Source: CPhI Pharmaceutical Online
Author: Zhang Lu
Abstract: “Quality is derived from design.” It is well known that quality control in the refined production processes of the pharmaceutical industry requires top-level design. Energy saving, safety quality control, and intelligent manufacturing are all part of a complete system. The Chinese pharmaceutical industry has never lacked world-leading design concepts and innovative spirit. However, it is undeniable that there has been a lack of “professional focus,” “craftsmanship design,” and “precision manufacturing” in the fundamental pharmaceutical processes in a short period. This article analyzes the optimization design ideas of precise temperature control units from the perspective of optimizing a common process point. For instance, in the pharmaceutical industry, reactors are the most common process equipment. Depending on their use, reactors can appear in various forms, such as crystallization tanks, synthesis tanks, and hydrogenation tanks. In the development, preparation, or synthesis reaction processes of major drugs and innovative drugs, the precise control of temperature within the reactor is a key factor determining the reaction. The temperature control curve parameters are among the most critical controlled quantities during the reaction process. The precision of temperature control during the reaction process is increasingly being emphasized by more pharmaceutical companies. The emergence of Energy Control Units (ECU) for specific process energy control provides strong assurance for companies to continuously achieve innovations in original research drugs, improve the quality of generic drugs, and reduce overall operating costs.
The traditional temperature control method for reactors generally relies on public system energy, using cumbersome valve groups to achieve manual adjustments. This approach can no longer meet the current demands of refined production in terms of energy utilization, temperature control accuracy, process stability, safety operation, and data traceability. This article takes the energy transfer of pharmaceutical reactors as a starting point, combining the differentiated needs of pharmaceutical companies for temperature control during reactions, leveraging the core algorithm and simulation software from Celsius in France, and briefly elaborates on the design concepts for temperature control during the pharmaceutical process, the design characteristics of the Energy Control Unit (ECU), and the corresponding documentation system. This serves as a starting point for professional in-depth research into fundamental process points, with the hope of effectively promoting the innovative and sustainable development of China’s pharmaceutical equipment industry.
Keywords: Reactor, Precise Temperature Control, Energy Control Unit (ECU), Heat Transfer Coefficient
1. Energy Transfer in Reactors
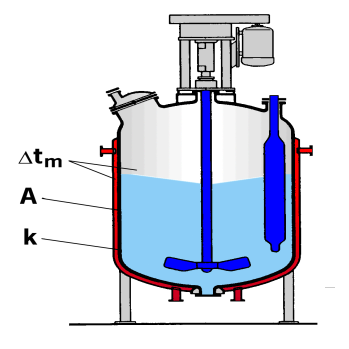
During the chemical reaction process, the reactor is one of the core links in the production process. The design of the reactor and the selection of supporting facilities often play an important role. Compared to other single process equipment, reactors primarily complete mass transfer and heat transfer of the reaction system. The effective transfer and precise control of energy (cold/heat) will directly affect the temperature control accuracy of the reactor.
The transfer of energy (heat/cold) within the reactor mainly relies on the jacket or half-pipe of the reactor. Broadly speaking, reactors also belong to a branch of wall-type heat exchangers. Therefore, to effectively control the temperature precision of the materials inside the reactor, it is essential to understand the heat transfer mechanism of the reactor and effectively control the amount of energy (heat/cold) transferred. The temperature control accuracy of the reactor is a manifestation of the results of energy transfer.
From the perspective of heat transfer, the heat transfer coefficient of the reactor is an effective lever in the energy transfer process. During different temperature control stages, a more precise heat transfer coefficient (K) needs to be calculated.
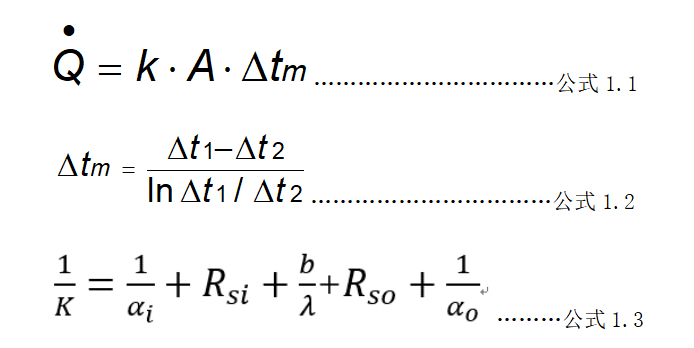
The traditional temperature control method involves directly introducing public system media (saturated steam, circulating water, low-temperature water, low-temperature ethylene glycol, etc.) into the jacket of the reactor to provide the energy required for heating or cooling the materials. This temperature control process is manually completed by production personnel relying on experience, which largely overlooks scientific quantitative indicators such as logarithmic temperature difference (△tm) and heat transfer coefficient (K). This leads to temperature overshoot in the materials within the reactor, and frequent hot and cold switching also poses challenges to the reactor body and production system, such as thermal stress impact, cross-contamination of public system media, product quality instability, and inability to trace production data.
The development of modern pharmaceutical companies has raised higher requirements for product quality. The temperature of materials inside the reactor is often required to be maintained within ±0.5 ℃ or even smaller ranges, and manual adjustment methods can no longer meet these requirements. The ECU energy control unit has been assigned a new historical mission.
2. Introduction to the ECU Energy Control Unit
The Energy Control Unit (ECU) is also known as the ECU temperature control module. It refers to the use of existing public energy sources in factories, such as electricity, steam, cooling water, and chilled water, to accurately and orderly transfer energy (cold/heat) to the reactor’s skid unit through an intermediate conversion unit (heat exchanger) according to the requirements of the production process, ultimately achieving precise control of the temperature inside the reactor (temperature control accuracy ±0.1℃).
The core technology of the ECU energy control unit originates from Celsius in France, which has nearly 30 years of design and application experience in European pharmaceutical companies, providing numerous personalized energy control solutions for many well-known European pharmaceutical companies.
1. Composition of the ECU Energy Control Unit
(1) Heat Exchange System
This mainly includes the heat exchanger and corresponding accessories, including heating systems or (and) cooling systems, with the ability to add or reduce corresponding heat exchange equipment based on the system’s different functional requirements.
(2) Piping System
This mainly consists of pipes, piping components, fittings, valves, and other parts.
(3) Medium System
This mainly includes primary and secondary medium systems. The former primarily functions to quantitatively provide thermal and cooling media as per calculated requirements, directly interfacing with the client’s public energy system. The latter mainly consists of circulation pumps and accessories, primarily functioning to provide accurate energy to the reactor.
(4) Control System
This mainly includes control program systems and measurement control execution hardware. The former consists of control programs and human-machine interaction interfaces, while the latter includes sensors, regulating valves, and computer execution components.
(5) Expansion System
The main equipment of the expansion system includes expansion tanks, constant pressure gas supply, and pressure balance maintenance systems.
2. Design Principles of the ECU Energy Control Unit
The core principle of the ECU is to calculate the energy required for the temperature control URS based on the simulation software from Celsius, and combine it with the heat transfer model analysis of the on-site reactor to derive the energy transfer process curve. The resulting data serves as an objective basis for PID process design, ECU hardware selection, and automatic control logic program editing.
3. Process Design Characteristics of the ECU Energy Control Unit
(1) Energy-saving Design
Based on real-time data feedback from the reactor, accurately calculate energy needs, optimize the comprehensive control mode of secondary medium flow and temperature, achieving maximum energy savings while ensuring the temperature control accuracy of the reactor. At the same time, ensure the repeatability of system operation and stability of product quality. The system uses high-efficiency spiral tube shell heat exchangers imported from Europe, allowing for rapid heating and cooling of the secondary medium, reducing the lag time of cascade control with the reactor temperature and improving the control accuracy of the system.
(2) Modular Integrated Design
The ECU energy control unit has undergone modular design, integrating each component into modules with minimal gaps while ensuring operational safety, leaving standardized interfaces to directly connect with primary public media and the reactor to ensure normal operation of the temperature control process. The modular design, combined with a wide range of temperature adjustments, allows for operational flexibility, enabling multiple reactors to share use. The system occupies a small footprint and is easy to install and quick to set up.
(3) Customizable Design
The ECU can be tailored to meet user requirements for reactor temperature control. Currently, various modes and dozens of types of composite model projects have been established domestically.
In terms of the number of temperature-controlled reactors, the ECU can achieve both “one-to-one” and “one-to-many” modes; in terms of the form of temperature control loops, the ECU can achieve both “open” and “closed” types; in terms of configuration of temperature control systems, the ECU can be designed as “distributed” or “integrated”; in terms of temperature control segments, the ECU can range from “single temperature control” to “six-segment temperature control”; distinguishing by the temperature demands within the reactor, the ECU can cover the range from -80℃ to 240℃.
4. Control System Design Features of the ECU Energy Control Unit
Given the complexity and non-linearity of the reactor temperature control process, along with the time delays and difficulties of traditional temperature control methods, the ECU employs an industrial fuzzy control technology with a PID temperature control algorithm with feedforward, allowing for temperature control accuracy to be improved to within ±0.1℃. The industrial fuzzy control technology relies on the experience of system process design, temperature control debugging experience, and temperature control condition calculation experience. The core control model and algorithm of the ECU are derived from the core technology accumulated by Celsius over more than 30 years, a rich database, mature control technology, and good process PID design, allowing control methods and process design to form a beneficial complement.
During the operation of the reactor, the characteristics of the controlled process itself produce severe non-linear phenomena due to changes in chemical reactions. External factors such as the type and concentration of chemicals, catalysts, and measurement noise from sensors (temperature, pressure, flow rate, flow speed, and stirring speed of the polymerization reaction on both sides) will affect the control system to varying degrees, resulting in significant non-linearity, large time lag, slow time variation, and excessive overshoot in the reactor temperature control system. Traditional PID control and segmented control methods struggle to achieve satisfactory control results.
Generally, chemical reactions are accompanied by strong exothermic/endothermic reactions, and the rate of heat release (or absorption) is positively correlated with the reaction temperature. If a disturbance causes the reaction temperature to increase, the reaction rate will increase, leading to a further increase in the heat release rate, which may cause the reaction temperature to rise further, potentially leading to “runaway” phenomena, turning the reactor’s products into waste and affecting safe production.
To adapt to different materials and reactions, a non-integer PID algorithm can be used, adding a first-order inertia element to the differential link of the standard PID algorithm. The modified transfer parameters are as follows:
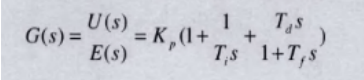
The differential effect diagram is as follows: perform nonlinear correction through the fuzzy control algorithm and pre-set PID parameters.
However, the improved PID control algorithm exhibits good control performance near the working point, but it is difficult to ensure the system’s dynamic quality when deviating far from the working point due to the non-linearity of the controlled object.
The characteristics of fuzzy control significantly improve the dynamic performance of control in regions far from the working point, and it has stronger robustness in controlling time-varying objects compared to PID control. However, its steady-state accuracy is poorer, and it is prone to limit oscillation near the working point.
For the temperature control system of the reactor, we have adopted a fuzzy-improved PID composite control algorithm, switching between the fuzzy control algorithm and the improved PID control algorithm based on the characteristics of temperature disturbances, the exothermic/endothermic characteristics of the material reactions, and the selected heating/cooling/constant temperature functions, in order to meet the temperature control requirements inside the reactor.
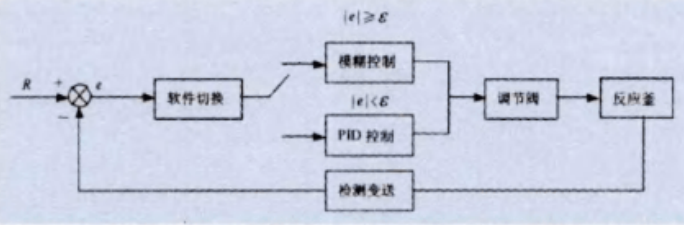
Therefore, when the set temperature of the system deviates significantly from the actual temperature, the fuzzy control combined with the cascade control algorithm is used, with the reactor temperature control as the main loop and the intermediate medium temperature control as the secondary loop, employing a cascade control system based on fuzzy control, while ensuring that the system does not exhibit overshoot. When the set temperature is close to the actual temperature, the improved PID algorithm is used for precise control of temperature changes.
(1) Temperature Control Analysis of the ECU Energy Control Unit
① Heating Process: After the system starts, the intermediate medium is activated, and the control system provides the required energy to the reactor through the heat exchanger based on the set temperature. The amount of energy transferred depends on the selection of the heat exchanger and regulating valve, which can be simulated and predicted in Celsius software to maintain stability and linearity during the heating process.
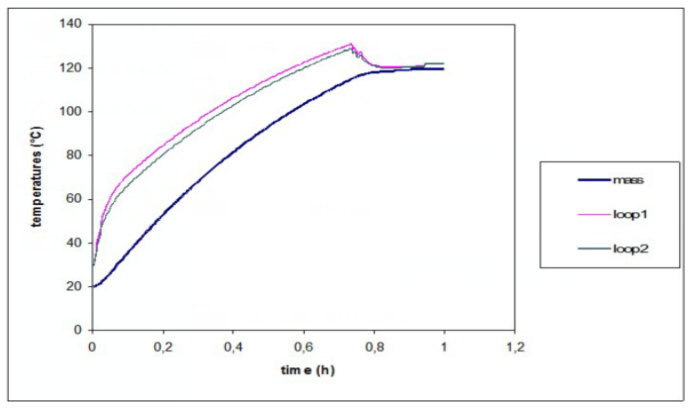
② Temperature Inflection Point: Based on the principle of conservation of energy and the inertia lag during the transfer process, as the temperature inside the reactor approaches the set value, the rate of temperature change is calculated, and the control algorithm is adjusted based on the temperature change rate. The inflection point position can be predicted in advance through Celsius simulation curves, switching PID parameters and adjusting the energy output value of the ECU unit to prevent overshoot until the set temperature is reached. Currently, in actual domestic production cases, temperature control accuracy is generally maintained within ±0.1℃.
③ Constant Temperature Phase: Once the temperature reaches the set value, the system automatically switches the control algorithm, adjusting the temperature difference and energy between the secondary medium and the reactor to ensure that the temperature inside the reactor fluctuates within the set range. When the temperature inside the reactor fluctuates due to the reaction, the pre-set parameters allow for a quick switch to low-temperature circulating media to promptly cool down to the set value.
The entire temperature control process of the ECU requires online analysis of energy transfer in the heat exchanger and energy consumption from the public system, guiding logical programs through data analysis, ultimately achieving temperature control accuracy.
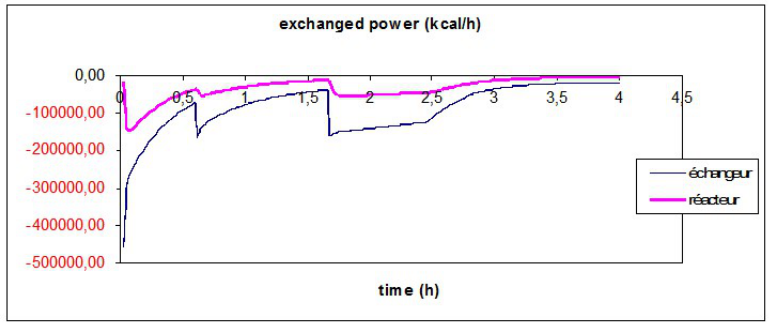
Heat Transfer Power Process Curve
(2) Formula Management of the Production Process
The control program can achieve online programming, allowing users to adjust the operating curve according to their actual production processes, automatically generating and saving formulas. During operation, the running curve is recorded in real-time, facilitating clients’ optimization adjustments of the production process. Formula management enables the entire process of technology control to be completed automatically without manual intervention while ensuring the confidentiality of the technology.
(3) Safety Operation Settings
① Hierarchical Management Authority Settings: The system is designed according to a three-level password management system that meets GMP requirements. It is divided into system administrators, process engineers, and operators. System administrators and process engineers can input preset formula programs at the industrial computer workstation, set control temperatures for each stage, and configure the heating, holding, cooling processes, as well as temperature over-limit alarm values for different process formulas. During production, only the preset formula needs to be called, saving time, improving production efficiency, and reducing the likelihood of errors during data input.
② Safety Interlock and Fault Location Feedback: Each unit’s on-site explosion-proof control cabinet is equipped with an explosion-proof emergency stop switch and audible and visual alarm signals. The remote workstation also has the same button switch. The software system can set over-limit alarm values and configure interlock actions, such as forced switching to low-temperature media for cooling protection or opening pressure relief valves to ensure operator and equipment safety. All regulating valves and pumps will trigger audible and visual alarms in case of failure, with alarm information appearing on the workstation screen and being stored in the alarm database. Process engineers can confirm alarms through a reset button. In emergencies, equipment operations can be stopped using on-site or remote emergency stop buttons, triggering interlock protection.
The switching of valves under high and low temperature conditions in the unit is set to reasonable and orderly safety interlocks, ensuring that the ECU temperature control module can quickly enter the specified heating or cooling state. Additionally, in extreme operating conditions, to prevent heat accumulation, high-temperature regulating valves and low-temperature regulating valves will always be in the safest state; steam regulating valves and corresponding heating state ball valves will be normally closed, while cooling medium regulating valves and corresponding cooling state ball valves will be normally open. A level switch is installed at the front end of the magnetic pump to prevent dry running that could damage the mechanical seal.
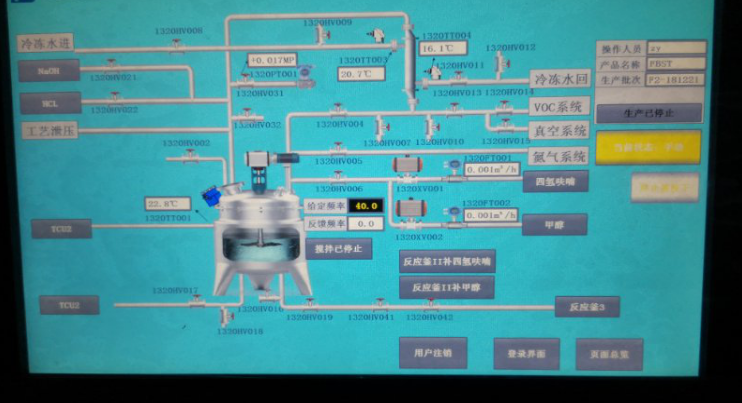
③ Data Storage and Audit Tracking: The system’s temperature and other parameters are collected in real-time by PLC and displayed intuitively on the computer workstation, with different data represented by different colors and animations. Process engineers can query historical data such as temperature and pressure change curves and historical data alarms, and can generate and print reports.
Formulas are stored in encrypted files, allowing for quick importing, saving, and transferring. With sufficient authorization, operators can adjust each parameter, and all adjustment processes will be recorded in the system as a basis for audit tracking.
3. Documentation System Complying with GMP Requirements
Quality is derived from design (QbD). The ECU not only provides precise temperature control hardware assurance for pharmaceutical companies but also offers a complete documentation system that complies with GMP and FDA certifications. The documentation system includes DQ, FAT, SAT, IQ, OQ, and PQ, among other contents. The standardized document management process makes the performance of the ECU more controllable and traceable.
Currently, all ECU projects handed over domestically have passed GMP audits with zero defects in one go.
4. Conclusion
In recent years, the level of China’s pharmaceutical industry has been continuously aligning with that of Europe and the United States. Domestic pharmaceutical companies are facing a comprehensive reshuffle. The advantageous resources of the entire industry are converging toward high value-added original innovative products. The traditional manual temperature control methods for reactors can no longer meet the needs of industry development. New precise temperature control devices are emerging like mushrooms after rain, but truly professional suppliers with process PID design, energy calculation, automatic control program development, and standardized documentation systems are still scarce.
With the continuous improvement of domestic pharmaceutical companies’ awareness of energy costs, temperature control accuracy, and safety and environmental protection, it is believed that the application of such ECU devices will become increasingly widespread.
The future of China’s pharmaceutical industry and pharmaceutical equipment market will inevitably require industrial segmentation and professional specialization, as well as the “craftsmanship spirit” of core equipment technology research and development. This will be the foundation for the sustainable development of an industry or sector. The top-level design ideas for specific pharmaceutical processes need to be inclusive, rooted in the foundation of China’s pharmaceutical industry while also drawing on the experiences and references from other sources. Innovations in ideas, processes, and technologies are essential. Looking at the development history of the global equipment market, any country or industrial cluster with a solid foundation in “fundamental processes” and reasonable “top-level design” is bound to become a leader in that industry. The author hopes that Chinese pharmaceutical machinery professionals, during this specific period of pharmaceutical industrial development, will reposition themselves, concentrate on their professional advantages, and effectively explore their own specialized fields.
References:
[1] Overview of Energy Unit Design by Celsius in France
[2] Wang Chunxiao, Liu Hai, Du Qingfu. Research and Implementation of Reactor Control Systems [J]. Chemical Engineering Automation and Instrumentation, 2010, 37(10): 29-32.
[3] Liu Xuejun. Research on Reactor Temperature Control Systems [D]. Hebei: Yanshan University, 2004.
[4] Wang Wei. Research on Control Methods for Continuous Stirred Tank Reactors (CSTR) [D]. Beijing: Beijing Jiaotong University, 2013.
[5] Glass-lined Open Stirred Tank. HG/T 2371-2003
* This WeChat public account maintains neutrality regarding all original and reprinted content, statements, and viewpoints. The articles pushed are for public welfare sharing only. If any reprinted works or images have incorrect author source markings or involve infringement, please kindly remind the original author and contact the editor for deletion.

 Give a “like” and “look” to learn together.
Give a “like” and “look” to learn together.