TFT, vacuum evaporation FMM or laser transfer organic film formation technologies, and frit encapsulation technologies; in the large-size field, focus on researching metal oxide TFT (IGZO) and “white light + color filter” technologies; in the flexible display field, ideally, breakthroughs in organic TFT, roll-to-roll printing film formation technologies, and thin film encapsulation technologies are anticipated.