Stripe scanning and chessboard scanning are commonly used scanning strategies in metal laser powder bed fusion, but are the strategies provided by software vendors perfect? After reading the previous article “Additive Manufacturing Insights: 3D Printing Total Deformation? Three Underestimated Precision Killers (Including Solutions)” did this question deepen?
GuanDa Additive Manufacturing is about to arrange for researchers from RWTH Aachen University in Germany to use an innovative scanning strategyRPP to challenge stripe scanning and chessboard scanning.
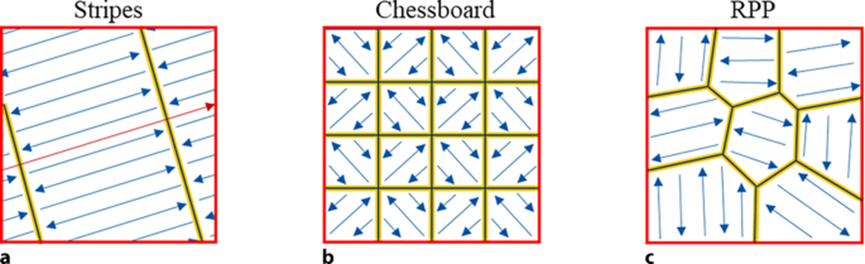
Comparison of Advantages and Disadvantages of Stripe Scanning and Chessboard Scanning
1. Stripe Scanning (Stripes)
Advantages:
High vector length consistency:In simple geometries (such as cubes), it can maintain stable vector lengths, reducing residual stress and porosity risks caused by length fluctuations.
Low area ratio of overlapping regions (OR):One-dimensional partition design minimizes the intersection of adjacent partitions, reducing the probability of pore formation.
Low pattern repetitiveness:Each layer rotates67° strategy avoids repeated thermal cycles, reducing the risk of defect accumulation.
Strong process stability:Linear arrangement provides predictable thermal distribution, suitable for applications requiring high consistency.
Disadvantages:
Insufficient orientation diversity:Single-direction vector arrangement may not effectively disperse residual stress, leading to deformation risks in complex geometries.
Thermal management limitations:Long vectors may cause uneven local cooling, increasing internal stress.
2. Chessboard Scanning (Chessboard)
Advantages:
High orientation diversity:Two-dimensional grid layout provides multi-directional vectors, improving residual stress distribution and reducing part warping.
Flexible scanning sequence:Optimizes thermal management through island sequence variation, reducing the risk of local overheating.
Stress control advantages:Suitable for easily deformable materials or complex geometries.
Disadvantages:
Poor vector length consistency:Due to two-dimensional partitioning and inter-layer rotation, short vectors frequently occur, easily leading to porosity and overheating defects.
Prominent overlap area issues:High proportion of overlaps within layers,repeated thermal cycles easily trigger cracks and porosity.
High pattern repetitiveness:Repeated overlap positions between layers increase the risk of defects.
Comparison of Three Scanning Strategies
This study used15–45μm particle sizeInconel718 alloy powder to manufacture samples throughLPBF equipment.
RPP scanning parameters are as follows
|
Power (W) |
Speed (mm/s) |
Overlap (µm) |
Vector (mm) |
Contour Offset (µm) |
Layer Thickness (µm) |
Inter-layer (°) |
|
|
Filling |
285 |
960 |
120 |
10 |
– |
40 |
67 |
|
Contour |
138 |
390 |
120 |
– |
12 |
40 |
67 |
|
Contour |
80 |
800 |
120 |
– |
0 |
40 |
67 |
Detection results of printed parts are as follows
|
Stripe |
Chessboard |
RPP |
||||
|
Average |
Deviation |
Average |
Deviation |
Average |
Deviation |
|
|
Roughness Ra (µm) |
67 |
2 |
72 |
1 |
60 |
3 |
|
Roughness Rz (µ m) |
337 |
15 |
352 |
7 |
306 |
18 |
|
Relative Density XY (%) |
99.98 |
0.01 |
99.82 |
0.03 |
99.93 |
0.03 |
|
Relative Density XZ (%) |
99.98 |
0.01 |
99.88 |
0.03 |
99.95 |
0.01 |
|
Dimensional Accuracy (µ m) |
151 |
3 |
170 |
3 |
145 |
2 |
Key Takeaways from This Article
Stripe scanning is suitable for scenarios pursuing high density and process stability;
Chessboard scanning is more suitable for complex structures requiring stress control, but it needs to tolerate higher porosity and surface defect risks;
RPP strategy significantly improves part quality by combining the stress control advantages of island partitioning with the stability of linear strategies.
Reasons to Recommend GuanDa Additive Manufacturing
Most research literature optimizes printing schemes with relative density as the primary goal, often determining stripe+inter-layer rotation67° as the scanning strategy. However, this optimized experiment is often derived from printing simple small blocks.
In actual production, printed parts are often complex, and factors beyond porosity must be considered. No scanning strategy is universally applicable; the functional priority must be determined based on the application scenario of the printed part, and then the most suitable scanning strategy should be weighed accordingly.
Holman, D., Boseila, J. & Schleifenbaum, J.H. New Island Partitioning to Improve Scanning Strategies in Powder Bed Fusion of Metals with Laser Beam.Berg Huettenmaenn Monatsh 170, 140–147 (2025)
(Download to read the original text)