Good afternoon, everyone. This weekend, I downloaded two domestic self-developed brand PLC upper computer IDE tools to showcase them to you;Nanjing Aotuo, I remember more than a decade ago, it was still called Nanjing University Aotuo. At that time, I speculated whether it was a university-run enterprise of Nanjing University. Perhaps in recent years, domestic universities have been cleaning up university-run enterprises, hence the name change to Nanjing Aotuo Technology. This is just my guess, and I am not sure if it is correct, but it does not affect the content we are sharing today. In my previous article: The establishment of the new central enterprise Yajiang Group, with trillions of funds to build the world’s largest hydropower station, let’s see which domestic large PLC will take the lead! It mentioned Aotuo Technology’s NJ400 large redundant PLC, which has already been applied in several hydropower stations in China. Therefore, I specifically downloaded its upper computer to study its usage and report back to everyone.Alright, without further ado, let’s get to the point.First, I downloaded the NAProSetupV6.3.5 upper computer installation package and installed it on my computer;
In my previous article: The establishment of the new central enterprise Yajiang Group, with trillions of funds to build the world’s largest hydropower station, let’s see which domestic large PLC will take the lead! It mentioned Aotuo Technology’s NJ400 large redundant PLC, which has already been applied in several hydropower stations in China. Therefore, I specifically downloaded its upper computer to study its usage and report back to everyone.Alright, without further ado, let’s get to the point.First, I downloaded the NAProSetupV6.3.5 upper computer installation package and installed it on my computer;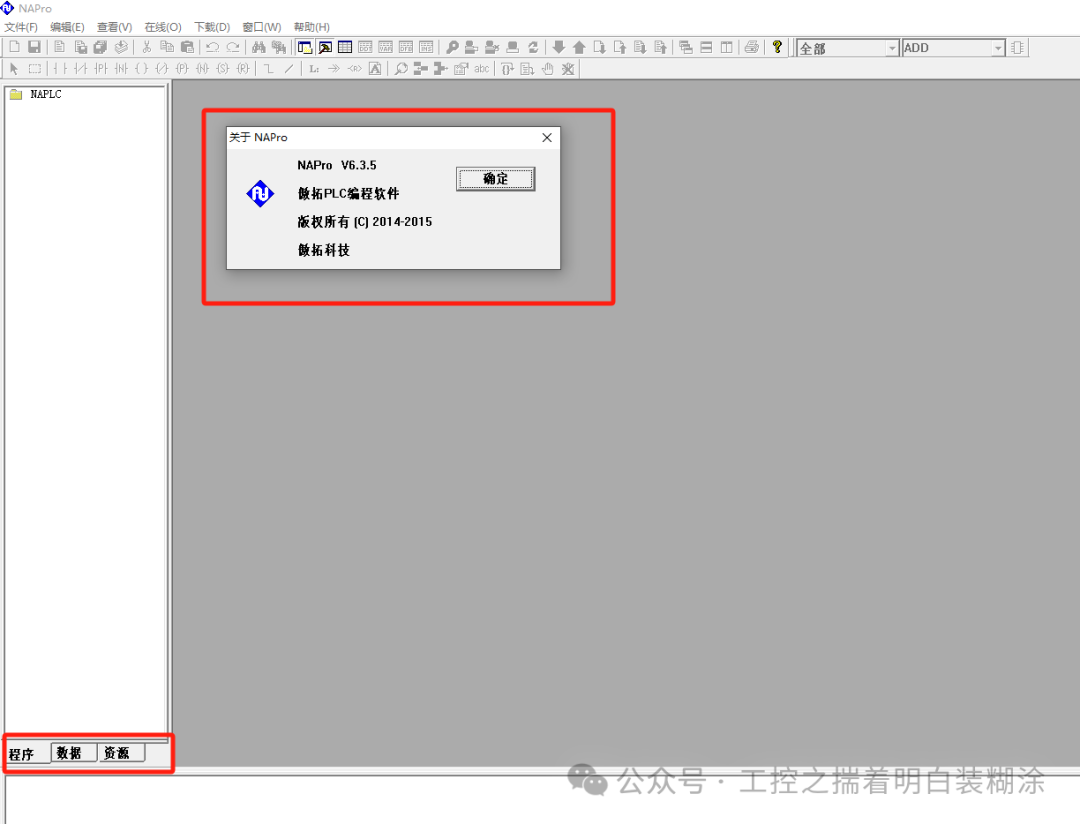 Figure 1: Version and classification of Aotuo PLC upper computerFrom the above image, we can see the version of the upper computer IDE and the corresponding menu bar on the right side, which includes three tab options: Program, Data, and Resources. This made me feel that it is very similar to the CODESYS V2 series version from over a decade ago, with a similar tab configuration and version display.Currently, the latest PLC upper computers on the market rarely use this tab configuration method. Tools like TIA Portal and CODESYS V3 have completely transitioned to a tree structure configuration.I created a test project named test01 and then configured the selected PLC hardware. From the image below, you can see that it requires selecting the product series, whether it is redundant, whether the program allows uploading, generating debugging information, etc.
Figure 1: Version and classification of Aotuo PLC upper computerFrom the above image, we can see the version of the upper computer IDE and the corresponding menu bar on the right side, which includes three tab options: Program, Data, and Resources. This made me feel that it is very similar to the CODESYS V2 series version from over a decade ago, with a similar tab configuration and version display.Currently, the latest PLC upper computers on the market rarely use this tab configuration method. Tools like TIA Portal and CODESYS V3 have completely transitioned to a tree structure configuration.I created a test project named test01 and then configured the selected PLC hardware. From the image below, you can see that it requires selecting the product series, whether it is redundant, whether the program allows uploading, generating debugging information, etc.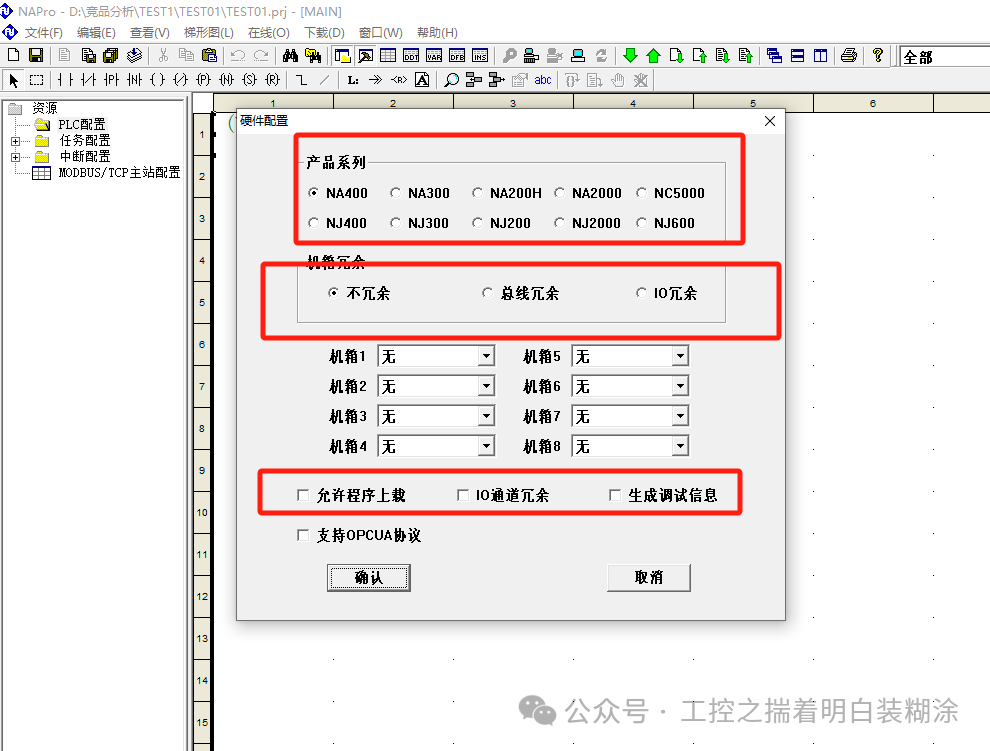 I selected the NJ400 series redundant PLC, and then on the screen, I could see that the task configuration and interrupt configuration had many more options. The task configuration includes the main task configuration and 16 additional task configurations, and it cannot manually add task configurations. From this point, it seems that the PLC has a default maximum task configuration number of 17 (including the main task configuration), with task cycles in milliseconds; there are 4 interrupt configurations and 1 Modbus TCP master configuration;
I selected the NJ400 series redundant PLC, and then on the screen, I could see that the task configuration and interrupt configuration had many more options. The task configuration includes the main task configuration and 16 additional task configurations, and it cannot manually add task configurations. From this point, it seems that the PLC has a default maximum task configuration number of 17 (including the main task configuration), with task cycles in milliseconds; there are 4 interrupt configurations and 1 Modbus TCP master configuration;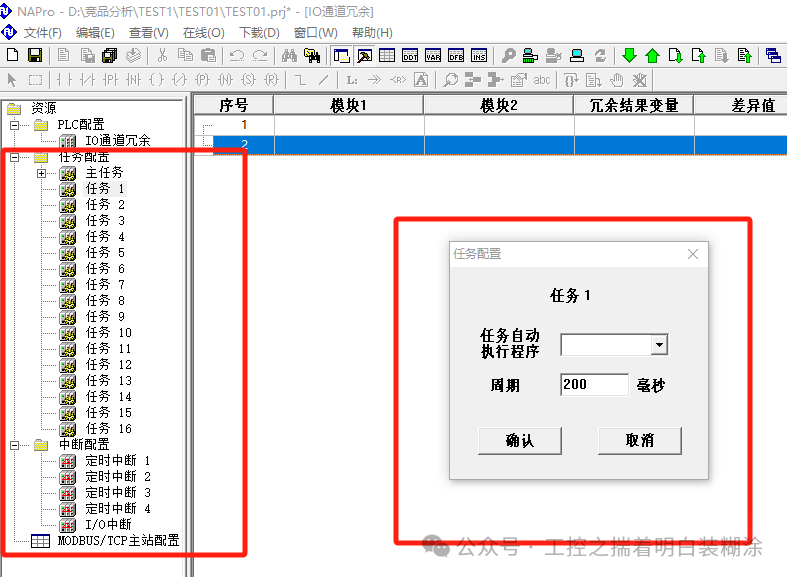 I created a program and found that it supports a variety of POU types, with 7 programming languages: Ladder Diagram, Function Block Diagram, Instruction List, Structured Text, C/C++, Sequential Function Chart, and Sequential Control Chart. It is said that the Sequential Control Chart is a unique programming language of Aotuo PLC, possibly to meet the needs of certain special industries.
I created a program and found that it supports a variety of POU types, with 7 programming languages: Ladder Diagram, Function Block Diagram, Instruction List, Structured Text, C/C++, Sequential Function Chart, and Sequential Control Chart. It is said that the Sequential Control Chart is a unique programming language of Aotuo PLC, possibly to meet the needs of certain special industries.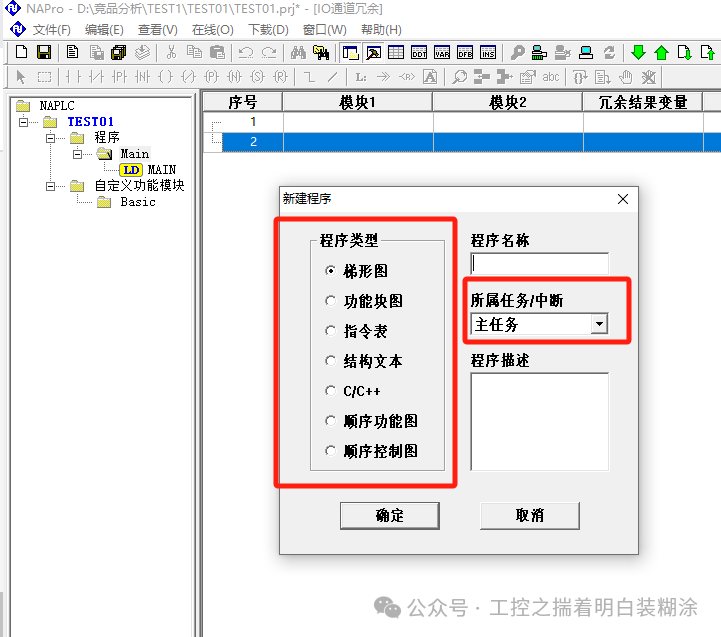 The structured text programming is in the POU, but the variable declaration area is configured in the data branch on the right side:
The structured text programming is in the POU, but the variable declaration area is configured in the data branch on the right side: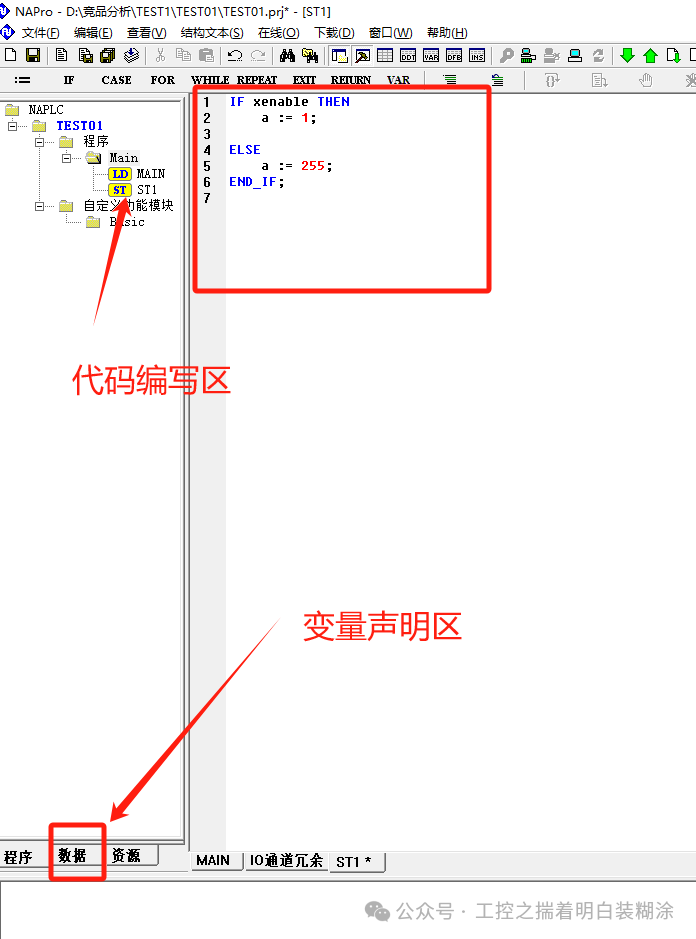 After writing the basic code, I executed the compilation, and it seems that I can only compile the entire program;
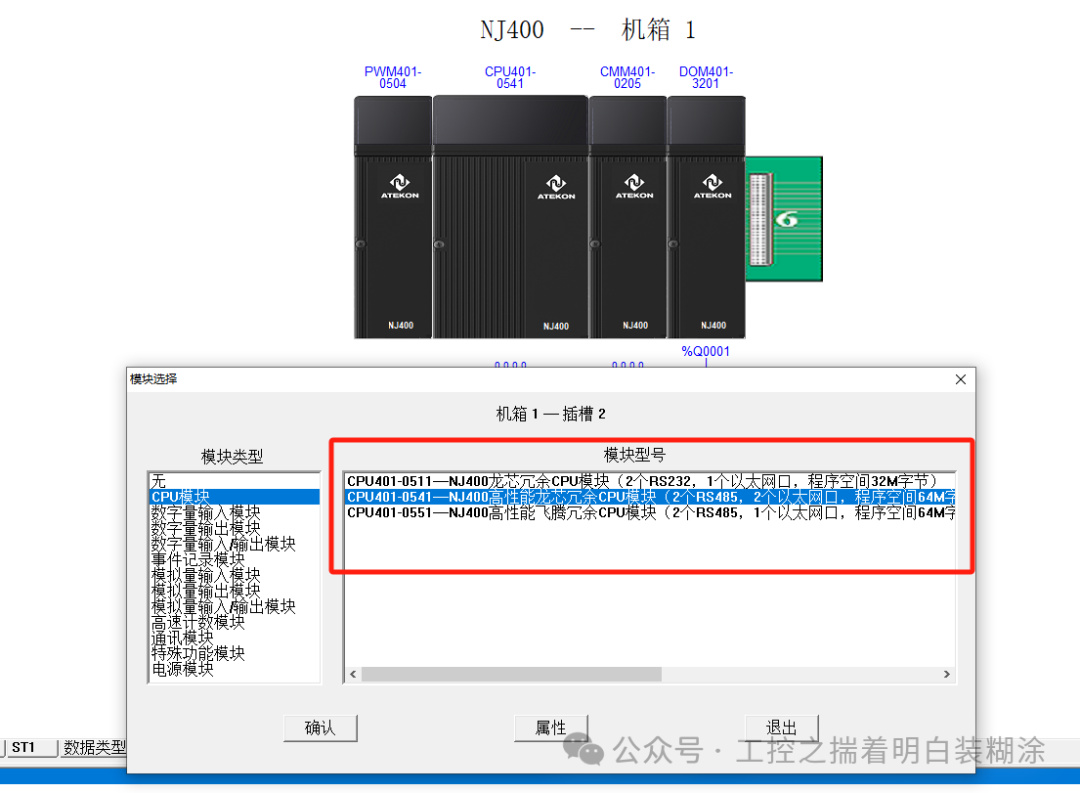
After writing the basic code, I executed the compilation, and it seems that I can only compile the entire program;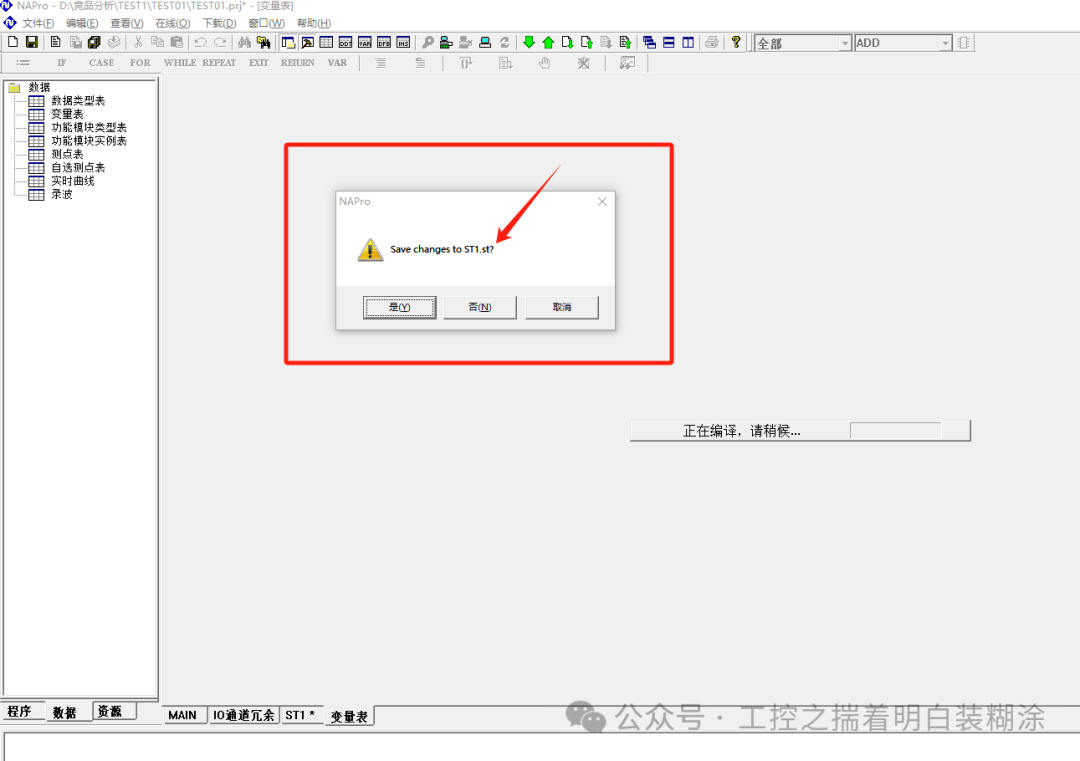 From the program code compilation perspective, the files written in ST language are also converted to .st format files, and then compiled into intermediate code through the built-in compiler of the PLC IDE;Later, I configured the PLC hardware and selected the redundant CPU module based on Loongson’s NJ400 for testing its compiler; I won’t go into detail about this part, but interested friends can message me privately.However, to be honest, the configuration interface is quite low-quality, especially the selection of backplane configurations; at least get a designer to beautify it a bit.
From the program code compilation perspective, the files written in ST language are also converted to .st format files, and then compiled into intermediate code through the built-in compiler of the PLC IDE;Later, I configured the PLC hardware and selected the redundant CPU module based on Loongson’s NJ400 for testing its compiler; I won’t go into detail about this part, but interested friends can message me privately.However, to be honest, the configuration interface is quite low-quality, especially the selection of backplane configurations; at least get a designer to beautify it a bit.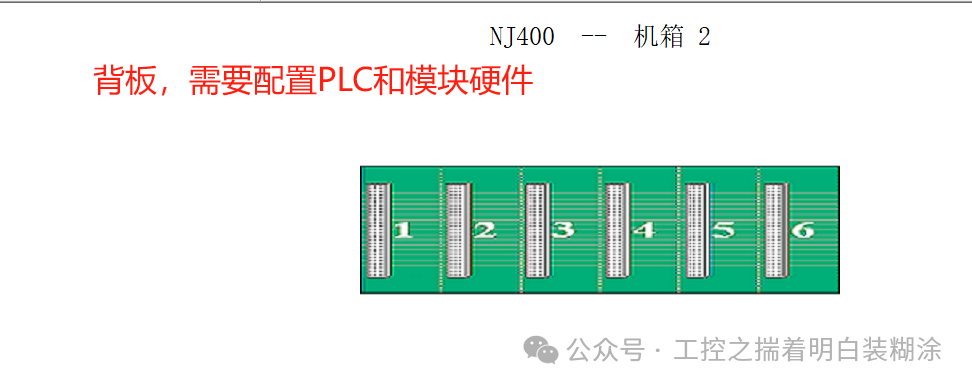
 Overall analysis, I feel that the PLC upper computer software has quite comprehensive functions, but the architecture of the PLC upper computer is too outdated. It needs to be more refined, and the interface is not aesthetically pleasing. I suggest the manufacturer optimize it further. The speed of the compiler is average, and the code restructuring and optimization speed of the PLC application program is too slow; the compiler can be optimized further.
Overall analysis, I feel that the PLC upper computer software has quite comprehensive functions, but the architecture of the PLC upper computer is too outdated. It needs to be more refined, and the interface is not aesthetically pleasing. I suggest the manufacturer optimize it further. The speed of the compiler is average, and the code restructuring and optimization speed of the PLC application program is too slow; the compiler can be optimized further.